一种用于加工5G螺纹的6H丝锥改装方法及改装丝锥与流程
一种用于加工5g螺纹的6h丝锥改装方法及改装丝锥
技术领域
1.本发明属于特殊螺纹加工领域,涉及一种用于加工5g螺纹的6h丝锥改装方法及改装丝锥。
背景技术:
2.对于内螺纹加工,攻丝是一种有效而常用的加工方法。攻丝作为一种连续切削工艺,工件材料由顺序排列的切削刃依次切除,通过依次走刀即可获得最终螺纹尺寸。加工时可以在数控铣床或车床上进行。
3.由于直径和螺距时固定不变的,因此一支丝锥不能加工不同规格的螺孔。在加工过程中,有时需要考虑零件的后期防锈,加工通用螺纹时一般都加工为6h;要是考虑防锈则需要增加零件的表面处理,先将螺纹加工为5g的,螺纹牙型要比6h的大一些,表面处理后零件的尺寸应用6h的螺纹塞规检测,满足要求才能认为产品合格。
4.针对上述零件在制内孔螺纹,所需要的5g丝锥在市场上不易购买,一般都是通用型6h的,因此在加工内孔螺纹时,在没有对应工具的情况下很难进行直接加工。
技术实现要素:
5.本发明解决的技术问题是:克服现有技术的不足,提出一种用于加工5g螺纹的6h丝锥改装方法及改装丝锥,解决了没有特殊刀具的情况下,使用通用刀具加工成型,并满足设计要求;节约成本,因等待工具而造成生产周期过长的问题得到解决,提高生产效率。
6.本发明解决技术的方案是:
7.一种用于加工5g螺纹的6h丝锥改装方法,包括:
8.选取m10
×
1.5-6h通用型丝锥;
9.对丝锥的其中一个牙的顶端沿竖直方向进行线切割,切割成长方形的凹槽;
10.裁剪长方体的垫片;
11.将垫片竖直放置,对垫片底端的两侧壁进行打磨,打磨呈楔形;
12.将垫片砸进凹槽中,垫片的厚度大于凹槽的槽宽,通过垫片的撑开凹槽,使对应牙产生局部变形;
13.将改装后的丝锥装入机床,在试料上多次试验攻丝,用5g螺纹塞规检测螺纹状态;如果螺纹不合格继续调整丝锥,直至螺纹状态满足要求;
14.丝锥改装完成。
15.在上述的一种用于加工5g螺纹的6h丝锥改装方法,所述丝锥为3牙型结构。
16.在上述的一种用于加工5g螺纹的6h丝锥改装方法,所述凹槽的槽深为15mm,槽宽为0.3mm;凹槽的长度方向与对应牙外侧壁平行,且凹槽的宽度贯穿对应牙。
17.在上述的一种用于加工5g螺纹的6h丝锥改装方法,所述凹槽与对应牙侧壁的间距l1为3mm。
18.在上述的一种用于加工5g螺纹的6h丝锥改装方法,所述垫片的尺寸为10mm
×
6mm
×
0.4mm。
19.在上述的一种用于加工5g螺纹的6h丝锥改装方法,所述楔形区域的高度l2为6mm;单侧壁的倾角为1
°
。
20.在上述的一种用于加工5g螺纹的6h丝锥改装方法,所述垫片的顶部露出丝锥顶部2-3mm。
21.在上述的一种用于加工5g螺纹的6h丝锥改装方法,所述调整丝锥的方法为:
22.调整垫片嵌入凹槽的深度。
23.一种用于加工5g螺纹的6h改装丝锥,包括m10
×
1.5-6h型号的3牙型的丝锥和垫片;其中,丝锥其中一个牙顶端沿竖直方向切割凹槽;并将垫片竖直嵌入凹槽中。
24.在上述的一种用于加工5g螺纹的6h改装丝锥,凹槽的槽深为15mm,槽宽为0.3mm;凹槽的长度方向与对应牙外侧壁平行,且凹槽的宽度贯穿对应牙;垫片的两侧壁打磨呈楔形;垫片嵌入凹槽后,垫片的顶部露出丝锥顶部2-3mm。
25.本发明与现有技术相比的有益效果是:
26.(1)本发明解决了没有特殊工具(刀具)的情况下,使用通用工具(刀具)加工成型,并满足设计要求。节约成本,因等待工具而造成生产周期过长的问题得到解决,提高生产效率;
27.(2)本发明将现有的通用型“6h丝锥”经过切槽处理,在切槽中增加垫片,使得“6h丝锥”在挤压后发生微小变形,加工后满足零件要求的过程;
28.(3)本发明经过数次试验改良尺寸,将凹槽的槽深设置为15mm,在满足牙外扩的前提下,保证了凹槽根部承载能力,不会轻易断裂;同时,将槽宽设置为0.3mm,过小不方便加工提高加工成本,过大则影响垫片砸入时的强度韧度,容易发生断裂;凹槽与对应牙侧壁的间距l1设置为3mm,这是经调试后最佳间距,实现微变形的前提下,通过调整垫片的顶部露出丝锥顶部的高度,满足微变形可控。
