一种配电箱加工用摇臂钻床及其加工方法与流程
1.本技术涉及配电箱生产加工的领域,尤其是涉及一种配电箱加工用摇臂钻床及其加工方法。
背景技术:
2.配电箱通常由多个金属板安装固定而成,而组成配电箱的金属板需要进行钻孔加工,相关技术中通过摇臂钻床对金属板进行加工。
3.由于配电箱上需要安装的结构多种多样,不同安装情况下,需要配电箱上孔的具体位置也不同,现有技术中加工多个呈环形排布的孔,需要不断的转动金属板。
4.在生产线作业时,要求的自动化程度较高,当需要加工呈环形排布的多个孔时,不断转动待加工件,会给生产作业带来不便。
技术实现要素:
5.为了便于加工多个呈环形排布的孔,本技术提供一种配电箱加工用摇臂钻床及其加工方法。
6.第一方面,本技术提供一种配电箱加工用摇臂钻床,采用如下的技术方案:一种配电箱加工用摇臂钻床,包括底座,所述底座上设有主轴,所述主轴上设有具有一定长度的摇臂;活动座,所述活动座与所述摇臂滑动连接,所述活动座沿所述摇臂的长度方向滑动,所述活动座上设有用于限制所述活动座滑动的第一限位件,所述活动座底部转动连接有转动件,所述转动件具有一定长度,所述活动座上设有第一驱动设备,所述第一驱动设备用于驱动所述转动件转动;钻孔设备,所述钻孔设备包括钻头,所述钻孔设备与所述转动件滑动连接,所述钻孔设备沿所述转动件的长度方向滑动,所述转动件相对于所述活动座的转动轴线与所述钻头的转动轴线平行,所述转动件上设有第二驱动设备,所述第二驱动设备用于驱动所述钻孔设备移动。
7.通过采用上述技术方案,对配电箱进行钻孔时,所需的钻孔力度较小,但需要钻孔设备能够灵活的进行活动,当需要进行转动钻孔时,调整活动座的位置,然后通过第一限位件进行限位固定,然后通过第二驱动件驱动钻孔设备移动,调整转动半径,然后启动第一驱动设备,第一驱动设备驱动转动件转动,实现转动打孔,当转动件带动钻孔设备的钻头运动至一个预定位置后,进行打孔操作,然后再继续转动转动件,进行后续孔位的打孔,直至一圈孔钻完后,便可实现多孔位呈环状分布,施工人员不需要转动待加工件即可进行转动打孔操作,便于环状分布的多个孔位的生产加工。
8.可选的,所述活动座底部设有环形滑轨,所述滑轨的轴线与所述转动件的转动轴线重合,所述转动件一端与所述活动座转动连接、另一端与所述滑轨滑动连接,所述转动件一端在所述滑轨上滑动。
9.通过采用上述技术方案,滑轨起到吊挂作用,当钻孔设备运动至转动件远离转动件转动轴线的一端时,由于钻孔设备较重,转动件有被压弯的可能性,因此转动件远离转动
件转动轴线的一端挂在滑轨上,使转动件能够在活动座上稳定的转动,降低了转动件被钻孔设备压弯的可能性。
10.可选的,所述滑轨包括两个安置轨和两个活动轨,两个安置轨的分布方向与所述摇臂的长度方向一致,所述安置轨与所述活动座连接,两个所述活动轨的分布方向与所述摇臂的分布方向垂直,所述安置轨和所述活动轨交错分布,两个所述活动轨均与至少一个所述安置轨转动连接,所述活动轨转动时向上翻转,所述活动轨未翻转时,所述安置轨和所述活动轨组成完整的所述滑轨;所述转动件上设有滑块,所述滑块呈圆弧状,所述滑块在所述滑轨上滑动,所述滑块的弧长小于所述安置轨的弧长。
11.通过采用上述技术方案,当转动件不使用时,将滑块滑动至安置轨上,然后向上翻转活动轨,以此实现对活动轨的回收,减小了滑轨的横向占用空间。
