一种药芯焊丝的表面处理方法与流程
1.本发明属于药芯焊丝的二次加工技术领域,具体地说,涉及一种药芯焊丝的表面处理方法。
背景技术:
2.药芯焊丝也称粉芯焊丝、管状焊丝,它分为加气保护和不加气保护两大类。药芯焊丝表面与实芯焊丝一样,是由塑性较好的低碳钢或低合金钢等材料制成的。其制造方法是先把钢带轧制成u形断面形状,再把按剂量配好的焊粉填加到u形钢带中,用压轧机轧紧,最后经拉拔制成不同规格的药芯焊丝。
3.药芯焊丝按生产特点又分为有缝和无缝药芯焊丝。无缝药芯焊丝的成品丝可进行镀铜处理,焊丝保管过程中的防潮性能以及焊接过程中的导电性均优于有缝药芯焊丝。
4.药芯焊丝按不同的情况有不同的分类方法。
5.按保护情况可分为气体保护(co2、富ar混合气体)和自保护、埋弧以及明弧四种。
6.按焊丝直径可分为细直径(2.0mm以下)和粗直径(2.0mm以上)。
7.按焊丝断面可分为简单断面和复杂断面。
8.按使用电源可分为交流陡降特性电源和直流平特性电源。
9.按填充材料可分为造渣型药芯焊丝(氧化钛型、钛钙型、氟钙型)和金属粉芯药芯焊丝。
10.常见的气体保护药芯焊丝有:aws a5.29/5.28 e71t1-c(m),e81t1-k2,e81t1-ni1,e91t1-k2,e101-k3,e111t1-k3,e80c-g,e90c-g,e110c-g等(一般直径1.2mm-1.6mm)常见的自保护药芯焊丝:一般直径:1.6mm-3.2mm常见的埋弧堆焊药芯焊丝有:aws a5.23 f71a,f8a4,f9a4,f11-a8等(一般直径:2.4mm-4.0mm)从药芯焊丝的开发及应用角度来看可作如下分类:造渣型气保护药芯焊丝可分为co2气体保护药芯焊丝,主要品种用于碳钢、50公斤级低合金结构钢(全位置焊接)、高强度钢(60-70公斤级)、低温钢(-45℃、-60℃冲击韧性)、耐热钢(1.25cr-0.5mo系,2.25cr-1mo系)、耐候钢(涂装与非涂装)、不锈钢(焊接sus304、304l、316、316l、317、317l、321、347、309s不锈钢)、耐磨堆焊(hv250、hv350、hv450、hv600)。
11.造渣型气保护药芯焊丝可分为富ar混合气体保护药芯焊丝,主要品种用于碳钢、50公斤级低合金结构钢(全位置焊接)、高强度钢(60-70公斤级)、低温钢(-45℃、-60℃冲击韧性)、耐磨堆焊(13cr-2ni系)。
12.金属粉芯药芯焊丝可分为co2气体保护药芯焊丝,主要品种用于碳钢、50公斤级低合金结构钢、高强度钢(60公斤级)、耐磨堆焊(高cr-fe系,hv800)。
13.金属粉芯药芯焊丝可分为富ar混合气体保护药芯焊丝,主要品种用于碳钢、50公斤级低合金结构钢、、低温钢(-60℃冲击韧性)、不锈钢(13cr-5ni系,13cr-4ni-mo系,17cr
系)、耐磨堆焊(13mn系、16mn-16cr系)。自保护药芯焊丝主要品种用于碳钢、50公斤级低合金结构钢和耐磨堆焊。
14.生产药芯焊丝用钢带一般为304或者304l的钢带,此类钢带需要采用冷轧的方式进行生产。在冷轧过程中为了保证钢带可以按照生产工艺进行变形以及达到预定的尺寸,往往需要在钢带表面涂敷一层轧制专用润滑油。此类润滑油在轧制完成以后需要彻底清洗干净方可出厂用于药芯焊丝的生产。清洗干净的304或304l钢带表面往往比较干涩,摩擦力较大,再加上本身的抗变形能力较强,在药芯焊丝的生产过程经常会出现药芯焊丝合口不严从而“漏粉”的情况。为了解决该问题,国内各类生产厂家一般采用在钢带背面涂敷润滑油的方式以减小药芯焊丝在轧制过程中的摩擦力从而控制钢带的成型。由于钢带的尺寸一般为10mm宽、0.4mm厚,如此尺寸的钢带,即使采用专用的背面涂油设备也不能保证没有润滑油不与药芯焊丝的药粉接触。同时,在生产过程中,为了保证药芯焊丝的表面质量,提高拉拔减径速度及降低模具的磨损,在后续的生产过程中需要使用拉丝粉进行拉拔。该过程还会在药芯焊丝合口的缝隙以及焊丝表面残留若干拉丝粉。综合上述两个原因,采用上述方法生产药芯焊丝在焊接过程中经常会在焊道表面出现气孔等缺陷,导致产品无法正常生产销售。特别是在高温高湿的夏季以及南方多雨的时候,若焊丝不进行表面处理,已经达到了无法正常使用的情况。这就为焊丝的生产以及后续处理提出了更高的要求。
技术实现要素:
15.、要解决的问题针对上述现有技术中存在的问题,本发明提供一种药芯焊丝的表面处理方法,可以有效提升药芯焊丝的综合力学性能。
16.、技术方案为解决上述问题,本发明采用如下的技术方案。
17.一种药芯焊丝的表面处理方法,包括以下步骤:(1)准备药芯焊丝,转移至电炉进行高温加热,高温加热后,去除所述的药芯焊丝表面的油脂;(2)冷却步骤(1)处理后的药芯焊丝,使用复合药液进行冲洗,冲洗后,自然晾干;(3)将自然晾干的药芯焊丝,转移到料液槽中,加入保护液进行浸泡处理,浸泡处理后,转移至氮气保护的恒温箱中进行烘干,即可。
18.上述所述的药芯焊丝的表面处理方法中,步骤(1)中高温加热的温度为450℃;步骤(1)中高温加热的时间为6h。
19.上述所述的药芯焊丝的表面处理方法中,步骤(2)中所述的复合药液,以重量份计,包括以下原料:硝酸钙
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50份-80份,聚乙烯醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
120份-200份,硫酸钠
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20份-40份,磷酸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10份-30份,乙烯基三甲氧基硅烷
ꢀꢀꢀꢀꢀꢀ
5份-10份,
氟化钠
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8份-10份,三乙醇胺
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3份-9份。
20.上述所述的药芯焊丝的表面处理方法中,步骤(2)中所述的复合药液,以重量份计,包括以下原料:硝酸钙
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60份-70份,聚乙烯醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
