管体加工设备的制作方法
1.本发明涉及矩形管生产技术领域,具体而言,涉及一种管体加工设备。
背景技术:
2.搅拌车主梁为抗弯抗扭件,搅拌车在作业时的载荷几乎都是通过其主梁来支撑再传递给底盘,这样可以减轻因路面波动或搅拌车减速而形成的冲击载荷,因此,搅拌车主梁对材料、尺寸精度和表面平整度要求较高。
3.目前,搅拌车的主梁主要通过对矩形管进行冷拔或冷弯焊接的方式生产制造。
4.其中,采用冷拔工艺生产搅拌车主梁用的矩形管,是在毛管外面使用外模控制外径尺寸,并在毛管里面使用异型芯模控制壁厚以及内径尺寸,成品热处理采用去应力回火工艺。冷拔矩形管是以热轧毛管为原料,经酸洗去除氧化皮后进行定型冷拔,冷变形方式在转角处又没有加厚,使得生产的搅拌车主梁承受局部性的集中荷载的能力弱;酸洗磷化皂化等工序还会严重污染环境。
5.冷弯焊接矩形管是采用竖直配辊花工艺,经高频感应挤压焊接,同时采用刮刀对外表面焊缝进行刮削处理,再经校平、定尺制作而成,难以满足表面平整度要求且焊缝区域会降低母材性能。
6.并且,现有技术中生产矩形管通常是采用四辊式定径机,其一般是一次加工一个矩形管,这种生产矩形管的方式使得生产的矩形管的效率较低。
技术实现要素:
7.本发明的主要目的在于提供一种管体加工设备,以解决现有技术中矩形管的生产方式的生产效率较低的问题。
8.为了实现上述目的,本发明的提供了一种管体加工设备,其包括:第二加热部,第二加热部用于对毛管进行加热;定径机,定径机用于对加热的毛管进行减径操作;其中,定径机包括第一压辊组件和第二压辊组件,第一压辊组件包括三个第一压辊,三个第一压辊环绕第一预定轴线设置并围成用于容纳管体的第一加工孔;沿管体的输送方向,第二压辊组件位于第一压辊组件的下游;第二压辊组件包括四个第二压辊,四个第二压辊环绕第二预定轴线设置并围成用于容纳管体的第二加工孔。
9.进一步地,定径机还包括:冷却组件,沿管体的输送方向,冷却组件设置在第二压辊组件的下游;其中,冷却组件包括沿预定方向间隔设置的多个冷却部,各个冷却部均具有容纳孔,多个冷却部的容纳孔共同形成容纳管体的容纳通道,以对容纳通道内的管体进行冷却。
10.进一步地,各个容纳孔的孔壁上均设置有多个喷口,各个喷口用于喷射冷却介质。
11.进一步地,各个第二压辊的周向面包括加工面部,各个加工面部由预定曲线段绕该第二压辊的中心轴线环绕一周形成;各个预定曲线段包括依次连接的第一弧线段、第二弧线段和第三弧线段。
12.进一步地,各个第二弧线段具有预设中心点,各个预定曲线段具有对应的预定中心线,各个预定中心线经过相应的第二弧线段的预设中心点并与第二预定轴线和相应的第二压辊的中心轴线均垂直;各个预设中心点将其所在的第二弧线段划分成第四弧线段和第五弧线段,各个第二弧线段的第四弧线段和第五弧线段相对于预定中心线呈镜像对称;和/或各个预定曲线段的第一弧线段和第三弧线段相对于预定中心线呈镜像对称。
13.进一步地,各个第一弧线段均朝远离第二预定轴线的方向凸起;和/或,各个第二弧线段均朝远离第二预定轴线的方向凸起;和/或,各个第三弧线段均朝远离第二预定轴线的方向凸起。
14.进一步地,各个第二压辊的周向面还包括两个过渡面部;沿与各个第二压辊的中心轴线的延伸方向平行的方向,各个第二压辊的两个过渡面部分别设置在加工面部的两侧;各个第二压辊还具有两个侧面,各个第二压辊的两个侧面与两个过渡面部一一对应,以使各个第二压辊的各个过渡面部位于相应的侧面和加工面部之间;沿与各个第二压辊的中心轴线的延伸方向垂直的方向,各个第二压辊的各个过渡面部与相应的侧面的连接处位于加工面部的靠近该第二压辊的中心轴线的一侧。
15.进一步地,在任意相邻两个第二压辊中,一个第二压辊的一个过渡面部与另一个第二压辊的一个过渡面部间隙配合。
16.进一步地,各个第二压辊具有与其中心轴线垂直的预设中心面,各个第二压辊的两个侧面分别位于预设中心面的两侧,各个第二压辊的两个侧面至预设中心面的垂直间距相等;任意相邻两个第二压辊之间具有分隔中心面,相邻两个第二压辊至分隔中心面的最小垂直间距相等;分隔中心面与相邻两个第二压辊的预设中心面之间的夹角分别为第一预定夹角和第二预定夹角;第一预定夹角的取值范围为30度至40度;和/或,第二预定夹角的取值范围为50度至60度。
17.进一步地,各个第二压辊的各个过渡面部与加工面部之间设置有圆弧倒角,各个圆弧倒角的倒角半径的取值范围为4mm至6mm。
18.应用本发明的技术方案,在本发明的管体加工设备中,管体加工设备包括第二加热部和定径机,具体使用时,使用第二加热部对毛管进行加热,再使用定径机对加热的毛管进行减径操作。定径机包括第一压辊组件和第二压辊组件,沿管体的输送方向,第二压辊组件位于第一压辊组件的下游,即首先使第一压辊组件对管体进行加工,再使第二压辊组件对经过第一压辊组件加工后的管体进行加工,以形成所需的管体。
19.具体地,第一压辊组件包括三个第一压辊,三个第一压辊环绕第一预定轴线设置并围成用于容纳管体的第一加工孔,即三个第一压辊用于对第一加工孔内的管体进行减径处理,以形成横截面为圆形的管体;第二压辊组件包括四个第二压辊,四个第二压辊环绕第二预定轴线设置并围成用于容纳管体的第二加工孔,即四个第二压辊用于对第二加工孔内的横截面为圆形的管体再次进行减径处理,以形成横截面为矩形或类似矩形的管体,进而得到所需的预设管体。
