复合加工机用车削加工刀具的制作方法
1.本发明涉及一种包含多个刀头和供刀头以沿推力方向切削的朝向安装的刀具保持件的复合加工机用车削加工刀具。
背景技术:
2.以往,已知一种对工件进行切削的切削加工。例如,在专利文献1中,公开了一种用于车削加工机的刀头用车刀。在专利文献1的刀头用车刀中,相对于1个车刀,能够将多个刀头相互隔开间隔地安装。根据专利文献1,能够一次加工工件的多个部位,因此,能够削减在加工作业中的车刀的切换作业、切换后的尺寸调整所花费的时间。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开昭63-74201号公报
技术实现要素:
6.发明要解决的问题
7.通过使用专利文献1的刀头用车刀,能够在车刀安装多个刀头。然而,由于安装于车刀的刀头与工件之间的角度、位置是固定的,因此,车刀自身会大型化,进而导致刀架的大型化。另外,由于无法应对刀具的自动更换,因此,专利文献1的技术无法应用于复合加工机那样的附加有主轴的加工机。
8.因此,发明人等为了在复合加工机(车削加工机)中也安装多个刀头而进行了研究。但是,在该情况下,为了防止多个刀头彼此的干扰、相邻的刀头与工件之间的干扰,不得不扩大安装刀头的刀柄的直径。于是,刀柄乃至车削加工机会大型化。
9.本发明鉴于这样的课题,其目的在于,提供一种能够在不使车削加工刀具大型化的情况下安装多个刀头的复合加工机用车削加工刀具。
10.用于解决问题的方案
11.为了解决上述课题,本发明的复合加工机用车削加工刀具的代表性的结构是一种车削加工刀具,其包含多个刀头和以沿推力方向切削的朝向安装刀头的刀具保持件,其特征在于,刀具保持件具有:锥形部,其被刀具主轴夹持;凸缘部,其配置于锥形部的前端侧;中段刀柄,其配置于凸缘部的前端侧;以及前端刀柄,其配置于中段刀柄的前端侧,该前端刀柄的宽度窄于中段刀柄的宽度,在中段刀柄和前端刀柄分别安装有刀头。
12.采用上述结构,相对于1个车削加工刀具,以沿推力方向切削的朝向安装有两个以上的刀头。此时,由于刀柄为两段,因此,与在1个刀柄安装多个刀头的情况相比,即使刀柄的直径较小,也能够防止刀头之间的干扰。因而,能够在不使刀具保持件乃至车削加工刀具大型化的情况下安装多个刀头。
13.优选的是,在上述前端刀柄或中段刀柄安装有两个以上的刀头。由此,例如,若将多个相同楔角的刀头安装于前端刀柄或中段刀柄,则能够减少刀头更换的频率。
14.优选的是,上述多个刀头中的1个以上的刀头的楔角与其他的刀头的楔角不同。采用该结构,能够在不换刀的情况下连续地进行不同的加工工序。
15.发明的效果
16.根据本发明,能够提供一种能够在不使车削加工刀具大型化的情况下安装多个刀头的复合加工机用车削加工刀具。
附图说明
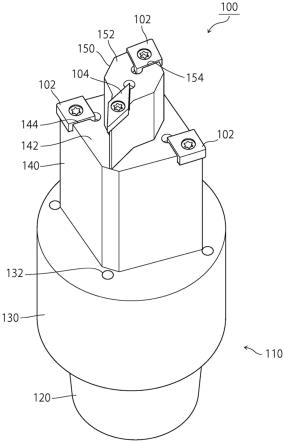
17.图1是本实施方式的车削加工刀具的整体立体图。
18.图2是本实施方式的车削加工刀具的三视图。
19.图3是对使用本实施方式的车削加工刀具进行的工件的加工进行说明的图。
20.附图标记说明
21.100、车削加工刀具;102、刀头;104、刀头;106、工件;110、刀具保持件;120、锥形部;130、凸缘部;132、喷出口;140、中段刀柄;142、安装面;144、刀头安装部;150、前端刀柄;152、安装面;154、刀头安装部。
具体实施方式
22.下面,参照附图来详细说明本发明的优选实施方式。该实施方式所示的尺寸、材料、其他具体的数值等只不过是为了使发明容易理解的例示,除了特别说明的情况之外,并不限定本发明。此外,在本说明书和附图中,对于具有实质上相同的功能、结构的要素,通过标注相同的附图标记而省略重复说明,另外,对于与本发明没有直接关系的要素,省略图示或说明。
23.图1是本实施方式的复合加工机用车削加工刀具(以下,称作车削加工刀具100)的整体立体图。图2是本实施方式的车削加工刀具100的三视图。图1和图2所示的车削加工刀具100构成为包含多个刀头102、104和供刀头102、104以沿推力方向切削的朝向安装的刀具保持件110。
24.刀具保持件110具有锥形部120、凸缘部130、中段刀柄140和前端刀柄150。锥形部120是被刀具主轴(未图示)夹持的部位。在锥形部120的前端侧配置有凸缘部130,自该凸缘部130的喷出口132朝向刀头102、104喷出冷却剂。在凸缘部130的前端侧配置有中段刀柄140,在中段刀柄140的前端侧配置有其宽度比中段刀柄140的宽度窄的前端刀柄150。