140份-160份,硫酸钠
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
25份-30份,磷酸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15份-25份,乙烯基三甲氧基硅烷
ꢀꢀꢀꢀꢀꢀ
5份-10份,氟化钠
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8份-10份,三乙醇胺
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3份-9份。
21.上述所述的药芯焊丝的表面处理方法中,步骤(2)中所述的复合药液,以重量份计,包括以下原料:硝酸钙
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
65份,聚乙烯醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
150份,硫酸钠
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
28份,磷酸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20份,乙烯基三甲氧基硅烷
ꢀꢀꢀꢀꢀꢀ
8份,氟化钠
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9份,三乙醇胺
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6份。
22.上述所述的药芯焊丝的表面处理方法中,步骤(2)中冲洗的温度为80℃;步骤(2)中冲洗的时间为120min。
23.上述所述的药芯焊丝的表面处理方法中,步骤(3)中所述的保护液,以重量份计,包括以下原料:聚苯胺
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50份-60份,山梨醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100份-200份,棕榈酸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50份-70份,甲基叔丁基醚
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10份-40份,唑类苯并三氮唑
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5份-9份,氯化钾
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10份-15份,二甲基亚砜
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1份-8份。
24.上述所述的药芯焊丝的表面处理方法中,步骤(3)中所述的保护液,以重量份计,包括以下原料:聚苯胺
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
55份-60份,山梨醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
130份-160份,棕榈酸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
55份-65份,甲基叔丁基醚
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20份-30份,唑类苯并三氮唑
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5份-9份,
氯化钾
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10份-15份,二甲基亚砜
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1份-8份。
25.上述所述的药芯焊丝的表面处理方法中,步骤(3)中所述的保护液,以重量份计,包括以下原料:聚苯胺
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
58份,山梨醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
150份,棕榈酸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60份,甲基叔丁基醚
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
25份,唑类苯并三氮唑
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8份,氯化钾
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13份,二甲基亚砜
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6份。
26.上述所述的药芯焊丝的表面处理方法中,步骤(3)中浸泡处理的温度为120℃;步骤(3)中浸泡处理的时间为6h。
27.、有益效果相比于现有技术,本发明的有益效果为:本技术制备的药芯焊丝具有良好的综合性能,制备的药芯焊丝可以有效提升药芯焊丝的拉伸强度和抗折强度。具体分析,创造性设置乙烯基三甲氧基硅烷、氟化钠、甲基叔丁基醚、聚苯胺、三乙醇胺及山梨醇,实药芯焊丝较好的力学性能。
具体实施方式
28.下面结合具体实施例对本发明进一步进行描述。
29.实施例1本实施例的药芯焊丝的表面处理方法,包括以下步骤:(1)准备药芯焊丝,转移至电炉进行高温加热,高温加热后,去除所述的药芯焊丝表面的油脂;(2)冷却步骤(1)处理后的药芯焊丝,使用复合药液进行冲洗,冲洗后,自然晾干;(3)将自然晾干的药芯焊丝,转移到料液槽中,加入保护液进行浸泡处理,浸泡处理后,转移至氮气保护的恒温箱中进行烘干,即可。
30.上述所述的药芯焊丝的表面处理方法中,步骤(1)中高温加热的温度为450℃;步骤(1)中高温加热的时间为6h。
31.上述所述的药芯焊丝的表面处理方法中,步骤(2)中所述的复合药液,以重量份计,包括以下原料:硝酸钙