20.该定径机通过将第一压辊组件和第二压辊组件组合,以使预设管体的加工过程分为两个阶段,即第一阶段为通过第一压辊组件将管体加工成横截面为圆形的管体,第二阶段为通过第二压辊组件将横截面为圆形的管体加工成预设管体;这样,在第二压辊组件进行一个管体的第二阶段加工时,第一压辊组件可以进行另一个管体的第一阶段加工,即第
一压辊组件和第二压辊组件同时工作,以提高预设管体的生产加工效率;当预设管体为矩形管时,使用本管体加工设备能够提高矩形管的生产加工效率,解决了现有技术中矩形管的生产方式的生产效率较低的问题。
附图说明
21.构成本技术的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
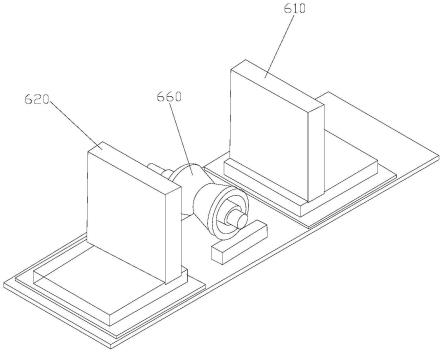
22.图1示出了根据本发明的定径机的第一压辊组件和第二压辊组件的结构布置示意图;
23.图2示出了根据本发明的定径机的冷却组件的结构示意图;
24.图3示出了根据本发明的定径机的一组冷却部设置在支持座上的结构示意图;
25.图4示出了根据本发明的定径机的冷却部的侧视图;
26.图5示出了根据本发明的定径机的冷却部的预设侧壁上的多个喷口的结构布置示意图;
27.图6示出了根据本发明的定径机的冷却部的流通孔的中心轴线和预定中心线的示意图;
28.图7示出了根据本发明的定径机的第二压辊组件的四个第二压辊的结构布置示意图;
29.图8示出了图7中的定径机的第二压辊组件的四个第二压辊的局部放大图;
30.图9示出了图7中的定径机的第二压辊组件的第二加工孔的放大图;
31.图10示出了根据本发明的定径机的第二压辊组件的第二压辊的结构示意图。
32.其中,上述附图包括以下附图标记:
33.610、第一压辊组件;660、滚动部;
34.620、第二压辊组件;10、第二压辊;11、第二一压辊;12、第二二压辊;13、第二三压辊;14、第二四压辊;20、预定曲线段;21、第一弧线段;22、第二弧线段;23、第三弧线段;31、周向面;311、加工面部;312、过渡面部;32、侧面;40、过渡线段;50、第二加工孔;
35.700、冷却组件;710、冷却部;711、容纳孔;7111、侧壁;712、喷口;713、流通孔的中心轴线;714、预定中心线;720、支持座;730、安装架;740、滚动部件;741、第一柱段;742、第二柱段;743、凹槽部。
具体实施方式
36.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
37.应该指出,以下详细说明都是例示性的,旨在对本技术提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本技术所属技术领域的普通技术人员通常理解的相同含义。
38.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包
括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
39.本发明提供了一种管体加工设备,请参考图1至图10,管体加工设备包括第二加热部和定径机,第二加热部用于对毛管进行加热,定径机用于对加热的毛管进行减径操作;其中,定径机包括第一压辊组件610和第二压辊组件620,第一压辊组件610包括三个第一压辊,三个第一压辊环绕第一预定轴线设置并围成用于容纳管体的第一加工孔;沿管体的输送方向,第二压辊组件620位于第一压辊组件610的下游;第二压辊组件620包括四个第二压辊10,四个第二压辊10环绕第二预定轴线设置并围成用于容纳管体的第二加工孔50。
40.在本发明的管体加工设备中,管体加工设备包括第二加热部和定径机,具体使用时,使用第二加热部对毛管进行加热,再使用定径机对加热的毛管进行减径操作。定径机包括第一压辊组件和第二压辊组件,沿管体的输送方向,第二压辊组件位于第一压辊组件的下游,即首先使第一压辊组件对管体进行加工,再使第二压辊组件对经过第一压辊组件加工后的管体进行加工,以形成所需的管体。
41.具体地,第一压辊组件610包括三个第一压辊,三个第一压辊环绕第一预定轴线设置并围成用于容纳管体的第一加工孔,即三个第一压辊用于对第一加工孔内的管体进行减径处理,以形成横截面为圆形的管体;第二压辊组件620包括四个第二压辊10,四个第二压辊10环绕第二预定轴线设置并围成用于容纳管体的第二加工孔50,即四个第二压辊10用于对第二加工孔50内的横截面为圆形的管体再次进行减径处理,以形成横截面为矩形或类似矩形的管体,进而得到所需的预设管体。
42.该定径机通过将第一压辊组件610和第二压辊组件620组合,以使预设管体的加工过程分为两个阶段,即第一阶段为通过第一压辊组件610将管体加工成横截面为圆形的管体,第二阶段为通过第二压辊组件620将横截面为圆形的管体加工成预设管体;这样,在第二压辊组件620进行一个管体的第二阶段加工时,第一压辊组件610可以进行另一个管体的第一阶段加工,即第一压辊组件610和第二压辊组件620同时工作,以提高预设管体的生产加工效率;当预设管体为矩形管时,使用本管体加工设备能够提高矩形管的生产加工效率,解决了现有技术中矩形管的生产方式的生产效率较低的问题。