12.可选的,所述活动座上设有第三驱动设备,所述第三驱动设备)用于驱动两个所述活动轨向上翻转。
13.通过采用上述技术方案,第三驱动件的存在实现了对滑轨回收的自动化运行,减轻了操作人员的工作量。
14.可选的,两个所述安置轨一个为固定轨、另一个为伸缩轨,所述活动座于所述摇臂长度方向的两端中一端与所述转动件转动连接、另一端与所述固定轨固定连接,所述伸缩轨与所述固定轨弹性连接,所述伸缩轨的活动方向与所述摇臂的长度方向一致,所述伸缩轨位于所述固定轨靠近所述主轴的一侧。
15.通过采用上述技术方案,当钻孔设备需要对靠近主轴的位置进行打孔操作时,活动座需要朝靠近主轴的方向移动时,因此滑轨会与主轴产生抵触碰撞,因此设置伸缩轨,当伸缩轨与主轴产生接触后,伸缩轨会朝靠近固定轨的一侧运动,使活动座能够朝靠近主轴的方向运转更多的距离,也就使本技术的打孔范围更广。
16.可选的,还包括传送设备,所述传送设备包括安置座、承接板、第一驱动缸、支撑架和滚轮,所述安置座设置于所述底座上,所述承接板设有两个且均设置于所述安置座上方,两个所述承接板的分布方向与所述摇臂的长度方向一致,两个所述承接板间隔设置,所述第一驱动缸设置于所述安置座上,每个所述承接板均通过若干所述第一驱动缸驱动,所述支撑架固定于所述安置座上,所述滚轮与所述支撑架转动连接,每个所述承接板上方均设有若干所述滚轮,所述承接板沿靠近或远离所述滚轮的方向运动,所述承接板与所述滚轮之间形成传送空间,所述支撑架上设有用于驱动所述滚轮转动的第四驱动设备。
17.通过采用上述技术方案,当需要加工组成配电箱的板材时,采用流水线的形式,传送组件能够对板材的进行传送,当板材运动至传送空间内时,板材运动方向的两侧搭放在承接板上,通过第一驱动缸调节承接板的高度,使板材与滚轮接触,滚轮的转动带动板材运动,当需要加工打孔时,上一道工序的传送机构停转,本技术的第一驱动缸驱动承接板向上,承接板与滚轮之间将板材夹紧,即可进行板材的打孔操作。
18.可选的,还包括支撑设备,所述支撑设备包括滑动座、转盘、第二驱动缸和支撑件,所述滑动座与所述安置座滑动连接,所述滑动座的滑动方向与所述摇臂的长度方向一致,所述滑动座上设有用于限制所述滑动座滑动的第二限位件,所述转盘转动连接于所述滑动座上壁,所述转盘的转动轴线沿竖直方向设置,所述滑动座上设有用于驱动所述转盘转动的第五驱动设备,所述第二驱动缸与所述转盘滑动连接,所述第二驱动缸沿靠近或远离所
述转盘转动轴线的方向滑动,所述第二驱动缸上设有用于限制所述第二驱动缸滑动的第三限位件,所述第二驱动缸的活塞杆上设有至少三个所述支撑件,所有所述支撑件沿所述第二驱动缸的周向分布,所述第二驱动缸伸缩杆的伸缩方向延竖直方向设置。
19.通过采用上述技术方案,当钻孔设备进行打孔操作时,通过第二驱动缸驱动支撑件向上移动,然后支撑件将板材待打孔位置的周围抵紧,此时钻孔设备向下钻孔时,在支撑件的支撑下,板材被打孔的位置不会被轻易压弯,使本技术的打孔操作更加方便,也更加精准;转动的转盘使支撑件跟随钻孔设备的钻头转动,移动的滑动座和移动的第二驱动缸,便于操作人员调节支撑件的位置,使支撑件能够更加精准的对钻孔位置进行支撑。
20.可选的,所述安置座与所述底座可拆卸连接。
21.通过采用上述技术方案,当生产线作业时,就将传送设备安装于底座上,当常规作业时,就拆卸传送设备,安装常用的工件支撑座进行作业。