附图说明
29.图1为本发明m10
×
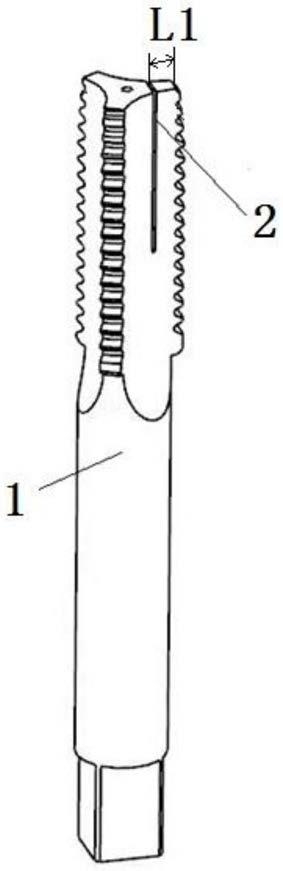
1.5-6h通用型丝锥改装示意图;
30.图2为本发明垫片示意图;
31.图3为本发明垫片对准示意图;
32.图4为本发明垫片安装示意图。
具体实施方式
33.下面结合实施例对本发明作进一步阐述。
34.本发明提供一种用于加工5g螺纹的6h丝锥改装方法及改装丝锥,将丝锥用线切割从两个容屑槽之间往下切15mm(注意不要切到丝锥另外两个齿),槽宽约0.3mm,然后再用0.4mm的垫片(尺寸提前裁剪合格),在装入切槽前用砂轮打磨前端两侧,磨成锥状,砸入切槽,先不要使用大力防止丝锥外形被张开尺寸过大。用试料打孔、攻丝,用5g塞规试螺纹,如通规通、止规止则螺纹合格,目的达到。
35.用于加工5g螺纹的6h丝锥改装方法,具体包括如下步骤:
36.选取m10
×
1.5-6h通用型丝锥1;丝锥1为3牙型结构,如图1所示。
37.对丝锥1的其中一个牙的顶端沿竖直方向进行线切割,切割成长方形的凹槽2;凹槽2的槽深为15mm,槽宽为0.3mm;凹槽2的长度方向与对应牙外侧壁平行,且凹槽2的宽度贯穿对应牙。凹槽2与对应牙侧壁的间距l1为3mm,如图1所示。
38.裁剪长方体的垫片3,垫片3的尺寸为10mm
×
6mm
×
0.4mm,楔形区域的高度l2为6mm;单侧壁的倾角为1
°
,如图2所示。
39.将垫片3竖直放置,对垫片3底端的两侧壁进行打磨,打磨呈楔形,如图2所示。
40.将垫片3从上之下对准凹槽2,如图3所示。将垫片3砸进凹槽2中,垫片3的厚度大于凹槽2的槽宽,通过垫片3的撑开凹槽2,使对应牙产生局部变形;保证贴合紧密,使对应牙产生局部轻微变形;垫片3的顶部露出丝锥1顶部2-3mm,如图4所示。
41.将改装后的丝锥1装入机床,在试料上多次试验攻丝,用5g螺纹塞规检测螺纹状态;如果螺纹不合格继续调整丝锥1,调整垫片3嵌入凹槽2的深度,直至螺纹状态满足要求;
42.丝锥改装完成。
43.用于加工5g螺纹的6h改装丝锥,如图4所示,包括m10
×
1.5-6h型号的3牙型的丝锥1和垫片3;其中,丝锥1其中一个牙顶端沿竖直方向切割凹槽2;并将垫片3竖直嵌入凹槽2中。
44.凹槽2的槽深为15mm,槽宽为0.3mm;凹槽2的长度方向与对应牙外侧壁平行,且凹槽2的宽度贯穿对应牙;垫片3的两侧壁打磨呈楔形;垫片3嵌入凹槽2后,垫片3的顶部露出丝锥1顶部2-3mm。
45.本发明将丝锥1用线切割从一个牙顶端沿竖直方向往下切15mm(注意不要切到丝锥另外两个齿),槽宽约0.3mm,然后再用0.4mm的垫片(尺寸提前裁剪合格),在装入切槽前用砂轮打磨前端两侧,磨成锥状,砸入切槽,先不要使用大力防止丝锥外形被张开尺寸过大。用试料打孔、攻丝,用5g塞规试螺纹,如通规通、止规止则螺纹合格,目的达到。
46.本发明实现了没有特殊工具(刀具)的情况下,使用通用工具(刀具)加工成型,并满足设计要求。节约成本,因等待工具而造成生产周期过长的问题得到解决,提高生产效率。通过将现有的通用型“6h丝锥”经过切槽处理,在切槽中增加垫片,使得“6h丝锥”在挤压后发生微小变形,加工后满足零件要求的过程。
47.本发明虽然已以较佳实施例公开如上,但其并不是用来限定本发明,任何本领域技术人员在不脱离本发明的精神和范围内,都可以利用上述揭示的方法和技术内容对本发明技术方案做出可能的变动和修改,因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化及修饰,均属于本发明技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1