43.需要说明的是,管体的横截面为管体的垂直于其轴向的截面;将矩形横截面的四个侧边的任一侧边替换成弧线或曲线以形成横截面类似矩形的管体。
44.可选地,第二加热部为步进炉。
45.在本实施例中,第一压辊组件610为多个,多个第一压辊组件610沿管体的输送方向依次间隔布置;和/或,第二压辊组件620为多个,多个第二压辊组件620沿管体的输送方向依次间隔布置;设置多个第一压辊组件610和多个第二压辊组件620可以进一步提高预设管体的生产加工效率。
46.具体地,当第一压辊组件610和第二压辊组件620均为多个时,沿管体的输送方向,多个第二压辊组件620位于多个第一压辊组件610的下游。可选地,多个第一压辊组件610的第一加工孔的规格尺寸不同,多个第二压辊组件620的第二加工孔的规格尺寸不同;多个第二压辊组件620的第二预定轴线位于同一轴线上,多个第一压辊组件610的第一预定轴线位于同一轴线上。
47.在本实施例中,第一预定轴线与第二预定轴线位于同一轴线上,以使管体处于第一加工孔内时的管心线与其处于第二加工孔内时的管心线位于同一轴线上,以保证对管体
的外表面的减径加工效果。
48.具体地,定径机还包括第一调节部件,第一调节部件的至少部分沿竖直方向可运动地设置并与第一压辊组件610连接,以调节第一压辊组件610的高度,进而使第一预定轴线与第二预定轴线能够位于同一轴线上。
49.可选地,第一调节部件为多个,多个第一调节部件与多个第一压辊组件610一一对应地设置。
50.具体地,第一调节部件包括第一支撑部和沿竖直方向可运动地设置在第一支撑部上的第一升降部,第一升降部与第一压辊组件610连接。
51.具体地,定径机还包括第二调节部件,第二调节部件的至少部分沿竖直方向可运动地设置并与第二压辊组件620连接,以调节第二压辊组件620的高度,进而使第一预定轴线与第二预定轴线能够位于同一轴线上。
52.可选地,第二调节部件为多个,多个第二调节部件与多个第二压辊组件620一一对应地设置。
53.具体地,第二调节部件包括第二支撑部和沿竖直方向可运动地设置在第二支撑部上的第二升降部,第二升降部与第二压辊组件620连接。
54.在本实施例中,定径机还包括第一滚动部,第一滚动部可转动地设置并位于第一压辊组件610和第二压辊组件620之间;其中,第一滚动部的转动轴线与管体的输送方向垂直。第一滚动部用于承载经过第一压辊组件610加工处理后的管体,即当从第一加工孔内伸出的管体与第一滚动部抵接后,在第一滚动部的转动作用下,可以使该管体逐渐向第二压辊组件620移动,进而将该管体移送至第二加工孔内。
55.可选地,第一滚动部为多个,多个第一滚动部沿管体的输送方向间隔设置,多个第一滚动部的转动轴线均相互平行,以在多个第一滚动部的共同作用下,将管体移送至第二加工孔内。
56.需要说明的是,多个第一滚动部的转动方向相同,即多个第一滚动部均沿顺时针方向转动或均沿逆时针方向转动。
57.具体地,当第一压辊组件610为多个时,沿多个第一压辊组件610的布置顺序,多个第一压辊组件610中靠近第二压辊组件620的第一压辊组件610与第二压辊组件620之间设置有第一滚动部。需要说明的是,多个第一压辊组件610的布置顺序按照管体的输送方向设置。
58.在本实施例中,定径机还包括第二滚动部,任意相邻两个第一压辊组件610之间设置有第二滚动部,第二滚动部可转动地设置,第二滚动部的转动轴线与管体的输送方向垂直;沿多个第一压辊组件610的布置顺序,第二滚动部用于承载经过上一个第一压辊组件610加工处理后的管体,即当从上一个第一压辊组件610的第一加工孔内伸出的管体与第二滚动部抵接后,在第二滚动部的转动作用下,可以使该管体逐渐向下一个第一压辊组件610移动,进而将该管体移送至下一个第一压辊组件610的第一加工孔内。
59.可选地,任意相邻两个第一压辊组件610之间设置有多个沿管体的输送方向间隔设置的第二滚动部,多个第二滚动部的转动轴线均相互平行,以在该多个第二滚动部的共同作用下,将管体移送至下一个第一压辊组件610的第一加工孔内。
60.需要说明的是,多个第二滚动部的转动方向相同,即多个第二滚动部均沿顺时针
方向转动或均沿逆时针方向转动。
61.在本实施例中,定径机还包括第三滚动部,任意相邻两个第二压辊组件620之间设置有第三滚动部,第三滚动部可转动地设置,第三滚动部的转动轴线与管体的输送方向垂直;其中,沿多个第二压辊组件620的布置顺序,第三滚动部用于承载经过上一个第二压辊组件620加工处理后的管体,即当从上一个第二压辊组件620的第二加工孔伸出的管体与第三滚动部抵接后,在第三滚动部的转动作用下,可以使该管体逐渐向下一个第二压辊组件620移动,进而将该管体移送至下一个第二压辊组件620的第二加工孔内。
