一种高可靠性预成型焊片及其制备方法与流程
1.本发明焊接材料技术领域,具体涉及一种高可靠性预成型焊片及其制备方法。
背景技术:
2.目前,在电子产品封装中应用最广泛的焊接材料是焊锡膏,但是对于焊锡用量较大而印刷方法不能满足要求的情况下,用表面涂覆助焊剂的预成型焊片来代替焊锡膏是一种方法。
3.目前市场上的焊片基本上是裸焊片和在焊片表面涂覆助焊剂的居多,但是在焊片表面涂覆一层助焊剂,由于助焊剂膜较薄且容易使预定部表面的助焊剂膜脆弱化,或被氧化导致助焊剂中的成分得不到很好的运用,预成型焊片具有特定的加工形状,这种焊片一般尺寸小,质量轻,特别是在电子产品封装过程中通过精确控制焊料金属的含量,实现高精度的钎焊,然而目前的预成型焊片的焊料中,大多包含铅元素、铁元素、钴元素、镍元素、铌元素等磁性材料,极易引起信号干扰等问题,焊料金属的选择极为重要。
4.因此,亟需一种高可靠性预成型焊片及其制备方法。
技术实现要素:
5.本发明为了解决助焊剂膜极易脆化,且焊料金属可靠性不高的技术问题提供一种预成型焊片;
6.本发明的第二个目的是提供一种预成型焊片的制备方法。
7.为实现上述第一个目的,本发明采用的技术方案是:
8.一种高可靠性预成型焊片,包括芯层和设于芯层周侧的壳层,通过将固体助焊剂芯层内嵌于焊料合金层中形成夹心饼干状,可很好的保护助焊剂不被氧化,无需再钎焊前涂布助焊剂,亦无需在钎焊完成后去除助焊剂,降低了制造成本和焊接后焊接面的空泡率,提高了焊片的可靠性;
9.所述芯层为助焊剂,包括以下组分:74-78wt%的不饱和单体改性松香、8-12wt%的活化剂、5-8wt%表面活性剂、4.9-6.1wt%的触变剂和3.1-5.2wt%的抗氧化剂,通过使用不饱和单体改性松香,可减小对基材的腐蚀性,减少焊后残留物,可以大幅度提高助焊剂芯层的湿态性能,提高其整体的强度和电气性能;
10.所述壳层为焊料合金,包括以下组分:89.1-93.7wt%的锡、1.2-2.3wt%的银、0.2-1.2wt%的铜、0.1-0.6wt%铟、0.5-0.8wt%铈、0.1-0.6wt%钒、1.1-2.8wt%镥、1.8-2.8wt%钇以及0.05-0.3wt%锌,通过添加少量的稀土元素镥、钇、铈,可提高焊片的导电性能和传热性,通过添加铟、钒、锌,可提高焊片的熔点,改善其凝固结晶状态,因未加入铅元素、铁元素、钴元素、镍元素、铌元素等磁性材料,可避免金属引起的信号干扰。
11.如上所述的高可靠性预成型焊片,所述不饱和单体为甲基丙烯酰氧基丙基三甲氧基硅烷(memo)与马来酸酐复配而成,通过采用不饱和单体甲基丙烯酰氧基丙基三甲氧基硅烷,可以提高松香的机械性能、电气性能、透光性能,特别是能大幅度提高松香的湿态性能,
为松香提供较强的渗透性,且可以提高焊片在基板上的扩展率,使焊片拥有较好的润湿性能。
12.如上所述的高可靠性预成型焊片,所述甲基丙烯酰氧基丙基三甲氧基硅烷与马来酸酐复配的比例为1-2:4-5。