22.可选的,所述摇臂包括支撑段和转动段,所述支撑段设置于所述主轴上,所述转动段与所述支撑段转动连接,所述转动段的转动轴线沿水平方向设置,所述转动段向上翻转,所述支撑段上设有用于驱动所述转动段向上翻转的第六驱动设备,所述活动座在所述转动段上滑动。
23.通过采用上述技术方案,在现实生产作业时,有时根据客户的具体需求,需要在一些已加工好的配电箱侧壁上打孔,但有些配电箱较高,在侧壁上打孔,无法直接将配电箱竖直放置于本技术的钻头下方,因此通过第六驱动设备驱动转动段转动,然后倾斜放置配电箱,即可进行配电箱侧壁的打孔操作。
24.第二方面,本技术提供一种配电箱加工用摇臂钻床的加工方法,采用如下的技术方案:一种配电箱加工用摇臂钻床的加工方法,步骤如下:s1、根据孔位需求,判断是否需要进行转动打孔;s2、若需要转动打孔,则调整所述活动座和所述钻孔设备的位置,然后驱动所述转动件进行转动,每转动至一个打孔位置后进行一次钻孔;当不需要转动打孔时,正常操作钻床进行打孔即可。
25.通过采用上述技术方案,判断是否需要旋转打孔,然后再进行加工,能够实现对多个呈环形排布的孔位进行钻孔。
26.综上所述,本技术包括以下至少一种有益技术效果:1.转动件带动钻孔设备转动,便于进行转动钻孔操作;2.本技术中滑轨的具体结构,既降低了转动件被压弯的可能性,又降低了空间占用率,同时降低了对活动座运动产生的影响;3.传送设备便于进行板材的持续传送,提高了生产作业效率;4.支撑设备配合钻孔设备进行钻孔,降低了板材被压弯的可能性。
附图说明
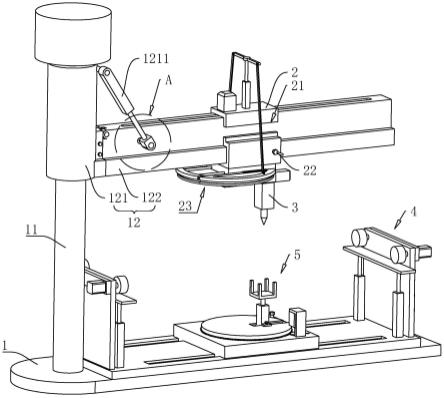
27.图1是本技术实施例的整体结构示意图;图2是图1中a处的放大视图;图3是本技术实施例的滑轨的结构示意图;
图4是本技术实施例的安装座的结构示意图;图5是本技术实施例的第三驱动设备的结构示意图;图6是本技术实施例的转动轴的结构示意图;图7是本技术实施例的第二驱动设备的结构示意图;图8是本技术实施例的传送设备的结构示意图;图9是图8中b处的放大视图;图10是本技术实施例转动段转动时的示意图。
28.附图标记说明:1、底座;11、主轴;12、摇臂;121、支撑段;1211、第六驱动设备;122、转动段;1221、连接柱;2、活动座;21、避让口;22、第一限位件;23、滑轨;231、安置轨;2311、固定轨;2312、伸缩轨;232、活动轨;233、连接块;234、限位块;24、安装座;241、翼板;242、延伸柱;243、运动板;25、转动轴;26、转动件;261、滑块;2611、弧形槽;2612、限位槽;262、第二驱动设备;2621、驱动电机;2622、螺杆;27、第一驱动设备;271、连接杆;28、活动槽;29、第三驱动设备;291、连杆;292、活动杆;3、钻孔设备;31、钻头;4、传送设备;41、安置座;42、承接板;43、第一驱动缸;44、支撑架;441、第四驱动设备;45、滚轮;46、传送空间;5、支撑设备;51、滑动座;511、第二限位件;512、第五驱动设备;5121、转动电机;5122、齿轮;52、转盘;521、齿牙;53、第二驱动缸;531、第三限位件;532、连接板;54、支撑件。
具体实施方式
29.以下结合附图1-10对本技术作进一步详细说明。
30.本技术实施例公开一种配电箱加工用摇臂钻床。
31.参照图1,一种配电箱加工用摇臂钻床包括底座1、活动座2、钻孔设备3、传送设备4和支撑设备5。
