一种压铸铝合金超声辅助电弧焊接方法与流程
1.本发明涉及材料焊接领域,具体涉及一种压铸铝合金超声辅助电弧焊接方法。
背景技术:
2.铝合金在汽车的应用中,铸铝约占总量的80%,其中压铸件约占65%。铸造铝合金一般包含cu、mg、zn、si、fe、ti、mn与ni等合金元素,alsi10mnmg是汽车用压铸铝合金常用的一种牌号。
3.铝合金的热膨胀系数比较大,因而在焊接凝固的过程中,铝的体积收缩率较大,焊缝变形与应力相对较严重,易产生缩孔、热裂纹等缺陷。另外,母材的熔化与熔合会受到铝合金表面高熔点的氧化铝的阻碍,而且氧化铝密度较大,在熔池中不易浮出,易导致焊缝夹渣。因而,对铝合金焊缝成形的研究具有非常重要的意义。压铸铝合金是直接依据液态金属的铸造工艺获得,没有经历塑性加工过程,从而导致材料的含氢量较高,焊后的焊缝内部气孔率大。随着铸造设备、工艺、技术的进步,压铸铝合金的应用也随即增多。以汽车行业为例,随着新能源汽车的普及,各国都广泛地采用铝及铝合金压铸件代替钢铁件以降低能耗。但是压铸铝合金的气体含量高,导致焊后接头的气孔率大,严重影响焊接接头的服役性能。
4.目前压铸铝合金焊接领域方面的研究主要集中在搅拌摩擦焊接。搅拌磨檫焊接有许多固有的焊接优势,但是由于焊接方法的限制,搅拌摩擦焊无法焊接复杂的压铸铝合金结构件。熔化焊接可以进行复杂的压铸铝合金结构件焊接,但是由于压铸铝合金熔化焊接的焊后气孔率过大,导致焊接结构件的性能急剧下降,无法进行实际使用。因此,一种适合压铸铝合金辅助焊接方法的研究十分重要。
5.本专利提出一种压铸铝合金超声辅助电弧焊接方法。超声辅助电弧焊接方法的引入,有效降低了压铸铝合金焊接接头气孔率,焊缝晶粒得到细化,实现了压铸铝合金的高质量连接。
技术实现要素:
6.为了达到上述目的,本发明采用的技术方案为:
7.一种压铸铝合金超声电弧焊接方法,在进行压铸铝合金mig焊接之前需要对材料表面进行处理,首先使用砂纸或钢丝刷清理压铸铝合金试件表面的氧化膜,完成氧化膜清理后需要使用丙酮与酒精清洗压铸铝合金试件表面的油污,本发明一种压铸铝合金超声电弧mig焊接方法,需要将超声电信号引入到压铸铝合金mig焊接电弧中并激发出超声电弧,使焊接电弧在作为产热机构的同时作为超声发射机构,从而有效振荡压铸铝合金焊接熔池,显著降低压铸铝合金焊接接头气孔率,达到提升焊接接头性能的目的。
8.所述一种压铸铝合金超声电弧焊接方法,使用砂纸或钢丝刷清理压铸铝合金试件表面的氧化膜的步骤,首先需要将压铸铝合金试样表面打磨出金属光泽,然后需要使用大于1000目的细砂纸打磨掉毛刺;
9.所述一种压铸铝合金超声电弧焊接方法,使用丙酮与酒精清洗压铸铝合金试件表
面的油污,需要先使用丙酮擦拭待焊表面,后使用酒精擦拭待焊表面。完成压铸铝合金待焊表面处理后,需要尽快进行焊接过程,完成处理到焊接开始的时间务必不得大于5小时,超过5小时需要重复压铸铝合金待焊表面的处理过程。
10.所述一种压铸铝合金超声电弧焊接方法,在用手拿取压铸铝合金待焊件时需要佩戴手套,避免手上的油污污染待焊件;
11.所述一种压铸铝合金超声电弧焊接方法,为了将超声信号引入需要完成超声辅助电弧焊接设备的连接,超声信号通过导线从超声电源输出至焊接电弧,将超声电源输出端的两根导线,接入隔离耦合及自动开关控制装置中,将隔离耦合及自动开关控制装置的输出端,一端接入焊机正极,一端接入焊机负极、工作台或工作台上的母材,三者极性相同;
12.所述一种压铸铝合金超声电弧焊接方法,完成超声辅助电弧焊接设备的连接后,进行需要的超声辅助电弧参数的设定,包括超声激励频率(20khz-90khz可调)与超声激励电压(0v-75v可调);
13.所述一种压铸铝合金超声电弧焊接方法,完成超声激励频率与超声激励电压的设定后,进行压铸铝合金超声电弧mig焊接。
14.综上,本发明一种基于熔深控制的压铸铝合金超声电弧焊接方法具有以下优点:超声电弧焊接是在焊接电弧中耦合进入超声频率的电信号,从而激发出超声电弧,超声电弧焊接可以对焊接熔池起到搅拌作用,有助于降低焊接接头的气孔率、细化焊缝组织从而大幅度提升焊接接头的服役性能。因此超声电弧焊接有望解决压铸铝合金的焊接问题,推动新能源汽车的轻量化过程。在设计过程中充分考虑绿色制造、经济实用的理念。