13.如上所述的高可靠性预成型焊片,所述活化剂为异丙胺溴化氢酸盐、三乙醇胺氢溴酸盐、单异丙醇胺和苹果酸中的一种或多种组合。
14.如上所述的高可靠性预成型焊片,所述触变剂为对苯二酚、十二羟基硬脂酸和改性氢化蓖麻油中的多种组合,通过采用多种触变剂互相配合,防止焊片塌陷,起到在钎焊中防止出现拖尾、粘连、坍塌等现象的作用。
15.如上所述的高可靠性预成型焊片,所述抗氧化剂为乙氧基喹啉、2-乙基醚唑、甲基苯并三氮唑中的一种或多种组合,可提高焊片的抗氧化性,抑制锡料氧化,有利于减少枕头效应的发生。
16.如上所述的高可靠性预成型焊片,所述表面活性剂为十二烷基苯磺酸钠。
17.如上所述的高可靠性预成型焊片,所述高可靠性预成型焊片整体形状为方形、圆形、弧形、环形、框形或条形。
18.如上所述的高可靠性预成型焊片,所述芯层厚度为30-50μm,所述壳层厚度为0.3-0.8mm。
19.为实现上述第二个目的,本发明采用的技术方案是:
20.如上任一项所述高可靠性预成型焊片的制备方法,包括以下步骤:
21.s1、按所述重量百分比称取上述各合金组分,进行熔炼;
22.s2、将熔融的溶液进行冷却,在模具中压铸成型,得到焊料壳体,备用;
23.s3、将松香加入到容器中,加热至120-140℃,待溶解后,加入表面活性剂,搅拌至完全溶解;
24.s4、保持温度在120-140℃,加入触变剂搅拌直至完全溶解;
25.s5、将温度降至60-80℃,加入抗氧化剂、活化剂,搅拌40-60min,得到液态助焊剂;
26.s6、将液态助焊剂冷却至室温,碾压成型,得到固态助焊剂;
27.s7、将所述固态助焊剂嵌入焊料壳体中,冲压成型,即得。
28.本发明相对于现有技术,有以下优点:
29.1、本发明提供一种高可靠性预成型焊片,包括芯层和设于芯层周侧的壳层,通过将固体助焊剂芯层内嵌于焊料合金层中形成夹心饼干状,可很好的保护助焊剂不被氧化,无需再钎焊前涂布助焊剂,亦无需在钎焊完成后去除助焊剂,降低了制造成本和焊接后焊接面的空泡率,提高了焊片的可靠性;其中焊料合金外壳成分为锡、银、铜、铟、铈、钒、镥钇以及锌,通过添加少量的稀土元素镥、钇、铈,可提高焊片的导电性能和传热性,通过添加铟、钒、锌,可提高焊片的熔点,改善其凝固结晶状态,因未加入铅元素、铁元素、钴元素、镍元素、铌元素等磁性材料,可避免金属引起的信号干扰。
30.2、本技术选用的助焊剂作为芯层,通过使用不饱和单体改性松香,可减小对基材的腐蚀性,减少焊后残留物,可以大幅度提高助焊剂芯层的湿态性能,提高其整体的强度和电气性能,通过采用不饱和单体甲基丙烯酰氧基丙基三甲氧基硅烷,可以提高松香的机械性能、电气性能、透光性能,特别是能大幅度提高松香的湿态性能,为松香提供较强的渗透
性,且可以提高焊片在基板上的扩展率,使焊片拥有较好的润湿性能。
31.3、本发明提供的一种高可靠性预成型焊片的制备方法,先后制备助焊剂内芯层以及焊料合金外壳,后将助焊剂芯层内嵌入合金壳中,工艺简便,反应温和,过程中无有害气体产生,适合大批量生产。