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50份,聚乙烯醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
200份,硫酸钠
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20份,磷酸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30份,乙烯基三甲氧基硅烷
ꢀꢀꢀꢀꢀꢀ
5份,
氟化钠
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10份,三乙醇胺
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3份。
32.上述所述的药芯焊丝的表面处理方法中,步骤(2)中冲洗的温度为80℃;步骤(2)中冲洗的时间为120min。
33.上述所述的药芯焊丝的表面处理方法中,步骤(3)中所述的保护液,以重量份计,包括以下原料:聚苯胺
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50份,山梨醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
200份,棕榈酸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50份,甲基叔丁基醚
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40份,唑类苯并三氮唑
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5份,氯化钾
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15份,二甲基亚砜
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1份。
34.上述所述的药芯焊丝的表面处理方法中,步骤(3)中浸泡处理的温度为120℃;步骤(3)中浸泡处理的时间为6h。
35.实施例2本实施例的药芯焊丝的表面处理方法,包括以下步骤:(1)准备药芯焊丝,转移至电炉进行高温加热,高温加热后,去除所述的药芯焊丝表面的油脂;(2)冷却步骤(1)处理后的药芯焊丝,使用复合药液进行冲洗,冲洗后,自然晾干;(3)将自然晾干的药芯焊丝,转移到料液槽中,加入保护液进行浸泡处理,浸泡处理后,转移至氮气保护的恒温箱中进行烘干,即可。
36.上述所述的药芯焊丝的表面处理方法中,步骤(1)中高温加热的温度为450℃;步骤(1)中高温加热的时间为6h。
37.上述所述的药芯焊丝的表面处理方法中,步骤(2)中所述的复合药液,以重量份计,包括以下原料:硝酸钙
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
80份,聚乙烯醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
120份,硫酸钠
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40份,磷酸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10份,乙烯基三甲氧基硅烷
ꢀꢀꢀꢀꢀꢀ
10份,氟化钠
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8份,三乙醇胺
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9份。
38.上述所述的药芯焊丝的表面处理方法中,步骤(2)中冲洗的温度为80℃;步骤(2)中冲洗的时间为120min。
39.上述所述的药芯焊丝的表面处理方法中,步骤(3)中所述的保护液,以重量份计,包括以下原料:聚苯胺
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60份,山梨醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100份,棕榈酸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
70份,甲基叔丁基醚
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10份,唑类苯并三氮唑
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9份,氯化钾
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10份,二甲基亚砜
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8份。
40.上述所述的药芯焊丝的表面处理方法中,步骤(3)中浸泡处理的温度为120℃;步骤(3)中浸泡处理的时间为6h。
41.实施例3本实施例的药芯焊丝的表面处理方法,包括以下步骤:(1)准备药芯焊丝,转移至电炉进行高温加热,高温加热后,去除所述的药芯焊丝表面的油脂;(2)冷却步骤(1)处理后的药芯焊丝,使用复合药液进行冲洗,冲洗后,自然晾干;(3)将自然晾干的药芯焊丝,转移到料液槽中,加入保护液进行浸泡处理,浸泡处理后,转移至氮气保护的恒温箱中进行烘干,即可。
42.上述所述的药芯焊丝的表面处理方法中,步骤(1)中高温加热的温度为450℃;步骤(1)中高温加热的时间为6h。
43.上述所述的药芯焊丝的表面处理方法中,步骤(2)中所述的复合药液,以重量份计,包括以下原料:硝酸钙
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60份,聚乙烯醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
160份,硫酸钠
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
25份,磷酸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
25份,乙烯基三甲氧基硅烷