62.可选地,任意相邻两个第二压辊组件620之间设置有多个沿管体的输送方向间隔设置的第三滚动部,多个第三滚动部的转动轴线均相互平行,以在该多个第三滚动部的共同作用下,将管体移送至下一个第二压辊组件620的第二加工孔内。
63.需要说明的是,多个第三滚动部的转动方向相同,即多个第三滚动部均沿顺时针方向转动或均沿逆时针方向转动。
64.具体地,第一滚动部、第二滚动部和第三滚动部的结构相同,故将第一滚动部、第二滚动部和第三滚动部统称为滚动部660。滚动部660为柱状结构,滚动部660绕其中心轴线可转动地设置,即滚动部660的中心轴线为其转动轴线;滚动部660上设置有用于容纳管体的凹槽。
65.更具体地,滚动部660包括相互连接的第三柱段和第四柱段,自第三柱段的自由端至其连接端的方向,第三柱段的垂直于其中心轴线的截面的外周长逐渐减小;自第四柱段的自由端至其连接端的方向,第四柱段的垂直于其中心轴线的截面的外周长逐渐减小,以在滚动部上形成凹槽。
66.需要说明的是,第三柱段的连接端为第三柱段的与第四柱段连接的一端,第三柱段的自由端为第三柱段的远离第四柱段的一端;第三柱段的中心轴线为滚动部660的中心轴线;第四柱段的连接端为第四柱段的与第三柱段连接的一端,第四柱段的自由端为第四柱段的远离第三柱段的一端,第四柱段的中心轴线为滚动部660的中心轴线。
67.在本实施例中,定径机还包括第一支撑座、第二支撑座和机架,第一压辊组件610设置在第一支撑座上,第二压辊组件620设置在第二支撑座上,第一支撑座和第二支撑座均设置在机架上。
68.可选地,第一支撑座为多个,多个第一支撑座与多个第一压辊组件610一一对应地设置,以使各个第一压辊组件610设置在相应的第一支撑座上;多个第一支撑座均设置在机架上。
69.可选地,第二支撑座为多个,多个第二支撑座与多个第二压辊组件620一一对应地设置,以使各个第二压辊组件620设置在相应的第二支撑座上;多个第二支撑座均设置在机架上。
70.具体地,第一调节部件设置在第一支撑座上,即第一支撑部固定设置在第一支撑座上;第二调节部件设置在第二支撑座上,即第二支撑部固定设置在第二支撑座上。
71.可选地,多个第一调节部件与多个第一支撑座一一对应地设置,以使各个第一调节部件设置在相应的第一支撑座上;多个第二调节部件与多个第二支撑座一一对应地设置,以使各个第二调节部件设置在相应的第二支撑座上。
72.具体地,第一滚动部可转动地设置在机架上,第二滚动部可转动地设置在机架上。
73.在本实施例中,如图2至图6所示,定径机还包括冷却组件700,沿管体的输送方向,冷却组件700设置在第二压辊组件620的下游;其中,冷却组件700包括沿预定方向间隔设置的多个冷却部710,各个冷却部710均具有容纳孔711,多个冷却部710的容纳孔711共同形成容纳管体的容纳通道;其中,各个容纳孔711的孔壁上均设置有多个喷口712,各个喷口712用于喷射冷却介质,以对容纳通道内的管体进行冷却。
74.需要说明的是,将冷却组件700设置在定径机的第二压辊组件620的下游,以对经过第二压辊组件620定径轧制后的管体进行冷却处理;其中,冷却组件700包括多个冷却部710,各个冷却部710均具有容纳孔711,多个冷却部710沿预定方向间隔设置,以使多个冷却部710的容纳孔711共同形成容纳管体的容纳通道,即容纳通道沿预定方向延伸,此处提到的预定方向与容纳通道内的管体的延伸方向平行或相同;各个容纳孔711的孔壁上均设置有多个喷口712,各个喷口712用于喷射冷却介质,以向容纳通道内的管体喷射冷却介质,进而在冷却介质的冷却作用下使容纳通道内的管体冷却。可见,本定径机具备冷却功能,能够快速地对经过第二压辊组件620定径轧制后的管体进行冷却。
75.需要说明的是,当第二压辊组件620为多个时,沿管体的输送方向,冷却组件700设置在多个第二压辊组件620中最后一个第二压辊组件620的下游。
76.可选地,各个冷却部710均为环状结构,各个冷却部710的环孔形成各个冷却部710的容纳孔711。
77.可选地,冷却介质为冷却液。
78.在本实施例中,各个容纳孔711具有多个侧壁7111,至少一个侧壁7111上设置有喷口712。例如,如图2所示,各个容纳孔711具有四个侧壁7111,四个侧壁7111上均设置有喷口712。
79.在本实施例中,多个冷却部710分为多组,多组冷却部710沿预定方向依次设置,各组冷却部710具有至少一个冷却部710。
80.具体地,多组冷却部710包括第一组冷却部和/或第二组冷却部,第一组冷却部包括沿预定方向依次设置的多个冷却部710,第二组冷却部包括一个冷却部710。可选地,第一组冷却部为至少一组,和/或,第二组冷却部为至少一组。
81.在本实施例中,冷却组件700还包括多个支持座720,多组冷却部710一一对应地固定设置在多个支持座720上。
82.具体地,冷却组件700还包括安装架730,多个支持座720均固定设置在安装架730上。
83.在本实施例中,设置有喷口712的侧壁7111为预设侧壁,即预设侧壁为至少一个;预设侧壁上设置有多个喷口712,预设侧壁上的多个喷口712分为多组,预设侧壁上的多组喷口712沿第一方向间隔设置;各组喷口712具有多个喷口712,预设侧壁上的各组的多个喷口712沿第二方向间隔设置;第一方向和第二方向呈预定夹角设置。可选地,预定夹角为90度,即第一方向和相应的第二方向垂直。
