一种用于双墩筋加工工艺的制作方法
1.本发明属于双墩筋加工工艺技术领域,尤其涉及一种用于双墩筋加工工艺。
背景技术:
2.双墩筋是一种加工生产的内壁光滑,外壁带有垂直加强筋的新颖管道,减薄了管壁厚度,同时还提高了管材承受外压载荷的能力。在管材的外壁带有径向加强筋,从而提高了管材的环刚度。同时为了进一步的增加管道的性能,还有在双墩筋内部设置钢制内衬的强化方式,同时其径向加强筋也存在双波峰的强化结构,适应不同的管材需求。
3.但是,现有技术中,现有的双墩方式采用复合夹模和滑块进行加工,在加工较短的管子时比较容易出现打滑现象,夹模无法有效夹紧工件,,致使无法正常墩筋。
4.因此,有必要提供一种新的用于双墩筋加工工艺解决上述技术问题
技术实现要素:
5.本发明解决的技术问题是提供一种操作简单,便于来对较短的管件进行生产,致使可以避免在加工管子时出现打滑现象,致使夹模无法有效夹紧工件而无法正常墩筋的用于双墩筋加工工艺。
6.为解决上述技术问题,本发明提供的用于双墩筋加工工艺包括以下步骤:s1、准备器材和材料:
7.(1).主夹模、第一加工连接动力模具、第二加工连接动力模具、第三加工连接动力模具、第四加工连接动力模具和待加工管子;
8.(2).所述主夹模的一侧外壁开设有第一加工连接放置凹槽,所述主夹模远离第一加工连接放置凹槽的一侧外壁开设有第二加工连接放置凹槽,所述第一加工连接放置凹槽与第一加工连接动力模具相适配,所述第二加工连接放置凹槽与第二加工连接动力模具、第三加工连接动力模具和第四加工连接动力模具相适配;
9.(3).所述第一加工连接放置凹槽的一侧内壁开设有加工放置通孔,所述加工放置通孔与第二加工连接放置凹槽相通;
10.s2、预处理加工:
11.(1).将待加工管子放置到切割设备上,根据所需要的加工规格尺寸来对待加工管子进行切割;
12.(2).将上述切割好的待加工管子放置到打磨抛光设备上,来对被切割的管口进行打磨抛光,致使来将切割产生的毛刺进行去除;
13.(3).将上述打磨好的待加工管子放置到加热设备中进行预加热处理,加热完成后进行自然冷却,冷却至室内温度;
14.s3、制备工序:
15.(1).将待加工管子放置到主夹模上,使待加工管子插入到第二加工连接放置凹槽内,并将待加工管子贯穿加工放置通孔插入到第一加工连接放置凹槽内,最后使待加工管
子穿过第一加工连接放置凹槽;
16.(2).将第二加工连接动力模具插入到第二加工连接放置凹槽内来对待加工管子进行加工,且所述第二加工连接动力模具与待加工管子相适配;
17.(3).将第一加工连接动力模具插入到第一加工连接放置凹槽内来对待加工管子进行加工,且所述第一加工连接动力模具与待加工管子相适配;
18.(4).将第二加工连接动力模具拔出,将第三加工连接动力模具插入到第二加工连接放置凹槽内来对待加工管子进行加工,且所述第三加工连接动力模具与待加工管子相适配;
19.(5).将第三加工连接动力模具拔出,将第四加工连接动力模具插入到第二加工连接放置凹槽内来对待加工管子进行加工,致使完成管子的加工工作,且所述第四加工连接动力模具与待加工管子相适配。
20.作为本发明的进一步方案,所述待加工管子的规格为较短的管件。
21.作为本发明的进一步方案,所述主夹模分为第一夹模和第二夹模。
22.作为本发明的进一步方案,所述预处理加热温度为250-300℃,时间为5-10min。
23.作为本发明的进一步方案,所述切割设备的型号为kr-xf8。
24.作为本发明的进一步方案,所述打磨抛光设备的型号为ma-10
25.与相关技术相比较,本发明提供的用于双墩筋加工工艺具有如下有益效果:
26.本发明提供一种用于双墩筋加工工艺:
27.1、本发明提供一种用于双墩筋加工工艺,具有操作简单,便于来对较短的管件进行生产,致使可以避免在加工管子时出现打滑现象,致使夹模无法有效夹紧工件而无法正常墩筋的优点。
附图说明
28.为了便于本领域技术人员理解,下面结合附图对本发明作进一步的说明。
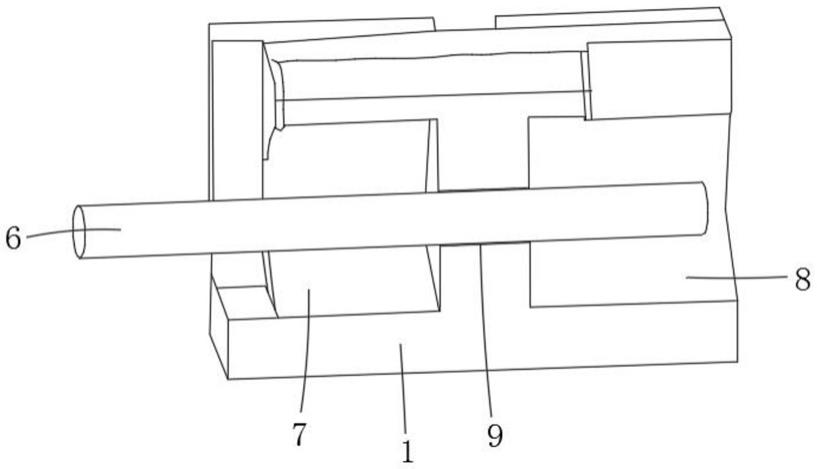
29.图1为本发明的结构示意图;
30.图2为本发明中主夹模、第一加工连接动力模具、第二加工连接动力模具和待加工管子的装配图;
