一种防爆阀安装孔冲孔装置及冲孔方法与流程
1.本发明涉及电池安全技术领域,特别是涉及一种防爆阀冲孔装置及冲孔方法。
背景技术:
2.随着环境要求的日益严格以及科技的快速发展,新能源的发展越来越受到人们的关注,其中电池作为新能源电能的储能设备,其制造成本和使用安全是未来发展的关键性因素。防爆阀是电池热失控时的安全解锁部件之一,电池壳体上的防爆阀安装孔是决定防爆阀安装质量的关键工艺孔。
3.现有技术中,主要依靠工装对框体进行定位,然后激光切割完成防爆阀安装孔的制作,然而采用激光进行切割,设备成本高,相应地造成防爆阀安装孔的制造成本提高;另外,激光切割效率较低;其次,激光切割过程会造成工艺孔位置出现发黑现象,严重影响壳体外观;最后,激光切割完成后,工艺孔位置毛刺大,不利于防爆阀安装及焊接,严重的可能会影响后续防爆阀的安全性。
4.针对现有技术中,防爆阀安装孔制造所存在的上述缺陷,有必要提供一种降低加工成本同时提高防爆阀安装孔的外观及光滑度的冲孔装置及方法。
技术实现要素:
5.鉴于以上所述现有技术在体积和空间上难以满足微波模块小型化的缺点,本发明的目的在于提供一种防爆阀安装孔冲孔装置及冲孔方法,通过冲孔模具的第一冲孔模具和第二冲孔模具冲切完成防爆阀孔制作,上述冲孔装置替代激光器,并且省去了辅助定位装置,可有效降低设备及生产成本。
6.为实现上述目的,本发明的一个方面提供一种防爆阀安装孔冲孔装置,该冲孔装置包括:
7.支撑座;
8.定模单元,固定连接至所述支撑座上,并且所述定模单元的工作面与所述支撑座的平面垂直;
9.动模单元,以相对所述定模单元可移动的方式安装在所述支撑座上,所述动模单元的工作面与所述定模单元的工作面相对设置,并且所述动模单元的工作面与所述支撑座的平面垂直;
10.冲孔模具,包括第一冲孔模具和第二冲孔模具,所述第一冲孔模具设置在所述定模单元的工作面上,所述第二冲孔模具设置在所述动模单元的工作面上,并且所述第一冲孔模具与所述第二冲孔模具彼此相对设置;所述第一冲孔模具和所述第二冲孔模具具有互补的斜面结构。
11.可选地,所述冲孔模具包括两个第一冲孔模具及两个第二冲孔模具,在所述定模单元的长度方向上,两个所述第一冲孔模具在所述定模单元的工作面上对称设置,在所述动模单元的长度方向上,两个所述第二冲孔模具在所述动模单元的工作面上对称设置。
12.可选地,所述第一冲孔模具包括第一模块和第二模块,所述第一模块和所述第二模块以彼此可相对运动的方式设置在所述定模单元上,并且所述第一模块和所述第二模块彼此相对的一端设置为彼此互补的凸起结构及凹陷结构。
13.可选地,所述第一模块远离所述第二模块的一侧设置为第一斜面,所述第二模块远离所述第一模块的一侧设置为第二斜面。
14.可选地,所述第二冲孔模具包括第三模块和第四模块,所述第三模块和所述第四模块彼此间隔地固定在所述动模单元上,并且所述第三模块与所述第四模块相对的一侧设置为第三斜面,所述第四模块与所述第三模块相对的一侧设置为第四斜面,其中,所述第三斜面与所述第一斜面的倾斜方向相反,所述第四斜面与所述第二斜面的倾斜方向相反。
15.可选地,所述防爆阀安装孔冲孔装置还包括动模驱动单元,所述动模驱动单元包括:
16.动力缸,用于为所述动模单元的运动提供动力;
17.直线导杆,固定设置在所述定模单元和所述动模单元之间;
18.直线导轨,设置在所述支撑座上,并且位于所述动模单元的下方,用于限定所述动模单元的运动。
19.可选地,所述动模单元的工作面一侧还设置有限位导柱以及缓冲导柱。
20.可选地,所述防爆阀安装孔冲孔装置,其特征在于,还包括取料机构,所述取料机构包括:
21.机械手,用于抓取需要加工所述防爆阀安装孔的框体;
22.第一驱动装置,包括齿条以及与所述齿条相互啮合的齿轮,所述第一驱动装置驱动所述机械手沿与所述动模单元的长度方向平行的第一方向移动;
23.第二驱动装置,包括伺服电机以及直线导辊,所述第二驱动装置驱动所述机械手沿与所述第一方向垂直的第二方向和第三方向移动。