84.在本实施例中,冷却组件700还包括可转动地设置的滚动部件740,容纳通道内的管体设置在滚动部件740上,以使滚动部件740带动纳通道内的管体沿预定方向移动;滚动部件740的转动轴线与预定方向垂直;其中,任意相邻两组冷却部710之间设置有滚动部件740,和/或沿预定方向,多个冷却部710的至少一侧设置有滚动部件740。
85.需要说明的是,当滚动部件740为多个时,多个滚动部件740的转动速度相等,以共同带动纳通道内的管体移动。
86.具体地,滚动部件740为柱状结构,滚动部件740绕其中心轴线可转动地设置,滚动部件740的中心轴线的延伸方向与预定方向垂直。
87.具体地,滚动部件740上设置有用于容纳管体的凹槽部743。
88.具体地,滚动部件740包括相互连接的第一柱段741和第二柱段742,自第一柱段741的自由端至其连接端的方向,第一柱段741的垂直于其中心轴线的截面的外周长逐渐减小;自第二柱段742的自由端至其连接端的方向,第二柱段742的垂直于其中心轴线的截面的外周长逐渐减小,以在滚动部件740上形成凹槽部743。
89.需要说明的是,第一柱段741的连接端为第一柱段741的与第二柱段742连接的一端,第一柱段741的自由端为第一柱段741的远离第二柱段742的一端;第一柱段741的中心轴线为滚动部件740的中心轴线;第二柱段742的连接端为第二柱段742的与第一柱段741连接的一端,第二柱段742的自由端为第二柱段742的远离第一柱段741的一端,第二柱段742的中心轴线为滚动部件740的中心轴线。
90.在本实施例中,各个冷却部710上设置有多个流通孔,各个冷却部710上的多个流通孔与该冷却部710上的多个喷口712一一对应地设置并连通,以使各个流通孔内的冷却介质从相应的喷口712喷出。
91.具体地,如图6所示,至少部分流通孔的中心轴线713与预定中心线714呈设定夹角设置,预定中心线714与该流通孔对应的喷口712所在的侧壁7111的平面垂直,以使从该对应的喷口712喷出的冷却介质能够喷射至容纳通道内的管体上,进而保证对容纳通道内的管体的有效冷却处理。
92.可选地,上述设定夹角的取值范围为0度至15度;优选地,上述设定夹角的取值范围为10度至15度。
93.例如,如图2所示,各个容纳孔711具有四个侧壁7111,四个侧壁7111包括上侧壁、下侧壁、左侧壁以及右侧壁,该四个侧壁7111均为预设侧壁;则从上侧壁的各个喷口712喷射出冷却介质的喷射方向为竖直向下或斜向下,从上侧壁的各个喷口712喷射出冷却介质的喷射方向为竖直向上或斜向上,从左侧壁的各个喷口712喷射出冷却介质的喷射方向为水平朝右或斜向下或斜向上,从右侧壁的各个喷口712喷射出冷却介质的喷射方向为水平朝左或斜向下或斜向上,以实现从各个喷口712喷射出的冷却介质能够落在容纳通道内的管体上。
94.在本实施例中,如图7至图10所示,第二压辊组件620包括四个第二压辊10,四个第二压辊10环绕第二预定轴线设置并围成第二加工孔50,第二加工孔50用于容纳管体;其中,各个第二压辊10的周向面31包括加工面部311,各个加工面部311由预定曲线段20绕该第二压辊10的中心轴线环绕一周形成;各个预定曲线段20包括依次连接的第一弧线段21、第二弧线段22和第三弧线段23。
95.需要说明的是,第二压辊组件620包括四个第二压辊10,四个第二压辊10环绕第二预定轴线设置并围成用于容纳管体的第二加工孔50,以通过四个第二压辊10作用于第二加工孔50内的管体的外表面,进而对该管体进行定径加工。其中,各个第二压辊10的周向面31包括加工面部311,各个加工面部311由预定曲线段20绕该第二压辊10的中心轴线环绕一周
形成,各个第二压辊10均绕其中心轴线可转动地设置,以在各个第二压辊10绕其中心轴线转动时,各个第二压辊10的加工面部311与第二加工孔50内的管体的外表面接触。各个预定曲线段20包括依次连接的第一弧线段21、第二弧线段22和第三弧线段23,以在第二加工孔50内的管体的四个侧表面的各个侧表面上形成三个弧形面。
96.具体实施过程中,可以通过调节各个预定曲线段20的第一弧线段21、第二弧线段22以及第三弧线段23的半径大小和弧长大小来比较精确地调节预定曲线段20的具体形状,进而调节各个加工面部311的具体形状,这样便可以比较精确地控制第二加工孔50内的管体的各个侧表面的三个弧形面的具体形状,进而比较精确地控制第二加工孔50内的管体的外形尺寸,解决了现有技术中的定径机所生产的矩形管的外形尺寸的精度较低的问题。
97.需要说明的是,各个第二压辊10均绕其中心轴线可转动地设置,各个第二压辊10的中心轴线均与上述第二预定轴线垂直。
98.需要说明的是,各个第二压辊10的预定曲线段20的第一弧线段21、第二弧线段22和第三弧线段23的分布方向与该第二压辊10的中心轴线的延伸方向平行。
