一种复合弹簧式柔性联轴器及其焊接方法与流程
1.本发明涉及联轴器技术领域,具体为一种复合弹簧式柔性联轴器及其焊接方法。
背景技术:
2.目前复合弹簧式柔性联轴器的复合弹簧至少为两层螺旋弹簧组成,由于螺旋弹簧的端面与两个半联轴器接触面小,在连接时又不能影响复合弹簧的性能,并且连接后零件连接的情况只能从外层观察,故复合弹簧式柔性联轴器的连接技术要求较高。
3.目前过去的连接技术中是采用非金属材料粘接实现其连接,其焊接的质量较低,焊接处容易断裂,可靠性低。
4.综上所述,本发明提供一种复合弹簧式柔性联轴器及其焊接方法来改善这一问题。
技术实现要素:
5.本发明的目的在于提供一种复合弹簧式柔性联轴器及其焊接方法,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:
7.一种复合弹簧式柔性联轴器,包括左半联轴器和右半联轴器,所述左半联轴器和右半联轴器通过复合弹簧连接在一起,所述左半联轴器和右半联轴器之间且在靠近复合弹簧位置处安装有柔性遮蔽罩,所述左半联轴器和右半联轴器均由铝合金制成,所述柔性遮蔽罩由硅胶制成。
8.一种复合弹簧式柔性联轴器的焊接方法,包括以下步骤:
9.s1,使用砂纸对左半联轴器和右半联轴器的焊接部位以及复位弹簧的两端进行打磨处理,以去除氧化膜,再使用清洗液对左半联轴器和右半联轴器的焊接部位以及复合弹簧的两端进行清洗,清洗完成后,依次使用丙酮和去离子水进行冲洗;
10.s2,对左半联轴器和右半联轴器的焊接区域进行预热处理,在复位弹簧的两端涂抹助焊剂,并将复位弹簧的两端紧贴左半联轴器和右半联轴器的焊接区域,使用焊枪将复位弹簧的两端分别焊接在左半联轴器和右半联轴器的焊接区域;
11.s3,焊接操作完成后,对左半联轴器和右半联轴器的焊接区域进行回火处理,再使用胶水将柔性遮蔽罩粘连在左半联轴器和右半联轴器之间。
12.作为本发明优选的方案,所述s1中清洗液由稀盐酸和稀硝酸按照体积比为1∶1.5混合制成,且稀盐酸的浓度为1.2mol/l,稀硝酸的浓度为1mol/l。
13.作为本发明优选的方案,所述s2中预热处理的具体操作步骤为将左半联轴器和右半联轴器的焊接区域加热到500℃~580℃,加热时间为5.5min~6.5min,加热结束后,对左半联轴器和右半联轴器的焊接区域冷却2s~3s,使其温度降到330℃~380℃,再次对左半联轴器和右半联轴器的焊接区域进行加热,使温度在0.75s~1.75s的时间内迅速升至600℃~700℃,再在左半联轴器和右半联轴器的焊接区域涂抹上焊接合金液。
14.作为本发明优选的方案,所述s3中回火处理的具体操作步骤为对左半联轴器和右半联轴器的焊接区域冷却2.5s~3.5s,使其温度降至580℃~620℃,再将左半联轴器和右半联轴器的焊接区域升温至880℃~910℃,在此温度下保温3.5s~4s,再冷却至室温。
15.作为本发明优选的方案,所述焊接合金液由铌金属粉末、镍金属粉末、铜金属粉末以及丙酮溶剂按照质量比为1:60:110∶300混合制成,焊接合金液的黏度为0.88pa
·
s~0.95pa
·
s,焊接合金液的涂覆厚度为1.5mm~1.75mm。
16.作为本发明优选的方案,所述s2中焊枪的焊丝为φ1.5mm的药芯焊丝,焊接电流为210a~240a,焊接速度为0.55m/min~0.75m/min。
17.作为本发明优选的方案,所述s1中左半联轴器和右半联轴器的焊接区域进行预热采用低电压强电流电阻加热方式进行的,预热电流为4.65ka~4.8ka。
18.与现有技术相比,本发明的有益效果是:
