一种假缝线模具加工工艺的制作方法
1.本发明涉及注塑模具技术领域,特别涉及一种假缝线模具加工工艺。
背景技术:
2.为了提升硬塑件的外观效果,给客户皮革软包覆的视觉暗示,通常会在硬塑件的外观增加类似于仿真的假缝线的型面设计,以达到皮革软包覆上的真缝线效果,汽车内饰的假缝线主要布置在仪表板上本体、门饰板主体、副仪表板和侧饰板等部位。
3.现有技术的假缝线模具加工工艺先使用数控铣粗加工,制作出针眼和线股的初始轮廓,然后采用药水腐蚀对凹槽进行加深和圆润,制作出圆弧凹面,接下来在每一个窄小的线股内涂上感光胶,将线迹的纹理转印到模具上,最后再次进行药水腐蚀,以上多层工序叠加最终得到假缝线纹理。
4.现有技术的假缝线模具加工工艺存在以下缺陷:加工工序多、细节要求高、加工周期长,导致加工成本高;线迹加工时操作空间受限,需要反复修补线迹的纹理,加工效率低;修补线迹和药水腐蚀依赖于人工操作,无法实现自动化生产;线股加工分层太多,极易出现误差累积,导致不同部件、不同批次的假缝线存在差异,生产质量不稳定;假缝线的线股饱满度是通过药水分层腐蚀实现,分层需控制在30层以内以平衡周期与成本,针眼与线股连结太紧密无法单独保护,针眼部分被动参与分层腐蚀过程导致针眼的边界模糊,而线迹的深度受限于操作空间无法多层叠加,以上导致假缝线的饱满度和精致感较差,外观效果差;药水腐蚀过程涉及喷漆、涂胶、氧化工序,油漆中的甲苯、二甲苯,药水中硝酸、氨水等均是有害物质,生产过程不环保。
技术实现要素:
5.本发明的目的在于提供一种新的假缝线模具加工工艺,通过将模具主体与激光雕刻设备进行校准后即可加工缝线区域,大大简化了加工程序,提高了加工效率,生产质量稳定,适合大批量生产。
6.为实现本发明目的,本发明采用如下技术方案:
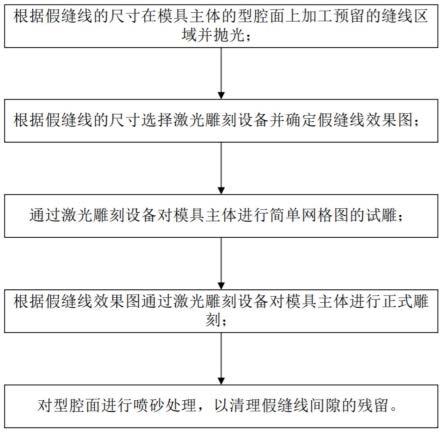
7.根据本发明的一个方面,提供了一种新的假缝线模具加工工艺。所述假缝线模具加工工艺包括:根据假缝线的尺寸在模具主体的型腔面上加工预留的缝线区域并抛光;根据假缝线的尺寸选择激光雕刻设备并确定假缝线效果图;通过激光雕刻设备对模具主体进行简单网格图的试雕;根据假缝线效果图通过激光雕刻设备对模具主体进行正式雕刻;以及对型腔面进行喷砂处理,以清理假缝线间隙的残留。
8.根据本发明的一实施方式,其中,通过激光雕刻设备对模具主体进行简单网格图的试雕包括:在型腔面上喷涂厚5μm至10μm的水性快干涂料,以在模具主体的表面产生试雕涂层;在激光雕刻设备上装夹模具主体,以使激光雕刻设备的加工基准与模具主体的模具基准重合;在缝线区域的试雕涂层以简单网格图进行试雕,试雕长度≥15cm,试雕深度3μm至5μm,输出功率为5w至10w;检查线条是否连贯和线迹是否均匀,若不符合设计要求则对型
腔面逆向扫描,修正模具数据;对型腔面进行喷砂处理,以清除试雕涂层。
9.根据本发明的一实施方式,其中,对型腔面进行喷砂处理,以清除试雕涂层包括:使用200目的玻璃珠对型腔面进行喷砂处理,喷枪与型腔面垂直并保持在20cm至25cm的距离,喷砂时间3min。
10.根据本发明的一实施方式,其中,根据假缝线效果图通过激光雕刻设备对模具主体进行正式雕刻包括:在缝线区域雕刻针眼和线股;在线股对应位置处雕刻线迹。
11.根据本发明的一实施方式,其中,在缝线区域雕刻针眼和线股包括:依次雕刻0.4mm深的针眼和0.3mm深的线股,激光雕刻设备的进给量为3μm/层,输出功率为25w至30w;继续雕刻0.3mm深的线股,激光雕刻设备的进给量为2μm/层,输出功率为15w至20w。
12.根据本发明的一实施方式,其中,每加工20层停机检查一次并清理碎屑。
13.根据本发明的一实施方式,其中,在缝线区域雕刻针眼和线股还包括:雕刻线股完成后,在线股边缘进行激光清角,以提高假缝线的嵌入感,激光雕刻设备的进给量为1μm/层,输出功率为10w至15w。
14.根据本发明的一实施方式,其中,在线股对应位置处雕刻线迹包括:在线股上雕刻0.1mm深的线迹,激光雕刻设备的进给量为2μm/层,输出功率为15w至20w。
15.根据本发明的一实施方式,其中,每加工30层停机检查依次并清理碎屑。