32.参照图1和图2,底座1上设有主轴11,主轴11的长度方向沿竖直方向设置,主轴11上设有具有一定长度的摇臂12,摇臂12能够在主轴11上升降和转动,摇臂12的长度方向与主轴11的长度方向垂直;摇臂12包括支撑段121和转动段122,支撑段121设置于主轴11上,转动段122与支撑段121铰接,转动段122的转动轴线沿水平方向设置,转动段122能够向上翻转,当转动段122未向上翻转时,整个摇臂12沿水平方向设置,此时支撑段121与转动段122通过多个螺栓螺母固定;支撑段121上设有第六驱动设备1211,第六驱动设备1211为油缸,转动段122侧壁焊接有连接柱1221,第六驱动设备1211一端与支撑段121铰接、另一端与连接柱1221铰接。
33.参照图1和图2,活动座2与摇臂12滑动连接,活动座2为滑动套,活动座2套于转动段122外,活动座2内壁的形状与转动段122的外壁形状配合,活动座2能够在转动段122上稳定滑动,活动座2沿转动段122的长度方向滑动,活动座2侧壁上开有避让口21,避让口21与连接柱1221位于同一侧,避让口21用于避让连接柱1221;活动座2上设有用于限制活动座2滑动的第一限位件22,第一限位件22为螺栓,第一限位件22与活动座2螺纹连接,第一限位件22用于抵紧转动段122,第一限位件22的端部设有把手,便于人手握持。
34.参照图3、图4和图5,活动座2底部设有环形滑轨23,滑轨23包括两个安置轨231和两个活动轨232,两个安置轨231的分布方向与摇臂12的长度方向一致,两个活动轨232的分布方向与摇臂12的长度方向垂直,安置轨231和活动轨232交错分布;两个安置轨231一个为
固定轨2311、另一个为伸缩轨2312;活动座2底部焊接有安装座24,固定轨2311焊接于安装座24远离主轴11一端的底部,固定轨2311位于活动座2远离主轴11的一端。
35.参照图3、图4和图5,安装座24于摇臂12长度方向的两侧均铰接有开有减重槽的翼板241,翼板241的铰接轴线方向与摇臂12长度方向平行,每个翼板241上均焊接有活动轨232,翼板241转动时向上翻转,安装座24靠近主轴11的一端滑动连接有延伸柱242,延伸柱242的滑动方向沿水平方向设置,延伸柱242的滑动方向与转动段122的长度方向一致,延伸柱242与安装座24通过弹簧弹性连接,弹簧常态时,延伸柱242具有朝靠近主轴11方向伸出的趋势,延伸柱242远离安装座24的一端焊接有运动板243,运动板243的底壁焊接有伸缩轨2312,伸缩轨2312位于固定轨2311靠近主轴11的一侧,运动板243朝靠近或远离主轴11的方向运动,当翼板241未向上翻转且弹簧处于常态时,固定轨2311、伸缩轨2312和活动轨232围成一个完整的环形滑轨23。
36.参照图5,活动座2顶部通过螺钉固定有第三驱动设备29,第三驱动设备29为油缸,第三驱动设备29的活塞杆上固定有连杆291,连杆291的长度方向与摇臂12的长度方向垂直,连杆291的长度方向与两个翼板241的分布方向一致,连杆291的两端均铰接有活动杆292,每个活动杆292与一个翼板241铰接,第三驱动设备29用于提升翼板241。