24.可选地,所述第一冲孔模具还包括第一缓冲装置及第二缓冲装置,所述第一缓冲装置与所述第一模块连接,所述第二缓冲装置与所述第二模块连接。
25.根据本发明的另一实施例,提供一种防爆阀安装孔冲孔方法,所述冲孔方法采用权本发明所述的防爆阀安装孔冲孔装置,所述冲孔方法包括以下步骤:
26.驱动所述冲孔装置的取料机构的机械手,将待加工防爆阀安装孔的框体送入所述定模单元的工作面位置;
27.将所述框体固定至所述定模单元,使得所述框体的冲孔位置位于第二冲孔模具的第一模块和第二模块之间;
28.驱动所述冲孔装置的动模单元朝向所述定模单元直线运动,直至所述动模单元与所述定模单元合模,所述动模单元的第一冲孔模具上的第三模块和第四模块驱动所述第一模块和所述第二模块彼此相对运动,直至在所述框体上形成所述防爆阀安装孔。
29.可选地,在驱动所述冲孔装置的动模单元朝向所述定模单元直线运动之前,还包括,驱动所述取料机构的机械手,自所述定模单元的工作面侧移走所述机械手。
30.如上所述,本发明的防爆阀安装孔冲孔装置及冲孔方法,具有以下有益效果:
31.1、本发明的防爆阀安装孔冲孔装置包括定模单元和动模单元,并且定模单元和动模单元上分别设置有第一冲孔模具和第二冲孔模具,将需要加工防爆阀安装孔的框体固定
在定模单元上,使得冲孔位置位于第一冲孔模具的第一模块和第二模块之间,驱动上述动模单元朝向定模单元直线运动直至二者合模,第二冲孔模具的第三模块和第四模块驱动第一模块和第二模块彼此相对运动,直至冲切完成防爆阀孔制作,上述冲孔装置替代激光器,并且省去了辅助定位装置,可有效降低设备及生产成本;
32.2、本发明的防爆阀安装孔冲孔装置通过取料机构的机械手实现自动上下料,并且定模单元上分别对称设置有两个第一冲孔模具,可以一次成型两个防爆阀安装孔,由此有效提高生产效率,节约人力成本;
33.3、本发明的防爆阀安装孔冲孔装置采用冲孔模具成型,避免了激光器切割孔产生热量引起框体发黑的现象,有效提高壳体外观;
34.4、本发明采用定模单元和动模单元合模定位以及冲孔模具联动定位成型,框体定位精度高,可有效降低冲孔过程中框体移动导致冲孔毛刺过大现象,有利于后续防爆阀的安装与焊接,提高防爆阀的使用安全。
附图说明
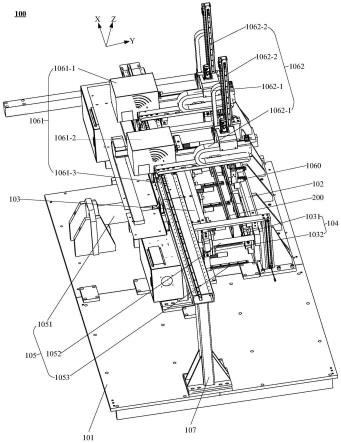
35.图1显示为本发明的实施例一提供的防爆阀安装孔冲孔装置的结构示意图;
36.图2显示为图1中的定模单元的结构示意图;
37.图3显示为定模单元上的第一冲孔模具1021的爆炸图。
38.图4显示为图1中的动模单元的结构示意图。
39.图5显示为经图1所示的防爆阀安装孔冲孔装置完成冲孔的框体结构示意图。
具体实施方式
40.以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所描述的内容了解本发明的其他优点与功效。本发明还可以通过不同实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的技术思想下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。
41.需要说明的是,以下实施例中所提供的图示仅以示意方式说明本发明的基本构想,附图中仅显示与本发明中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可以改变,且其组件布局型态也可能更为复杂。
42.实施例
43.本实施例提供一种防爆阀安装孔冲孔装置,本实施例中,结合附图1,该防爆阀安装孔冲孔装置100包括支撑座101以及安装在支撑座上的定模单元102和动模单元103。
44.同样参照图1,定模单元102固定连接至支撑座101上,例如通过螺栓连接、焊接等方式固定至支撑座101上。动模单元103以相对定模单元102可移动的方式安装在支撑座101上。定模单元102和动模单元103彼此相对的一面分别定义为定模单元102的工作面及动模单元103的工作面。本实施例的防爆阀安装孔冲孔装置还包括冲孔模具,该冲孔模具包括第一冲孔模具1021及第二冲孔模具1031,第一冲孔模具1021设置在定模单元102的工作面上,第二冲孔模具1031设置在动模单元103的工作面上。