16.根据本发明的一实施方式,其中,对型腔面进行喷砂处理,以清理假缝线间隙的残留包括:使用200目的玻璃珠对型腔面进行整体喷砂处理,喷砂时间1min;使用250目的玻璃珠对缝线区域进行局部喷砂处理,喷砂时间1min。
17.本发明中的一个实施例具有如下优点或有益效果:
18.本发明的假缝线模具加工工艺,免去了模具主体被频繁吊装、贴膜和涂胶等工序,所有加工细节由机器完成,加工精度高且无需后期处理修补,工序简化,加工周期缩短;大大简化了加工工序,模具主体与激光雕刻设备固定后只需进行校准即可对型腔面的缝线区域进行加工,加工效率提高,无需人工参与,自动化程度高,且整个加工过程只需一台激光雕刻设备即可完成对缝线区域的加工,设备少,占地少,生产更灵活,使得假缝线模具的综合加工成本更低;对缝线区域的加工精度可达0.01mm至0.02mm,同时每一层的加工均按照统一的基准,因此通过模具主体生产出来的注塑产品上的假缝线重复性和一致性好,生产质量稳定,适合批量化生产;对于具有深腔结构的模具主体还可以更换长焦镜头模组,最大加工深度可达420mm,受操作空间和模具结构的影响小,应用广泛;线股的加工分层达到了300层以上,使得线股更加饱满自然,利用微型光束对线迹和针眼部分精确控制,最后对线股进行激光清角提高嵌入感,最大程度的复刻了真缝线的细节,使得注塑产品的外观效果更好;激光雕刻是利用激光线束传递的热量将钢材熔蚀,是从固态到气态再到固态的物理变化过程,生产过程环保无污染。
附图说明
19.通过参照附图详细描述其示例实施方式,本发明的上述和其它特征及优点将变得更加明显。
20.图1是根据现有技术示出的一种假缝线模具加工工艺的示意图。
21.图2是根据一示例性实施方式示出的一种假缝线模具加工工艺的流程图。
22.图3是根据一示例性实施方式示出的一种假缝线模具加工工艺的示意图。
具体实施方式
23.现在将参考附图更全面地描述示例实施方式。然而,示例实施方式能够以多种形式实施,且不应被理解为限于在此阐述的实施方式;相反,提供这些实施方式使得本发明将全面和完整,并将示例实施方式的构思全面地传达给本领域的技术人员。图中相同的附图标记表示相同或类似的结构,因而将省略它们的详细描述。
24.用语“一个”、“一”、“该”、“所述”用以表示存在一个或多个要素/组成部分/等;用语“包括”和“具有”用以表示开放式的包括在内的意思并且是指除了列出的要素/组成部分/等之外还可存在另外的要素/组成部分/等。
25.如图2和图3所示,图2示出了本发明提供的一种假缝线模具加工工艺的流程图。图3示出了本发明提供的一种假缝线模具加工工艺的示意图。
26.本发明实施例的一种假缝线模具加工工艺,所述假缝线模具加工工艺包括:根据假缝线的尺寸在模具主体的型腔面上加工预留的缝线区域并抛光;根据假缝线的尺寸选择激光雕刻设备并确定假缝线效果图;通过激光雕刻设备对模具主体进行简单网格图的试雕;根据假缝线效果图通过激光雕刻设备对模具主体进行正式雕刻;以及对型腔面进行喷砂处理,以清理假缝线间隙的残留。
27.其中,根据造型定义的假缝线尺寸在模具主体上做好缝线区域的加工预留,缝线区域的宽度优选为8mm,缝线区域的长度优选为12mm,针眼深度加上线股深度为10mm,缝线区域多预留2mm的长度有利于雕刻过程中的优化调整,然后缝线区域采用800目的砂纸进行抛光,完成模具主体的型腔面上的缝线区域预留,型腔面上除缝线区域外的其他区域按照正常模具加工工序进行加工;然后根据模具主体的尺寸匹配相应的激光雕刻设备,激光雕刻设备的激光束直径为0.04mm至0.1mm,可进行微观切割,灵活的导光系统可将激光束导向模具主体的任何部位,激光雕刻设备主要从模具主体的宽度、高度、重量和加工行程四个方面进行校核,其中行程校核是通过在激光雕刻设备内导入模具主体的3d数据进行模拟加工,对存在干涉的雕刻路径进行调整以免出现撞机的情况,部分具有深腔结构的模具主体需要更换长焦镜头模组;渲染出假缝线的效果图,进行评审和修改细节,锁定最终的缝线效果图后,在所选的激光雕刻设备上进行工艺编程和试运行;在试雕后进行正式雕刻,使用激光雕刻设备进行缝线区域的加工,使加工精度可达0.01mm至0.02mm,雕刻完成后对整个型腔面进行喷砂处理,清理假缝线间隙内的残留,以避免注塑误差,提高制造精度。