99.如图8所示,四个第二压辊10分别为第二一压辊11、第二二压辊12、第二三压辊13以及第二四压辊14;上述第二预定轴线指的是经过图8中的点o并与第二加工孔50内的管体的轴向平行的直线;图8示出了第二加工孔50的横截面的形状,第二加工孔50的横截面为第二加工孔50的垂直于其内的管体的轴向的截面。
100.在本实施例中,各个第二弧线段22具有预设中心点,各个预定曲线段20具有对应的预定中心线,即各个第二弧线段22与其所在的预定曲线段20的预定中心线对应,各个预定中心线经过相应的第二弧线段22的预设中心点并与第二预定轴线和相应的第二压辊10的中心轴线均垂直;其中,各个预定曲线段20所在的第二压辊10与该预定曲线段20的预定中心线对应。
101.如图8所示,图8中的点p1为第二一压辊11的第二弧线段22的预设中心点,图8中的点p2为第二二压辊12的第二弧线段22的预设中心点,图8中的点p3为第二三压辊13的第二弧线段22的预设中心点,图8中的点p4为第二四压辊14的第二弧线段22的预设中心点。图8中的直线l1为第二一压辊11的预定曲线段20对应的预定中心线,图8中的直线l2为第二二压辊12的预定曲线段20对应的预定中心线,图8中的直线l3为第二三压辊13的预定曲线段20对应的预定中心线,图8中的直线l4为第二四压辊14的预定曲线段20对应的预定中心线。
102.具体地,各个预设中心点将其所在的第二弧线段22划分成第四弧线段和第五弧线段,各个第二弧线段22的第四弧线段和第五弧线段相对于相应的预定中心线呈镜像对称。
103.具体地,各个预定曲线段20的第一弧线段21和第三弧线段23相对于预定中心线呈镜像对称。
104.在本实施例中,四个第二压辊10包括两对第二压辊,每对第二压辊的两个第二压辊10相对设置,每对第二压辊的两个第二压辊10的预定曲线段20的形状和大小均相同,每对第二压辊的两个第二压辊10的加工面部311的最小直径相等,即每对第二压辊的两个第二压辊10的加工面部311的形状和大小均相同。
105.如图8所示,第二一压辊11和第二三压辊13相对设置,故第二一压辊11和第二三压辊13为一对第二压辊;第二二压辊12和第二四压辊14相对设置,故第二二压辊12和第二四压辊14为一对第二压辊。
106.具体地,两对第二压辊包括第一对第二压辊和第二对第二压辊,其中,第一对第二压辊的两个第二压辊10为主动辊,第二对第二压辊为从动辊。
107.如图8所示,第二一压辊11和第二三压辊13组成第一对第二压辊,第二二压辊12和第二四压辊14组成第二对第二压辊。
108.具体地,第一对第二压辊的两个第二压辊10的第一弧线段21的半径的取值范围为15mm至26mm,即第二一压辊11的第一弧线段21的半径的取值范围为15mm至26mm,第二三压辊13的第一弧线段21的半径的取值范围为15mm至26mm。
109.具体地,第一对第二压辊的两个第二压辊10的第二弧线段22的半径的取值范围为300mm至3800mm,即第二一压辊11的第二弧线段22的半径的取值范围为300mm至3800mm,第二三压辊13的第二弧线段22的半径的取值范围为300mm至3800mm。
110.具体地,第一对第二压辊的两个第二压辊10的第三弧线段23的半径的取值范围为15mm至26mm,即第二一压辊11的第三弧线段23的半径的取值范围为15mm至26mm,第二三压辊13的第三弧线段23的半径的取值范围为15mm至26mm。
111.具体地,第二对第二压辊的两个第二压辊10的第一弧线段21的半径的取值范围为14mm至26mm,即第二二压辊12的第一弧线段21的半径的取值范围为14mm至26mm,第二四压辊14的第一弧线段21的半径的取值范围为14mm至26mm。
112.具体地,第二对第二压辊的两个第二压辊10的第二弧线段22的半径的取值范围为700mm至2300mm,即第二二压辊12的第二弧线段22的半径的取值范围为700mm至2300mm,第二四压辊14的第二弧线段22的半径的取值范围为700mm至2300mm。
113.具体地,第二对第二压辊的两个第二压辊10的第三弧线段23的半径的取值范围为14mm至26mm,即第二二压辊12的第三弧线段23的半径的取值范围为14mm至26mm,第二四压辊14的第三弧线段23的半径的取值范围为14mm至26mm。
114.具体地,第一对第二压辊的两个第二压辊10的加工面部311的最小直径的取值范围均为552mm至589.2mm,即第二一压辊11的加工面部311的最小直径的取值范围为552mm至589.2mm,第二三压辊13的加工面部311的最小直径的取值范围为552mm至589.2mm。
115.具体地,第二对第二压辊的两个第二压辊10的加工面部311的最小直径的取值范围均为480mm至488.6mm,即第二二压辊12的加工面部311的最小直径的取值范围为480mm至488.6mm,第二四压辊14的加工面部311的最小直径的取值范围为480mm至488.6mm。
116.在本实施例中,各个第一弧线段21均朝远离第二预定轴线的方向凸起,各个第二弧线段22均朝远离第二预定轴线的方向凸起,各个第三弧线段23均朝远离第二预定轴线的方向凸起;即各个预定曲线段20的第一弧线段21、第二弧线段22以及第三弧线段23的凸起方向相同。