45.参照图2,同时结合图1,优选地,定模单元102以螺栓连接的方式固定在支撑座101上,为了保证定模单元102在支撑座101上稳定牢固地固定,通常在定模单元102的工作面相对的一面上设置加强筋板,以防止在冲孔过程中定模单元102发生移动或者晃动影响冲孔效果。如图2所示,优选实施例中,定模单元102的工作面上设置有两个第一冲孔模具1021,这两个第一冲孔模具1021沿定模单102元的长度方向(即图中所述x方向)分布在定模单元102的两端,优选地,两个第一冲孔模具1021在定模单元102上对称分布。同样如图2所示,第一冲孔模具1021包括第一模块1021-1和第二模块1021-2,第一模块1021-1和第二模块1021-2以相对彼此可运动的方式设置在定模单元102上。参见图3所示的第一冲孔模具1021的爆炸图,第一冲孔模具1021还设置有第一缓冲装置1024和第二缓冲装置1025,第一缓冲装置1024和第二缓冲装置1025可以是弹簧机构等类似可以使第一模块1021-1和第二模块2021-2复位的结构。同样参照图2和图3,第一模块1021-1远离第二模块1021-2的一侧形成为第一斜面1021-3,第二模块1021-2远离第一模块1021-1的一侧设置为第二斜面1021-4,上述第一斜面1021-3和第二斜面1021-4的倾斜方向可以相同也可以相反。在本实施例中,第一斜面1021-3和第二斜面1021-4的倾斜方向相反。
46.再次参照图3,为了实现电池壳体的框体防爆阀安装孔冲孔,第一模块1021-1和第二模块1021-2彼此相对的一端设置为彼此互补的凸起结构1021-5及凹陷结构1021-6。如图3所述,在可选实施例中,第一模块1021-1与第二模块1021-2相对的一端设置为凸起结构1021-5,第二模块1021-2与第一模块1021-1相对的一端设置为凹陷结构1021-6。可以理解的是,上述凸起结构1021-5及凹陷结构1021-6可以互换。
47.参照图4同时结合图1,动模单元103通过动模驱动单元105相对定模单元102运动。在本实施例中,如图1所示,该动模驱动单元105包括动力缸1051、直线导杆1052及直线导轨1053,该动力缸可以是液压缸、气压缸等实现往复直线运动的动力缸。在可选实施例中,优选地选择液压缸作为动力缸1051。直线导杆1052设置在定模单元102和动模单元103之间,并且位于定模单元102和动模单元103远离支撑座101的一端,动模单元可以在直线导杆1052的限定下相对定模单元103做往复直线运动,即,在图中所述的y方向上往复运动,而不会出现晃动、抖动等现象,由此保证冲孔时不会使形成的孔出现错位或者冲孔不完全等缺陷。直线导轨1053同样设置在定模单元102和动模单元103之间,并且固定在支撑座101上,在动力缸1051的驱动下,动模单元103沿直线导轨1053在直线导杆1052的引导及限定下相对定模单元102运动。
48.同样如图4所示,第二冲孔模具103包括第三模块1031-1及第四模块1031-2,第三模块1031-1及第四模块1031-2块彼此间隔地固定在动模单元103上,并且第三模块1031-1与所述第四模块1031-2相对的一侧设置为第三斜面1031-3,第四模块1031-2与第三模块1031-1相对的一侧设置为第四斜面1031-4,其中,第三斜面1031-3与第一模块1021-1的第一斜面1021-3的倾斜方向相反且二者互补,第四斜面1031-4与第一模块1021-2的第二斜面1021-4的倾斜方向相反且二者互补。第一斜面1021-3与第三斜面1031-3,第二斜面1021-4与第四斜面1031-4的上述结构特点使得动模单元103向定模单元102运动直至合模时,第三斜面1031-3和第四斜面1031-4分别对第一斜面1021-3和第二斜面1021-4形成冲击力,使得第一模块1021-1和第二模块1021-2彼此相对运动,凸起结构1021-5与凹陷结构1021-6相互配合,实现冲孔。完成冲孔后,动模单元103在动模驱动单元105的作用下远离定模单元102