37.参照图6和图7,活动座2靠近主轴11的一端通过转动轴25转动连接有转动件26,转动件26具有一定长度,转动轴25穿过安装座24延伸至安装座24下方,转动轴25与活动座2通过轴承转动连接;活动座2顶部通过螺钉固定有第一驱动设备27,第一驱动设备27为电机,转动段122上开设有活动槽28,活动槽28将转动段122上下壁开通,活动槽28的长度方向与转动段122的长度方向一致,第一驱动设备27的输出轴上通过连轴器连接有连接杆271,连接杆271穿过活动座2和活动槽28与转动轴25同轴焊接,第一驱动设备27用于驱动转动件26转动;转动轴25与环形滑轨23同轴设置。
38.参照图6和图7,转动件26一端与转动轴25焊接、另一端顶部焊接有滑块261,滑块261呈圆弧状,滑块261在滑轨23上滑动,转动件26远离转动轴25的一端沿滑轨23滑动;滑块261内开设有弧形槽2611,弧形槽2611弧长方向的两侧均开有限位槽2612,滑轨23包括弧形的连接块233与弧形的限位块234,连接块233弧长方向的两侧均一体连接有限位块234,连接块233在弧形槽2611内滑动,连接块233在限位槽2612内滑动,滑块261的弧长小于安置轨231的弧长,当滑块261整体位于固定轨2311上时,两侧的活动轨232能够向上翻转。
39.参照图7,钻孔设备3包括能够转动的钻头31,钻孔设备3与转动件26通过滑块滑槽滑动连接,防止钻孔设备3掉落;钻孔设备3沿转动件26的长度方向滑动,转动件26相对于活动座2的转动轴线与钻头31的转动轴线平行;转动件26上设有第二驱动设备262,第二驱动设备262包括驱动电机2621与螺杆2622,螺杆2622伸入至转动件26的滑槽内与钻孔设备3的滑块螺纹连接,驱动电机2621与转动件26远离转动轴25的一端通过螺钉固定,驱动电机2621用于驱动螺杆2622转动;在其他实施例中,第二驱动设备262可以为驱动缸。
40.参照图8,传送设备4包括安置座41、承接板42、第一驱动缸43、支撑架44和滚轮45;安置座41为矩形板,安置座41与底座1通过螺钉可拆卸连接,安置座41的两侧各焊接有一个矩形板状的支撑架44,两个支撑架44的分布方向与摇臂12的长度方向一致,两个支撑架44板面平行且间隔分布;两个支撑架44相互靠近的板面上均通过轴承转动连接有若干滚轮45,本实施例中每个支撑架44上设有两个滚轮45,每个支撑架44上的滚轮45也可以为多个,
每个支撑架44上的若干滚轮45的分布方向与摇臂12的长度方向垂直,所有滚轮45位于同一高度,滚轮45的转动轴线方向与摇臂12的长度方向平行,每个支撑架44上均设有用于驱动滚轮45转动的第四驱动设备441,第四驱动设备441包括电机、链轮和链条,每个滚轮45与一个链轮同轴连接,位于同一支撑架44上的滚轮45连接的链轮外套有一根链条,电机用于驱动链轮转动,以此实现对滚轮45转动的驱动。
41.参照图8,第一驱动缸43为油缸且通过螺钉固定在安置座41上,第一驱动缸43的伸缩方向沿竖直方向设置,安置座41设有支撑架44的两侧均设有若干第一驱动缸43,安置座41每侧的多个第一驱动缸43的分布方向与同侧滚轮45的分布方向一致;安置座41上方设有两个承接板42,承接板42的长度方向与每侧滚轮45的分布方向一致,两个承接板42的分布方向与摇臂12的长度方向一致,每个承接板42均通过同侧的若干第一驱动缸43驱动运动,第一驱动缸43的活塞杆与承接板42通过螺钉连接,滚轮45位于承接板42上方,在第一驱动缸43的驱动下,承接板42沿靠近或远离滚轮45的方向运动,承接板42与滚轮45之间形成传送空间46,传送空间46内用于供板材的两侧移动。