117.具体地,各个第一弧线段21对应的弧形面由相应的加工面部311的部分面体朝远离第二预定轴线的方向凹陷形成,各个第二弧线段22对应的弧形面由相应的加工面部311的部分面体朝远离第二预定轴线的方向凹陷形成,各个第三弧线段23对应的弧形面由相应的加工面部311的部分面体朝远离第二预定轴线的方向凹陷形成;即各个加工面部311的三个弧形面的凹陷方向相同,进而在第二加工孔50内的管体的各个侧表面上形成的三个弧形面的凸起方向相同。
118.在本实施例中,各个第二压辊10的周向面31还包括两个过渡面部312;沿与各个第
二压辊10的中心轴线的延伸方向平行的方向,各个第二压辊10的两个过渡面部312分别设置在加工面部311两侧;其中,各个过渡面部312由相应的过渡线段40绕该第二压辊10的中心轴线环绕一周形成。可选地,各个过渡线段40均为直线段。
119.具体地,各个第二压辊10还具有两个侧面32,各个第二压辊10的两个侧面32均与其中心轴线垂直;各个第二压辊10的两个侧面32分别与两个过渡面部312一一对应,以使各个第二压辊10的各个过渡面部312位于相应的侧面32和加工面部311之间,各个第二压辊10的各个过渡面部312与相应的侧面32连接并与加工面部311连接;沿与各个第二压辊10的中心轴线的延伸方向垂直的方向,各个第二压辊10的各个过渡面部312与相应的侧面32的连接处位于加工面部311的靠近该第二压辊10的中心轴线的一侧。
120.如图8所示,图8中的n11处为第二一压辊11的一个侧面32和一个过渡面部312的连接处,图8中的n12处为第二一压辊11的另一个侧面32和另一个过渡面部312的连接处;图8中的n21处为第二二压辊12的一个侧面32和一个过渡面部312的连接处,图8中的n22处为第二二压辊12的另一个侧面32和另一个过渡面部312的连接处;图8中的n31处为第二三压辊13的一个侧面32和一个过渡面部312的连接处,图8中的n32处为第二三压辊13的另一个侧面32和另一个过渡面部312的连接处;图8中的n41处为第二四压辊14的一个侧面32和一个过渡面部312的连接处,图8中的n42处为第二四压辊14的另一个侧面32和另一个过渡面部312的连接处。
121.在本实施例中,如图9所示,沿环绕第二预定轴线的周向,在任意相邻两个第二压辊10中,一个第二压辊10的一个过渡面部312与另一个第二压辊10的一个过渡面部312间隙配合。可选地,相邻两个第二压辊10之间的间隙的垂直间距s的取值范围为3mm至6mm。
122.如图8所示,各个第二压辊10的两个过渡面部312分别为第一过渡面部和第二过渡面部;第二一压辊11的第一过渡面部与第二二压辊12的第二过渡面部间隙配合,第二一压辊11的第一过渡面部与第二二压辊12的第二过渡面部之间的间隙的垂直间距的取值范围为3mm至6mm;第二二压辊12的第一过渡面部和第二三压辊13的第二过渡面部间隙配合,第二二压辊12的第一过渡面部和第二三压辊13的第二过渡面部之间的间隙的垂直间距的取值范围为3mm至6mm;第二三压辊13的第一过渡面部和第二四压辊14的第二过渡面部间隙配合,第二三压辊13的第一过渡面部和第二四压辊14的第二过渡面部之间的间隙的垂直间距的取值范围为3mm至6mm;第二四压辊14的第一过渡面部和第二一压辊11的第二过渡面部间隙配合,第二四压辊14的第一过渡面部和第二一压辊11的第二过渡面部之间的间隙的垂直间距的取值范围为3mm至6mm。
123.在本实施例中,各个第二压辊10具有与其中心轴线垂直的预设中心面,各个第二压辊10的两个侧面32分别位于预设中心面的两侧,各个第二压辊10的两个侧面32至预设中心面的垂直间距相等;各个第二压辊10的预定中心线位于其预设中心面上。
124.如图8所示,图8中的直线l1也为第二一压辊11的预设中心面在预设投影面上的投影,图8中的直线l2也为第二二压辊12的预设中心面在预设投影面上的投影,图8中的直线l3也为第二三压辊13的预设中心面在预设投影面上的投影,图8中的直线l4也为第二四压辊14的预设中心面在预设投影面上的投影;其中,各个第二压辊10的中心轴线均与预设投影面平行。
125.具体地,沿环绕第二预定轴线的周向,任意相邻两个第二压辊10之间具有分隔中
心面,该相邻两个第二压辊10至其之间的分隔中心面的最小垂直间距相等,即相邻两个第二压辊10中的各个第二压辊10的靠近另一个第二压辊10的过渡面部312至分隔中心面的垂直间距均相等。
126.如图8所示,图8中的直线l5为第二一压辊11和第二二压辊12之间的分隔中心面在预设投影面上的投影,图8中的直线l6为第二二压辊12和第二三压辊13之间的分隔中心面在预设投影面上的投影,图8中的直线l7为第二三压辊13和第二四压辊14之间的分隔中心面在预设投影面上的投影,图8中的直线l8为第二四压辊14和第二一压辊11之间的分隔中心面在预设投影面上的投影。
127.可选地,沿环绕第二预定轴线的周向,在任意相邻两个第二压辊10中,各个第二压辊10的靠近另一个第二压辊10的过渡面部312均与这两个第二压辊10之间的分隔中心面平行。