运动复位,此时第一模块1021-1和第二模块1021-2分别在第一缓冲装置1024和第二缓冲装置1025的作用下彼此远离地运动直至复位。如图4所示,动模单元103的工作面一侧还设置有缓冲导柱1033以及限位导柱1034,优选地,该缓冲导柱1033以及限位导柱1034成对设置,并且在动模单元103的工作面上成对地对称设置,以保证在动模单元103的工作面的不同位置同时均匀地限位及缓冲,防止过度挤压定模单元102造成冲孔失败。
49.再次参照图1,本实施例的防爆阀安装孔冲孔装置还包括取料机构,该取料机构包括机械手1060,第一驱动装置1061及第二驱动装置1062。优选地,设置有两个机械手1060,机械手1060用于夹持待冲孔的框体200。第一驱动装置1061包括第一齿轮1061-1、第二齿轮1061-2以及与第一齿轮1061-1、第二齿轮1061-2相互啮合的齿条1061-3。通过齿条1061-3与第一齿轮1061-1和第二齿轮1061-2联动在图1所示的x方向上带动机械手1060移动以对待冲孔的框体进行取料,该第一驱动装置取料效率高,位置移动精度准确。每一个机械手上均设置有上述第二驱动张志1062,其中,每一个第二驱动装置1062均包括伺服电机1062-1以及第一直线导辊1062-2和第二直线导辊1062-3。如图1所示,其中第一直线导辊1062-2沿图中y方向设置,第二直线导辊1062-3沿图中z方向设置,通过上述伺服电机1062-1及第一直线导辊1062-2和第二直线导辊1062-3驱动机械手1060分别沿与所述第一方向垂直的第二方向和第三方向移动,即分别沿图中y方向和z方向移动。该第二驱动装置1062能够实现机械手上下位置的高精度控制,实现精准下料。
50.本实施例还提供了采用上述防爆阀安装孔冲孔装置100进行防爆阀安装孔的冲孔方法,经过冲压、卷边等工艺形成待加工防爆阀安装孔的框体200,驱动取料机构的第一驱动装置1061和第二驱动装置1062以驱动机械手1060对框体200进行取料,并将框体200送入定模单元102的工作面位置。然后驱动取料机构移走机械手1060进行避位。将框体200固定在定模单元102上,使得框体200的冲孔位置位于第一模块1021-1和第二模块1021-2之间。然后通过动模驱动单元105驱动动模单元103向定模单元102运动,直至合模,此时第三模块1031-1和第四模块1031-4分别与第一模块1021-1和第二模块1021-2接触并进行挤压,使得第一模块1021-1和第二模块1021-2相对彼此运动,挤压框体,完成冲孔,在框体200上形成防爆阀安装孔。采用本实施例的上述防爆阀安装孔冲孔装置100可以一次性在框体200的两端形成防爆阀安装孔201和202。冲孔完成后,再次驱动机械手1060取走框体200。
51.上述机械手能够实现自动上下料,并且可以一次成型两个防爆阀安装孔,由此有效提高生产效率,节约人力成本。另外,本发明的防爆阀安装孔冲孔装置采用冲孔模具成型,避免了激光器切割孔产生热量引起框体发黑的现象,有效提高壳体外观;上述冲孔装置替代激光器,并且省去了辅助定位装置,可有效降低设备及生产成本。发明采用定模单元和动模单元合模定位以及冲孔模具联动定位成型,框体定位精度高,可有效降低冲孔过程中框体移动导致冲孔毛刺过大现象,有利于后续防爆阀的安装与焊接,提高防爆阀的使用安全。
52.上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的技术思想下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1