附图说明
32.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
33.图1是本技术一种高可靠性预成型焊片的剖面图。
具体实施方式
34.下面结合实施例1-5对本发明的技术方案进行说明。
35.实施例1
36.一种高可靠性预成型焊片,包括焊料合金壳层2和助焊剂内芯层1,其中焊料合金层2的组分配比如表1所示,所述助焊剂的组分配比如表2所示,其制备方法包括以下步骤:
37.按表1、表2重量百分比称取各组分,备用,将表1中的焊料合金进行熔炼;将熔融的溶液进行冷却,在模具中压铸成型,得到焊料壳体,备用;
38.按表2将不饱和单体改性松香加入到容器中,加热至120℃,待溶解后,加入表面活性剂,搅拌至完全溶解;保持温度在120℃,加入触变剂搅拌直至完全溶解;将温度降至60℃,加入抗氧化剂、活化剂,搅拌40min,得到液态助焊剂;将液态助焊剂冷却至室温,碾压成型,得到固态助焊剂;将所述固态助焊剂嵌入焊料壳体中,冲压成型,即得。
39.实施例2
40.一种高可靠性预成型焊片,包括焊料合金壳层2和助焊剂内芯层1,其中焊料合金层2的组分配比如表1所示,所述助焊剂的组分配比如表2所示,其制备方法包括以下步骤:
41.按表1、表2重量百分比称取各组分,备用,将表1中的焊料合金进行熔炼;将熔融的溶液进行冷却,在模具中压铸成型,得到焊料壳体,备用;
42.按表2将不饱和单体改性松香加入到容器中,加热至130℃,待溶解后,加入表面活性剂,搅拌至完全溶解;保持温度在130℃,加入触变剂搅拌直至完全溶解;将温度降至70℃,加入抗氧化剂、活化剂,搅拌50min,得到液态助焊剂;将液态助焊剂冷却至室温,碾压成型,得到固态助焊剂;将所述固态助焊剂嵌入焊料壳体中,冲压成型,即得。
43.实施例3
44.一种高可靠性预成型焊片,包括焊料合金壳层2和助焊剂内芯层1,其中焊料合金层2的组分配比如表1所示,所述助焊剂的组分配比如表2所示,其制备方法包括以下步骤:
45.按表1、表2重量百分比称取各组分,备用,将表1中的焊料合金进行熔炼;将熔融的溶液进行冷却,在模具中压铸成型,得到焊料壳体,备用;
46.按表2将不饱和单体改性松香加入到容器中,加热至140℃,待溶解后,加入表面活性剂,搅拌至完全溶解;保持温度在140℃,加入触变剂搅拌直至完全溶解;将温度降至80℃,加入抗氧化剂、活化剂,搅拌60min,得到液态助焊剂;将液态助焊剂冷却至室温,碾压成型,得到固态助焊剂;将所述固态助焊剂嵌入焊料壳体中,冲压成型,即得。
47.实施例4
48.一种高可靠性预成型焊片,包括焊料合金壳层2和助焊剂内芯层1,其中焊料合金层2的组分配比如表1所示,所述助焊剂的组分配比如表2所示,其制备方法包括以下步骤:
49.按表1、表2重量百分比称取各组分,备用,将表1中的焊料合金进行熔炼;将熔融的溶液进行冷却,在模具中压铸成型,得到焊料壳体,备用;