19.1、本发明中,通过先使用砂纸对左半联轴器和右半联轴器的焊接部位以及复位弹簧的两端进行打磨处理,以去除氧化膜,再使用清洗液对左半联轴器和右半联轴器的焊接部位以及复合弹簧的两端进行清洗,清洗完成后,依次使用丙酮和去离子水进行冲洗,过清洗焊接部位,去除焊接部位的杂质,避免焊接过程中引入其他杂质而影响焊接接头的力学性能,对左半联轴器和右半联轴器的焊接区域进行预热处理,在复位弹簧的两端涂抹助焊剂,并将复位弹簧的两端紧贴左半联轴器和右半联轴器的焊接区域,使用焊枪将复位弹簧的两端分别焊接在左半联轴器和右半联轴器的焊接区域,焊接操作完成后,对左半联轴器和右半联轴器的焊接区域进行回火处理,回火处理能够消除复合弹簧在过程中产生的内应力,提高复合弹簧的弹性极限和承受载荷能力,使复合弹簧具有较高的弹性和强度,再使用胶水将柔性遮蔽罩粘连在左半联轴器和右半联轴器之间,同时在左半联轴器、右半联轴器以及复合弹簧的结合面之间涂覆特定组成的焊接合金溶液,可防止焊点熔核中脆性金属间化合物的出现,减小焊点的气孔率,提高焊接性能,从而提高了复位弹簧与左半联轴器以及右半联轴器之间的焊接强度,不容易断裂。
20.2、本发明中,通过设置柔性遮蔽罩,柔性遮蔽罩能够遮住复合弹簧与左半联轴器以及右半联轴器之间的焊点,避免杂物损坏焊点。
附图说明
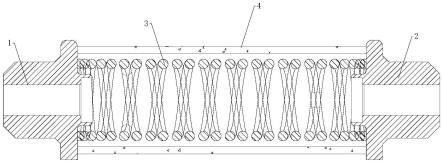
21.图1为本发明正剖图。
22.图中:1、左半联轴器;2、右半联轴器;3、复合弹簧;4、柔性屏蔽罩。
具体实施方式
23.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述,给出了本发明的若干实施例,但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例,相反地,提供这些实施例的目的是使对本发明的公开内容更加透彻全面。
25.需要说明的是,当元件被称为“固设于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件,当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件,本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
26.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同,本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明,本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
27.请参阅图1,本发明提供一种技术方案:
28.一种复合弹簧式柔性联轴器,包括左半联轴器1和右半联轴器2,左半联轴器1和右半联轴器2通过复合弹簧3连接在一起,左半联轴器1和右半联轴器2之间且在靠近复合弹簧3位置处安装有柔性遮蔽罩4,左半联轴器1和右半联轴器2均由铝合金制成,柔性遮蔽罩4由硅胶制成。
29.一种复合弹簧式柔性联轴器的焊接方法,包括以下步骤:
30.s1,使用砂纸对左半联轴器1和右半联轴器2的焊接部位以及复位弹簧3的两端进行打磨处理,以去除氧化膜,再使用清洗液对左半联轴器1和右半联轴器2的焊接部位以及复合弹簧3的两端进行清洗,清洗完成后,依次使用丙酮和去离子水进行冲洗;
31.s2,对左半联轴器1和右半联轴器2的焊接区域进行预热处理,在复位弹簧3的两端涂抹助焊剂,并将复位弹簧3的两端紧贴左半联轴器1和右半联轴器2的焊接区域,使用焊枪将复位弹簧3的两端分别焊接在左半联轴器1和右半联轴器2的焊接区域;