31.图3为本发明中主夹模、第一加工连接动力模具、第二加工连接动力模具、待加工管子和第三加工连接动力模具的装配图;
32.图4为本发明中主夹模、第一加工连接动力模具、第二加工连接动力模具、待加工管子、第三加工连接动力模具和第四加工连接动力模具的装配图;
33.图5为本发明中加工完成的结构示意图。
34.图中:1、主夹模;2、第一加工连接动力模具;3、第二加工连接动力模具;4、第三加工连接动力模具;5、第四加工连接动力模具;6、待加工管子;7、第一加工连接放置凹槽;8、第二加工连接放置凹槽;9、加工放置通孔。
具体实施方式
35.请结合参阅图1、图2、图3、图4和图5,其中,图1为本发明的结构示意图;图2为本发明中主夹模、第一加工连接动力模具、第二加工连接动力模具和待加工管子的装配图;图3
为本发明中主夹模、第一加工连接动力模具、第二加工连接动力模具、待加工管子和第三加工连接动力模具的装配图;图4为本发明中主夹模、第一加工连接动力模具、第二加工连接动力模具、待加工管子、第三加工连接动力模具和第四加工连接动力模具的装配图;图5为本发明中加工完成的结构示意图。用于双墩筋加工工艺包括以下步骤:s1、准备器材和材料:
36.(1).主夹模1、第一加工连接动力模具2、第二加工连接动力模具3、第三加工连接动力模具4、第四加工连接动力模具5和待加工管子6;
37.(2).所述主夹模1的一侧外壁开设有第一加工连接放置凹槽7,所述主夹模1远离第一加工连接放置凹槽6的一侧外壁开设有第二加工连接放置凹槽8,所述第一加工连接放置凹槽7与第一加工连接动力模具相适配2,所述第二加工连接放置凹槽8与第二加工连接动力模具3、第三加工连接动力模具4和第四加工连接动力模具相适配5;
38.(3).所述第一加工连接放置凹槽7的一侧内壁开设有加工放置通孔9,所述加工放置通孔9与第二加工连接放置凹槽8相通;
39.s2、预处理加工:
40.(1).将待加工管子放置到切割设备上,根据所需要的加工规格尺寸来对待加工管子进行切割;
41.(2).将上述切割好的待加工管子放置到打磨抛光设备上,来对被切割的管口进行打磨抛光,致使来将切割产生的毛刺进行去除;
42.(3).将上述打磨好的待加工管子放置到加热设备中进行预加热处理,加热完成后进行自然冷却,冷却至室内温度;
43.s3、制备工序:
44.(1).将待加工管子6放置到主夹模1上,使待加工管子6插入到第二加工连接放置凹槽8内,并将待加工管子6贯穿加工放置通孔9插入到第一加工连接放置凹槽7内,最后使待加工管子6穿过第一加工连接放置凹槽7;
45.(2).将第二加工连接动力模具3插入到第二加工连接放置凹槽8内来对待加工管子6进行加工,且所述第二加工连接动力模具3与待加工管子6相适配;
46.(3).将第一加工连接动力模具2插入到第一加工连接放置凹槽7内来对待加工管子6进行加工,且所述第一加工连接动力模具2与待加工管子6相适配;
47.(4).将第二加工连接动力模具3拔出,将第三加工连接动力模具4插入到第二加工连接放置凹槽8内来对待加工管子6进行加工,且所述第三加工连接动力模具4与待加工管子6相适配;
48.(5).将第三加工连接动力模具4拔出,将第四加工连接动力模具5插入到第二加工连接放置凹槽8内来对待加工管子6进行加工,致使完成管子的加工工作,且所述第四加工连接动力模具5与待加工管子6相适配。
49.所述待加工管子6的规格为较短的管件。
50.所述主夹模1分为第一夹模和第二夹模。
51.所述预处理加热温度为250-300℃,时间为5-10min。
52.所述切割设备的型号为kr-xf8。
53.所述打磨抛光设备的型号为ma-10
54.本发明提供的用于双墩筋加工工艺的工作原理如下:
55.管件通过模具挤压产生塑性变形,形成凸筋,具体成型方式如下:管件定位并保压——后墩头成型并保压——前墩头成型——管口收口(如图1-图5所示)。
56.与相关技术相比较,本发明提供的用于双墩筋加工工艺具有如下有益效果:
57.本发明提供一种用于双墩筋加工工艺,具有操作简单,便于来对较短的管件进行生产,致使可以避免在加工管子时出现打滑现象,致使夹模无法有效夹紧工件而无法正常墩筋的优点。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1