25.即,在本实施方式的车削加工刀具100中,刀柄为两段。并且,在中段刀柄140的安装面142和前端刀柄150的安装面152(安装面是各刀柄的靠前端侧的端面)分别形成有刀头安装部144、154,在刀头安装部144安装有刀头102,在刀头安装部154安装有刀头104。此时,由于刀柄为两段,因此,与在1个刀柄安装多个刀头的情况相比,能够在较窄的面积中较佳地防止多个刀头彼此的干扰。因而,能够在不使刀具保持件110乃至车削加工刀具100大型化的情况下安装多个刀头102、104。
26.另外,在本实施方式的车削加工刀具100中,在中段刀柄140上安装有两个相同楔角的刀头102。由此,在消耗了一个刀头102时,能够使用另一个刀头102继续进行切削加工。因而,能够减少刀头102的更换频率,能够削减更换作业所需的时间。
27.并且,在本实施方式的车削加工刀具100中,在前端刀柄150安装有不同楔角的刀
头102、104。由此,能够在不进行换刀的情况下连续地进行使用刀头102来进行切削的工序和使用刀头104来进行切削的工序。通过该结构,也能够减少刀头102、104的更换频率,能够削减更换作业所需的时间。
28.图3是对使用本实施方式的车削加工刀具100进行的工件106的加工进行说明的图。如图3的(a)所示,在对工件106进行切削加工时,使车削加工刀具100的刀头102、104接触于旋转中的工件106。此时,如白箭头所示那样,载荷沿推力方向作用于车削加工刀具100。
29.并且,通过使刀具主轴旋转,能够如图3的(b)所示那样对使用于加工的刀头102、104进行切换。由此,能够连续地进行不同的加工工序。另外,通过使刀具主轴旋转,能够切换刀具的右偏刀、左偏刀或能够一边使切入角变化一边进行加工。另外,在刀具发生了磨损的情况下,通过切换成相同楔角的刀头,能够减少刀头更换的频率。
30.以上,参照附图并说明了本发明的优选实施方式,但不言而喻,本发明并不限定于所述例子。显然,只要是本领域的技术人员,在权利要求书记载的范畴内,能想到各种变形例或修改例,这些也当然属于本发明的技术范围。
31.产业上的可利用性
32.本发明能够用于包含多个刀头和供刀头以沿推力方向切削的朝向安装的刀具保持件的复合加工机用车削加工刀具。
技术特征:
1.一种复合加工机用车削加工刀具,其包含多个刀头和供这些刀头以沿推力方向切削的朝向安装的刀具保持件,其特征在于,所述刀具保持件具有:锥形部,其被刀具主轴夹持;凸缘部,其配置于所述锥形部的前端侧;中段刀柄,其配置于所述凸缘部的前端侧;以及前端刀柄,其配置于所述中段刀柄的前端侧,该前端刀柄的宽度窄于该中段刀柄的宽度,在所述中段刀柄和所述前端刀柄分别安装有刀头。2.根据权利要求1所述的复合加工机用车削加工刀具,其特征在于,在所述前端刀柄或所述中段刀柄安装有两个以上的刀头。3.根据权利要求1或2所述的复合加工机用车削加工刀具,其特征在于,所述多个刀头中的1个以上的刀头的楔角与其他刀头的楔角不同。
技术总结
本发明提供一种复合加工机用车削加工刀具。其目的在于,能够在不使车削加工刀具大型化的情况下安装多个刀头。本发明的复合加工机用车削加工刀具的结构是一种车削加工刀具(100),其包含多个刀头(102、104)和供刀头(102、104)以沿推力方向切削的朝向安装的刀具保持件(110),其特征在于,刀具保持件(110)具有:锥形部(120),其被刀具主轴夹持;凸缘部(130),其配置于锥形部(120)的前端侧;中段刀柄(140),其配置于凸缘部(130)的前端侧;以及前端刀柄(150),其配置于中段刀柄(140)的前端侧,该前端刀柄(150)的宽度窄于该中段刀柄(140)的宽度,在中段刀柄(140)安装有刀头(102),在前端刀柄(150)安装有刀头(104)。在前端刀柄(150)安装有刀头(104)。在前端刀柄(150)安装有刀头(104)。
技术研发人员:余湖健志 广瀬智博
受保护的技术使用者:株式会社不二越
技术研发日:2022.04.11
技术公布日:2022/10/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1