附图说明
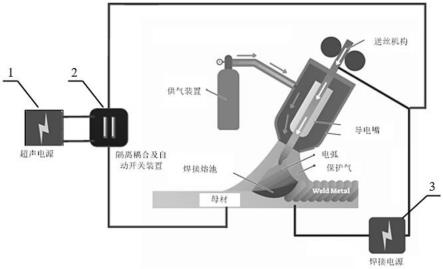
15.图1为超声辅助mig焊设备连接示意图。
16.图2为无超声mig焊接头体视图。
17.图3为60v、80khz超声辅助mig焊接头体视图。
18.图4为70v、80khz超声辅助mig焊接头体视图。
19.1.超声电源;2.隔离耦合及自动开关控制装置;3.焊接电源
具体实施方式
20.实施例一
21.下面结合附图以及具体实施例对本发明作进一步的说明,但本发明的保护范围并不限于此。
22.一种压铸铝合金超声电弧mig焊接方法,其特征在于采用交流超声频电源与mig焊接电源通过电路耦合,在压铸铝合金mig焊接电弧中激发出超声电弧,使焊接电弧在作为产热机构的同时作为超声发射机构,从而达到有效振荡压铸铝合金的焊接熔池,起到显著降低焊接接头气孔率的作用。
23.优选的,如图1所示超声电源1输出接入隔离耦合装置及自动开关装置2,隔离耦合装置及自动开关装置2的输出一端接入焊机正极,一端接入工作台。
24.优选的,使用砂纸或钢丝刷清理压铸铝合金试件表面的氧化膜的过程需要将压铸铝合金试样表面打磨出金属光泽,后续使用2000目的细砂纸打磨掉毛刺;
25.优选的,使用丙酮与酒精清洗压铸铝合金试件表面的油污,先使用丙酮擦拭待焊表面,后使用酒精擦拭待焊表面。完成压铸铝合金待焊表面处理后,在3小时进行压铸铝合金mig焊接过程;
26.优选的,在用手拿取压铸铝合金待焊件时佩戴橡胶手套,避免手上的油污污染待焊件;
27.优选的,完成超声辅助电弧焊接设备的连接后与压铸铝合金试样表面处理后,进行超声辅助电弧参数的设定,设定超声激励频率为80khz与超声激励电压60v,焊接电流为90a,焊接电压随焊机自动调节,焊接速度为900mm/min,焊接保护气为体积纯度99.99%的氩气,完成以上步骤后进行压铸铝合金的超声辅助电弧mig焊接过程;
28.优选的,如图3的60v、80khz超声辅助mig焊接头体视图焊接接头截面体视图的焊接气孔与图2的无超声mig焊接头体视图进行对比,焊接接头气孔率明显下降。
29.实施例二
30.下面结合附图以及具体实施例对本发明作进一步的说明,但本发明的保护范围并不限于此。
31.一种压铸铝合金超声电弧mig焊接方法,其特征在于采用交流超声频电源与mig焊接电源通过电路耦合,在压铸铝合金mig焊接电弧中激发出超声电弧,使焊接电弧在作为产热机构的同时作为超声发射机构,从而达到有效振荡压铸铝合金的焊接熔池,起到显著降低焊接接头气孔率的作用。
32.优选的,如图1所示超声电源1输出接入隔离耦合装置及自动开关装置2,隔离耦合装置及自动开关装置2的输出一端接入焊机正极,一端接入工作台。
33.优选的,使用砂纸或钢丝刷清理压铸铝合金试件表面的氧化膜的过程需要将压铸铝合金试样表面打磨出金属光泽,后续使用2000目的细砂纸打磨掉毛刺;
34.优选的,使用丙酮与酒精清洗压铸铝合金试件表面的油污,先使用丙酮擦拭待焊表面,后使用酒精擦拭待焊表面。完成压铸铝合金待焊表面处理后,在3小时进行压铸铝合金mig焊接过程;
35.优选的,在用手拿取压铸铝合金待焊件时佩戴橡胶手套,避免手上的油污污染待焊件;
36.优选的,完成超声辅助电弧焊接设备的连接后与压铸铝合金试样表面处理后,进行超声辅助电弧参数的设定,设定超声激励频率为80khz与超声激励电压70v,焊接电流为90a,焊接电压随焊机自动调节,焊接速度为900mm/min,焊接保护气为体积纯度99.99%的氩气,完成以上步骤后进行压铸铝合金的超声辅助电弧mig焊接过程;
37.优选的,如图3的70v、80khz超声辅助mig焊接头体视图焊接接头截面体视图的焊接气孔与图2的无超声mig焊接头体视图进行对比,焊接接头气孔率明显下降。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1