128.具体地,分隔中心面与相邻两个第二压辊10的预设中心面之间的夹角分别为第一预定夹角和第二预定夹角;第一预定夹角的取值范围为30度至40度;第二预定夹角的取值范围为50度至60度,即各个分隔中心面对应的第一预定夹角和第二预定夹角之和为90度。
129.如图8所示,图8中的直线l5与直线l2之间的夹角β1为第二预定夹角,图8中的直线l5与直线l1之间的夹角α1为第一预定夹角;图8中的直线l8与直线l4之间的夹角β2为第二预定夹角,图8中的直线l8与直线l1之间的夹角α2为第一预定夹角;图8中的直线l6与直线l2之间的夹角β3为第二预定夹角,图8中的直线l6与直线l3之间的夹角α3为第一预定夹角;图8中的直线l7与直线l4之间的夹角β4为第二预定夹角,图8中的直线l7与直线l3之间的夹角α4为第一预定夹角。
130.在本实施例中,各个第二压辊10的名义半径的两倍为该第二压辊10的名义直径,各个第二压辊10的两个过渡面部312延长后的相交处距离该第二压辊10的中心轴线的垂直间距为该第二压辊10的名义半径。图8中j2处为第二二压辊12的两个过渡面部312延长后的相交处,图8中j4处为第二四压辊14的两个过渡面部312延长后的相交处。
131.具体地,第一对第二压辊的各个第二压辊10的名义直径的取值范围为660mm至680mm,第二对第二压辊的各个第二压辊10的名义直径的取值范围为620mm至640mm。即第二一压辊11和第二三压辊13的名义直径的取值范围均为660mm至680mm,第二二压辊12和第二四压辊14的名义直径的取值范围均为620mm至640mm。
132.在本实施例中,各个第二压辊10的各个过渡面部312与加工面部311之间均设置有圆弧倒角,各个圆弧倒角的倒角半径的取值范围为4mm至6mm。
133.具体地,各个圆弧倒角由相应的倒角弧线段绕该第二压辊10的中心轴线环绕一周形成,各个倒角弧线段的半径的取值范围为4mm至6mm。
134.如图9所示,图9中的弧线段r11和弧线段r12为第二一压辊11的两个倒角弧线段,图9中的弧线段r21和弧线段r22为第二二压辊12的两个倒角弧线段,图9中的弧线段r31和弧线段r32为第二三压辊13的两个倒角弧线段,图9中的弧线段r41和弧线段r42为第二四压辊14的两个倒角弧线段。
135.在本实施例中,管体加工设备还包括喷射部,喷射部用于向加热的毛管喷射高压液体,以对毛管进行除鳞操作。
136.在本实施例中,管体加工设备还包括切割部,切割部用于对原始钢坯进行锯切处
理,以形成所需长度的钢坯;切割部还用于切除预设管体的两端部,以对预设管体进行切除头部和尾部的操作。
137.在本实施例中,管体加工设备还包括穿孔部,穿孔部用于对钢坯进行穿孔操作。可选地,穿孔部为锥形穿孔机。
138.在本实施例中,管体加工设备还包括第一加热部,第一加热部用于对钢坯进行加热。可选地,第一加热部为环形炉。
139.从以上的描述中,可以看出,本发明上述的实施例实现了如下技术效果:
140.在本发明的管体加工设备中,管体加工设备包括第二加热部和定径机,具体使用时,使用第二加热部对毛管进行加热,再使用定径机对加热的毛管进行减径操作。定径机包括第一压辊组件和第二压辊组件,沿管体的输送方向,第二压辊组件位于第一压辊组件的下游,即首先使第一压辊组件对管体进行加工,再使第二压辊组件对经过第一压辊组件加工后的管体进行加工,以形成所需的管体。
141.具体地,第一压辊组件610包括三个第一压辊,三个第一压辊环绕第一预定轴线设置并围成用于容纳管体的第一加工孔,即三个第一压辊用于对第一加工孔内的管体进行减径处理,以形成横截面为圆形的管体;第二压辊组件620包括四个第二压辊10,四个第二压辊10环绕第二预定轴线设置并围成用于容纳管体的第二加工孔50,即四个第二压辊10用于对第二加工孔50内的横截面为圆形的管体再次进行减径处理,以形成横截面为矩形或类似矩形的管体,进而得到所需的预设管体。
142.该定径机通过将第一压辊组件610和第二压辊组件620组合,以使预设管体的加工过程分为两个阶段,即第一阶段为通过第一压辊组件610将管体加工成横截面为圆形的管体,第二阶段为通过第二压辊组件620将横截面为圆形的管体加工成预设管体;这样,在第二压辊组件620进行一个管体的第二阶段加工时,第一压辊组件610可以进行另一个管体的第一阶段加工,即第一压辊组件610和第二压辊组件620同时工作,以提高预设管体的生产加工效率;当预设管体为矩形管时,使用本管体加工设备能够提高矩形管的生产加工效率,解决了现有技术中矩形管的生产方式的生产效率较低的问题。
143.需要说明的是,本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本技术的实施方式例如能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
144.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并
且对这里所使用的空间相对描述作出相应解释。
145.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1