28.在本发明的一个优选实施例中,通过激光雕刻设备对模具主体进行简单网格图的试雕包括:在型腔面上喷涂厚5μm至10μm的水性快干涂料,以在模具主体的表面产生试雕涂层;在激光雕刻设备上装夹模具主体,以使激光雕刻设备的加工基准与模具主体的模具基准重合;在缝线区域的试雕涂层以简单网格图进行试雕,试雕长度≥15cm,试雕深度3μm至5μm,输出功率为5w至10w;检查线条是否连贯和线迹是否均匀,若不符合设计要求则对型腔面逆向扫描,修正模具数据;对型腔面进行喷砂处理,以清除试雕涂层。
29.如图2和图3所示,试雕涂层由水性快干涂料失水后形成,厚度为5μm至10μm,试雕涂层形成后,将模具主体与激光雕刻设备固定,使激光雕刻设备的基准与模具主体的模具基准重合,激光雕刻设备的功率设置为5w至10w之间,在缝线区域的试雕涂层上雕刻简单网
格图,连续雕刻长度不少于15cm,试雕深度3μm至5μm,可保证简单网格图只被雕刻在试雕涂层上而不累及模具主体的型腔面,然后检查雕刻产生的简单网格图的线迹间距是否均匀,轮廓是否扭曲,当雕刻的图形不符合设计要求时,需要对模具主体的型腔面进行逆向扫描,修正模具主体的数据,重新进行试雕直至雕刻的简单网格图符合设计要求,然后对型腔面进行喷砂处理清除试雕涂层和其他碎屑。
30.在本发明的一个优选实施例中,对型腔面进行喷砂处理,以清除试雕涂层包括:使用200目的玻璃珠对型腔面进行喷砂处理,喷枪与型腔面垂直并保持在20cm至25cm的距离,喷砂时间3min。
31.如图2和图3所示,使用200目的玻璃珠对型腔面进行喷砂处理,可以统一型腔面的光泽以便在加工过程中随时检查,喷枪与型腔面的距离超过25cm会导致喷砂不够均匀,距离小于20cm时玻璃珠会由型腔面反弹,喷砂时间过长会引起型腔面过于粗糙,喷砂时间太短会导致型腔面的附着不够。
32.在本发明的一个优选实施例中,根据假缝线效果图通过激光雕刻设备对模具主体进行正式雕刻包括:在缝线区域雕刻针眼和线股;在线股对应位置处雕刻线迹。
33.如图2和图3所示,当使用假缝线模具进行注塑时,针眼是最产品上最底处,因此在假缝线磨具的缝线区域先雕刻针眼部分,然后雕刻线股部分,最后再线股部分的位置雕刻线迹,线迹等间隔环绕在线股的外周位置,以模拟两股以上的线拧在一起形成线股的形状,最大程度的复刻真缝线的效果。
34.在本发明的一个优选实施例中,在缝线区域雕刻针眼和线股包括:依次雕刻0.4mm深的针眼和0.3mm深的线股,激光雕刻设备的进给量为3μm/层,输出功率为25w至30w;继续雕刻0.3mm深的线股,激光雕刻设备的进给量为2μm/层,输出功率为15w至20w。每加工20层停机检查一次并清理碎屑。
35.如图2和图3所示,先用激光雕刻设备在缝线区域雕刻0.4mm深度的针眼,然后雕刻0.3mm深度的线股,一共雕刻0.7mm深度,这个过程激光雕刻设备以3μm/层的进给量对缝线区域进行粗加工,每层雕刻3μm,整个粗加工过程需要雕刻大致250层,每加工20层停机,并检查清理缝线区域堆积的碎屑或铁粉,防止后面的雕刻过程产生误差。然后雕刻线股部分剩下的0.3mm深度,这个过程激光雕刻设备以2μm/层的进给量对缝线区域进行精加工,每层雕刻2μm,整个精加工过程需要雕刻大致150层,每加工20层停机,并检查清理缝线区域堆积的碎屑或铁粉,防止后面的雕刻过程产生误差。整个线股的分层达到300层以上,使得线股更加饱满自然,提升注塑产品的外观效果。
36.在本发明的一个优选实施例中,在缝线区域雕刻针眼和线股还包括:雕刻线股完成后,在线股边缘进行激光清角,以提高假缝线的嵌入感,激光雕刻设备的进给量为1μm/层,输出功率为10w至15w。
37.如图2和图3所示,激光清角可以在线股的一侧产生凹凸感,进而增加每条线股嵌入针眼处的凹凸感,即嵌入感,最大程度的复刻真缝线的细节,激光雕刻设备以1μm/层的进给量一层一层的雕刻,可以增加嵌入感的精确性和真实感。