32.s3,焊接操作完成后,对左半联轴器1和右半联轴器2的焊接区域进行回火处理,再使用胶水将柔性遮蔽罩4粘连在左半联轴器1和右半联轴器2之间。
33.进一步的,s1中清洗液由稀盐酸和稀硝酸按照体积比为1∶1.5混合制成,且稀盐酸的浓度为1.2mol/l,稀硝酸的浓度为1mol/l。
34.进一步的,s2中预热处理的具体操作步骤为将左半联轴器1和右半联轴器2的焊接区域加热到500℃~580℃,加热时间为5.5min~6.5min,加热结束后,对左半联轴器1和右半联轴器2的焊接区域冷却2s~3s,使其温度降到330℃~380℃,再次对左半联轴器1和右半联轴器2的焊接区域进行加热,使温度在0.75s~1.75s的时间内迅速升至600℃~700℃,再在左半联轴器1和右半联轴器2的焊接区域涂抹上焊接合金液。
35.进一步的,s3中回火处理的具体操作步骤为对左半联轴器1和右半联轴器2的焊接区域冷却2.5s~3.5s,使其温度降至580℃~620℃,再将左半联轴器1和右半联轴器2的焊接区域升温至880℃~910℃,在此温度下保温3.5s~4s,再冷却至室温。
36.进一步的,焊接合金液由铌金属粉末、镍金属粉末、铜金属粉末以及丙酮溶剂按照质量比为1:60:110∶300混合制成,焊接合金液的黏度为0.88pa
·
s~0.95pa
·
s,焊接合金液的涂覆厚度为1.5mm~1.75mm。
37.进一步的,s2中焊枪的焊丝为φ1.5mm的药芯焊丝,焊接电流为210a~240a,焊接速度为0.55m/min~0.75m/min。
38.进一步的,s1中左半联轴器1和右半联轴器2的焊接区域进行预热采用低电压强电流电阻加热方式进行的,预热电流为4.65ka~4.8ka。
39.具体实施案例:
40.使用砂纸对左半联轴器1和右半联轴器2的焊接部位以及复位弹簧3的两端进行打磨处理,以去除氧化膜,再使用清洗液对左半联轴器1和右半联轴器2的焊接部位以及复合弹簧3的两端进行清洗,清洗液由稀盐酸和稀硝酸按照体积比为1∶1.5混合制成,且稀盐酸的浓度为1.2mol/l,稀硝酸的浓度为1mol/l,清洗完成后,依次使用丙酮和去离子水进行冲洗;
41.将左半联轴器1和右半联轴器2的焊接区域加热到500℃,加热时间为5.5min,加热结束后,对左半联轴器1和右半联轴器2的焊接区域冷却3s,使其温度降到380℃,再次对左半联轴器1和右半联轴器2的焊接区域进行加热,使温度在1.75s的时间内迅速升至700℃,加热采用低电压强电流电阻加热方式,预热电流为4.8ka,再在左半联轴器1和右半联轴器2的焊接区域涂抹上焊接合金液,焊接合金液由铌金属粉末、镍金属粉末、铜金属粉末以及丙酮溶剂按照质量比为1:60:110∶300混合制成,焊接合金液的黏度为0.95pa
·
s,焊接合金液的涂覆厚度为1.75mm,在复位弹簧3的两端涂抹助焊剂,并将复位弹簧3的两端紧贴左半联轴器1和右半联轴器2的焊接区域,使用焊枪将复位弹簧3的两端分别焊接在左半联轴器1和右半联轴器2的焊接区域,焊枪的焊丝为φ1.5mm的药芯焊丝,焊接电流为240a,焊接速度为0.75m/min;
42.焊接操作完成后,对左半联轴器1和右半联轴器2的焊接区域冷却3.5s,使其温度降至620℃,再将左半联轴器1和右半联轴器2的焊接区域升温至910℃,在此温度下保温4s,再冷却至室温最后使用胶水将柔性遮蔽罩4粘连在左半联轴器1和右半联轴器2之间。
43.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1