50.按表2将不饱和单体改性松香加入到容器中,加热至140℃,待溶解后,加入表面活性剂,搅拌至完全溶解;保持温度在140℃,加入触变剂搅拌直至完全溶解;将温度降至80℃,加入抗氧化剂、活化剂,搅拌60min,得到液态助焊剂;将液态助焊剂冷却至室温,碾压成型,得到固态助焊剂;将所述固态助焊剂嵌入焊料壳体中,冲压成型,即得。
51.实施例5
52.一种高可靠性预成型焊片,包括焊料合金壳层2和助焊剂内芯层1,其中焊料合金层2的组分配比如表1所示,所述助焊剂的组分配比如表2所示,其制备方法包括以下步骤:
53.按表1、表2重量百分比称取各组分,备用,将表1中的焊料合金进行熔炼;将熔融的溶液进行冷却,在模具中压铸成型,得到焊料壳体,备用;
54.按表2将不饱和单体改性松香加入到容器中,加热至140℃,待溶解后,加入表面活性剂,搅拌至完全溶解;保持温度在140℃,加入触变剂搅拌直至完全溶解;将温度降至80℃,加入抗氧化剂、活化剂,搅拌60min,得到液态助焊剂;将液态助焊剂冷却至室温,碾压成型,得到固态助焊剂;将所述固态助焊剂嵌入焊料壳体中,冲压成型,即得。
55.表1:实施例1-5的焊料合金粉的组分重量配比
56.组分实施例1实施例2实施例3实施例4实施例5锡89.10%90.20%91.50%92.60%93.70%银2.30%2.20%2.00%1.50%1.20%铜1.20%1.10%1.00%0.80%0.70%铟0.10%0.60%0.50%0.30%0.60%铈0.80%0.80%0.60%0.50%0.70%钒0.60%0.60%0.40%0.20%0.10%镥2.80%1.80%1.80%1.20%1.10%钇2.80%2.40%2.00%2.70%1.80%锌0.30%0.30%0.20%0.20%0.10%
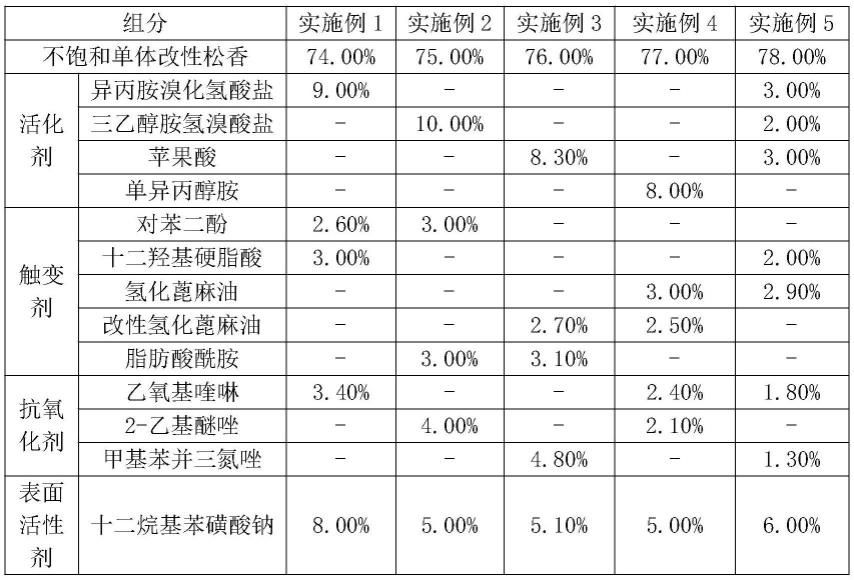
57.表2:实施例1-5的助焊剂的组分重量配比
[0058][0059]
将实施例1-5所得高可靠性预成型焊片做性能测试,测试结果如表3所示:
[0060]
表3:实施例1-5与对比例测试结果
[0061][0062]
从表中可以看出,本发明提供一种高可靠性预成型焊片,包括芯层和设于芯层周侧的壳层,通过将固体助焊剂芯层内嵌于焊料合金层中形成夹心饼干状,可很好的保护助焊剂不被氧化,无需再钎焊前涂布助焊剂,亦无需在钎焊完成后去除助焊剂,降低了制造成本和焊接后焊接面的空泡率,提高了焊片的可靠性;其中焊料合金外壳成分为锡、银、铜、铟、铈、钒、镥钇以及锌,通过添加少量的稀土元素镥、钇、铈,可提高焊片的导电性能和传热性,通过添加铟、钒、锌,可提高焊片的熔点,改善其凝固结晶状态,因未加入铅元素、铁元素、钴元素、镍元素、铌元素等磁性材料,可避免金属引起的信号干扰。
[0063]
以上所述仅为本技术的较佳实施例而已,并不用以限制本技术,凡在本技术的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1