38.在本发明的一个优选实施例中,在线股对应位置处雕刻线迹包括:在线股上雕刻0.1mm深的线迹,激光雕刻设备的进给量为2μm/层,输出功率为15w至20w。每加工30层停机检查依次并清理碎屑。
39.如图2和图3所示,线股深度为0.6mm,线迹深度为0.1mm,线迹等间隔环绕在线股的外周,可以通过线迹模拟两股线拧在一起形成线股时两股线之间的缝隙部分。线迹深度为0.1mm,激光雕刻设备的激光头一层一层的进行雕刻,每层雕刻2μm,完整的线迹需要雕刻大致50层,每加工30层停机,并检查清理缝线区域堆积的碎屑或铁粉,防止后面的雕刻过程产生误差。
40.在本发明的一个优选实施例中,对型腔面进行喷砂处理,以清理假缝线间隙的残留包括:使用200目的玻璃珠对型腔面进行整体喷砂处理,喷砂时间1min;使用250目的玻璃珠对缝线区域进行局部喷砂处理,喷砂时间1min。
41.如图2和图3所示,250目的玻璃珠相对于200目的玻璃珠而言直径更小,在缝线区域激光雕刻了针眼和线股,同时还在线股上雕刻线迹,使得缝线区域相对于缝线区域以外的区域更加精细,线迹位置处更容易隐藏碎屑,因此在喷砂处理过程中,优先采用200目的玻璃珠对型腔面整体进行喷砂处理,然后采用250目的玻璃珠对缝线区域进行精细化的局部喷砂处理,清理残留在相邻两个缝线区域之间碎屑,以免出现在使用本假缝线模具进行注塑时出现注塑缺陷。
42.本发明的假缝线模具加工工艺,免去了模具主体被频繁吊装、贴膜和涂胶等工序,所有加工细节由机器完成,加工精度高且无需后期处理修补,工序简化,加工周期缩短;大大简化了加工工序,模具主体与激光雕刻设备固定后只需进行校准即可对型腔面的缝线区域进行加工,加工效率提高,无需人工参与,自动化程度高,且整个加工过程只需一台激光雕刻设备即可完成对缝线区域的加工,设备少,占地少,生产更灵活,使得假缝线模具的综合加工成本更低;对缝线区域的加工精度可达0.01mm至0.02mm,同时每一层的加工均按照统一的基准,因此通过模具主体生产出来的注塑产品上的假缝线重复性和一致性好,生产质量稳定,适合批量化生产;对于具有深腔结构的模具主体还可以更换长焦镜头模组,最大加工深度可达420mm,受操作空间和模具结构的影响小,应用广泛;线股的加工分层达到了300层以上,使得线股更加饱满自然,利用微型光束对线迹和针眼部分精确控制,最后对线股进行激光清角提高嵌入感,最大程度的复刻了真缝线的细节,使得注塑产品的外观效果更好;激光雕刻是利用激光线束传递的热量将钢材熔蚀,是从固态到气态再到固态的物理变化过程,生产过程环保无污染。
43.在本发明实施例中,术语“多个”则指两个或两个以上,除非另有明确的限定。术语“安装”、“连接”、“固定”等术语均应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或一体地连接。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明实施例中的具体含义。
44.本发明实施例的描述中,需要理解的是,术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明实施例和简化描述,而不是指示或暗示所指的装置或单元必须具有特定的方向、以特定的方位构造和操作,因此,不能理解为对本发明实施例的限制。
45.在本说明书的描述中,术语“一个实施例”、“一个优选实施例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或特点包含于本发明实施例的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或实例。而且,描述的具体特征、结构、材料或特点可以在任何的一个或多个实施例或示例中以合适
的方式结合。
46.以上仅为本发明实施例的优选实施例而已,并不用于限制本发明实施例,对于本领域的技术人员来说,本发明实施例可以有各种更改和变化。凡在本发明实施例的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明实施例的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1