ꢀꢀꢀꢀꢀꢀ
5份,氟化钠
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10份,三乙醇胺
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3份。
44.上述所述的药芯焊丝的表面处理方法中,步骤(2)中冲洗的温度为80℃;步骤(2)中冲洗的时间为120min。
45.上述所述的药芯焊丝的表面处理方法中,步骤(3)中所述的保护液,以重量份计,包括以下原料:聚苯胺
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
55份,山梨醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
160份,棕榈酸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
55份,
甲基叔丁基醚
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30份,唑类苯并三氮唑
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5份,氯化钾
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15份,二甲基亚砜
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1份。
46.上述所述的药芯焊丝的表面处理方法中,步骤(3)中浸泡处理的温度为120℃;步骤(3)中浸泡处理的时间为6h。
47.实施例4本实施例的药芯焊丝的表面处理方法,包括以下步骤:(1)准备药芯焊丝,转移至电炉进行高温加热,高温加热后,去除所述的药芯焊丝表面的油脂;(2)冷却步骤(1)处理后的药芯焊丝,使用复合药液进行冲洗,冲洗后,自然晾干;(3)将自然晾干的药芯焊丝,转移到料液槽中,加入保护液进行浸泡处理,浸泡处理后,转移至氮气保护的恒温箱中进行烘干,即可。
48.上述所述的药芯焊丝的表面处理方法中,步骤(1)中高温加热的温度为450℃;步骤(1)中高温加热的时间为6h。
49.上述所述的药芯焊丝的表面处理方法中,步骤(2)中所述的复合药液,以重量份计,包括以下原料:硝酸钙
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
70份,聚乙烯醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
140份,硫酸钠
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30份,磷酸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15份,乙烯基三甲氧基硅烷
ꢀꢀꢀꢀꢀꢀ
10份,氟化钠
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8份,三乙醇胺
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9份。
50.上述所述的药芯焊丝的表面处理方法中,步骤(2)中冲洗的温度为80℃;步骤(2)中冲洗的时间为120min。
51.上述所述的药芯焊丝的表面处理方法中,步骤(3)中所述的保护液,以重量份计,包括以下原料:聚苯胺
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60份,山梨醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
130份,棕榈酸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
65份,甲基叔丁基醚
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20份,唑类苯并三氮唑
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9份,氯化钾
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10份,二甲基亚砜
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8份。
52.上述所述的药芯焊丝的表面处理方法中,
步骤(3)中浸泡处理的温度为120℃;步骤(3)中浸泡处理的时间为6h。
53.实施例5本实施例的药芯焊丝的表面处理方法,包括以下步骤:(1)准备药芯焊丝,转移至电炉进行高温加热,高温加热后,去除所述的药芯焊丝表面的油脂;(2)冷却步骤(1)处理后的药芯焊丝,使用复合药液进行冲洗,冲洗后,自然晾干;(3)将自然晾干的药芯焊丝,转移到料液槽中,加入保护液进行浸泡处理,浸泡处理后,转移至氮气保护的恒温箱中进行烘干,即可。
54.上述所述的药芯焊丝的表面处理方法中,步骤(1)中高温加热的温度为450℃;步骤(1)中高温加热的时间为6h。
55.上述所述的药芯焊丝的表面处理方法中,步骤(2)中所述的复合药液,以重量份计,包括以下原料:硝酸钙
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
65份,聚乙烯醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
150份,硫酸钠
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
28份,磷酸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20份,乙烯基三甲氧基硅烷
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8份,氟化钠
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9份,三乙醇胺
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6份。
56.上述所述的药芯焊丝的表面处理方法中,步骤(2)中冲洗的温度为80℃;步骤(2)中冲洗的时间为120min。