42.参照图8,支撑设备5包括滑动座51、转盘52、第二驱动缸53和支撑件54;滑动座51与安置座41通过滑块滑槽滑动连接,滑动座51的滑动方向与摇臂12的长度方向一致,滑动座51上设有用于限制滑动座51滑动的第二限位件511,第二限位件511为螺栓且用于抵紧安置座41;转盘52通过轴承转动连接于滑动座51上壁,转盘52的转动轴线沿竖直方向设置,转盘52的周壁设有齿牙521,滑动座51上设有用于驱动转盘52转动的第五驱动设备512,第五驱动设备512包括转动电机5121和齿轮5122,转动电机5121通过支架固定于滑动座51上,齿轮5122同轴固定于转动电机5121的输出端,转动电机5121驱动齿轮5122转动,齿轮5122与转盘52周壁的齿牙521啮合。
43.参照图8和图9,第二驱动缸53与转盘52通过滑块滑槽滑动连接,第二驱动缸53沿靠近或远离转盘52转动轴线的方向滑动,第二驱动缸53上设有用于限制第二驱动缸53滑动的第三限位件531,第三限位件531为螺栓且与转盘52螺纹连接,第三限位件531用于与转盘52抵紧;第二驱动缸53的活塞杆上固定有连接板532,连接板532的板面水平,连接板532远离第二驱动缸53的板面上焊接有四个长条状的支撑件54,支撑件54的长度方向沿竖直方向设置,支撑件54沿第二驱动缸53的周向均匀分布,第二驱动缸53的伸缩杆延竖直方向升降。
44.本技术实施例还公开一种配电箱加工用摇臂钻床的加工方法。
45.一种配电箱加工用摇臂钻床的加工方法,步骤如下:s1、初步判断:根据孔位需求,判断是否需要进行转动打孔;同时判断是否为流水线作业。
46.s2、打孔操作:若不需要流水线作业,则在底座1上安装常规支撑座,将工件放置于支撑座上,然后进行后续打孔操作。
47.若需要流水线作业,则在底座1上安装传送设备4和支撑设备5,传送时,上一道传送工序将板材传送至传送设备4上,板材的两侧位于两侧的滚轮45与承接板42之间,调整承接板42的升降,使板材能够与滚轮45接触,滚轮45的转动带动板材传送,当需要打孔时,上一道工序传送停止,承接板42上升,承接板42与滚轮45将板件夹紧后,进行打孔操作。
48.若不需要加工呈环形排布的多个孔位时,正常调节摇臂12的升降和转动,同时调
节活动座2的滑动,进行常规打孔即可。
49.若需要转动开设环形排布的多个孔位时,调整活动座2和钻孔设备3的位置,然后驱动转动件26转动,转动件26带动钻孔设备3每转动至一个打孔位置后,进行一次钻孔操作;当流水线作业进行钻孔时,调节活动座2与第二驱动缸53的位置,驱动转盘52转动,使第二驱动缸53随钻孔设备3同步转动,钻孔设备3钻孔前,第二驱动缸53将支撑件54升起,然后多个支撑件54抵紧板材待钻孔位置的周围,再进行钻孔。
50.参照图10,当需要临时在已经生产好的配电箱侧壁钻孔时,提升转动段122,然后使配电箱在倾斜方向上进给,即可进行钻孔。
51.s3、回收板材:当非流水线作业时,取走钻好的板材;当流水线作业时,通过第一驱动缸43放下承接板42,使板材的两侧只与滚轮45接触,然后转动滚轮45,即可驱动板材运动传送。
52.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1