57.上述所述的药芯焊丝的表面处理方法中,步骤(3)中所述的保护液,以重量份计,包括以下原料:聚苯胺
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
58份,山梨醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
150份,棕榈酸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60份,甲基叔丁基醚
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
25份,唑类苯并三氮唑
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8份,氯化钾
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13份,二甲基亚砜
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6份。
58.上述所述的药芯焊丝的表面处理方法中,步骤(3)中浸泡处理的温度为120℃;步骤(3)中浸泡处理的时间为6h。
59.对比例1本实施例的药芯焊丝的表面处理方法,包括以下步骤:(1)准备药芯焊丝,转移至电炉进行高温加热,高温加热后,去除所述的药芯焊丝
表面的油脂;(2)冷却步骤(1)处理后的药芯焊丝,使用复合药液进行冲洗,冲洗后,自然晾干;(3)将自然晾干的药芯焊丝,转移到料液槽中,加入保护液进行浸泡处理,浸泡处理后,转移至氮气保护的恒温箱中进行烘干,即可。
60.上述所述的药芯焊丝的表面处理方法中,步骤(1)中高温加热的温度为450℃;步骤(1)中高温加热的时间为6h。
61.上述所述的药芯焊丝的表面处理方法中,步骤(2)中所述的复合药液,以重量份计,包括以下原料:硝酸钙
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
65份,聚乙烯醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
150份,硫酸钠
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
28份,磷酸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20份,氟化钠
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9份,三乙醇胺
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6份。
62.上述所述的药芯焊丝的表面处理方法中,步骤(2)中冲洗的温度为80℃;步骤(2)中冲洗的时间为120min。
63.上述所述的药芯焊丝的表面处理方法中,步骤(3)中所述的保护液,以重量份计,包括以下原料:聚苯胺
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
58份,山梨醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
150份,棕榈酸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60份,甲基叔丁基醚
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
25份,唑类苯并三氮唑
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8份,氯化钾
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13份,二甲基亚砜
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6份。
64.上述所述的药芯焊丝的表面处理方法中,步骤(3)中浸泡处理的温度为120℃;步骤(3)中浸泡处理的时间为6h。
65.对比例2本实施例的药芯焊丝的表面处理方法,包括以下步骤:(1)准备药芯焊丝,转移至电炉进行高温加热,高温加热后,去除所述的药芯焊丝表面的油脂;(2)冷却步骤(1)处理后的药芯焊丝,使用复合药液进行冲洗,冲洗后,自然晾干;(3)将自然晾干的药芯焊丝,转移到料液槽中,加入保护液进行浸泡处理,浸泡处理后,转移至氮气保护的恒温箱中进行烘干,即可。
66.上述所述的药芯焊丝的表面处理方法中,步骤(1)中高温加热的温度为450℃;
步骤(1)中高温加热的时间为6h。
67.上述所述的药芯焊丝的表面处理方法中,步骤(2)中所述的复合药液,以重量份计,包括以下原料:硝酸钙
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
65份,聚乙烯醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
150份,硫酸钠
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
28份,磷酸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20份,乙烯基三甲氧基硅烷
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8份,三乙醇胺
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6份。
68.上述所述的药芯焊丝的表面处理方法中,步骤(2)中冲洗的温度为80℃;步骤(2)中冲洗的时间为120min。
69.上述所述的药芯焊丝的表面处理方法中,步骤(3)中所述的保护液,以重量份计,包括以下原料:聚苯胺
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
58份,山梨醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
150份,棕榈酸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60份,甲基叔丁基醚
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
25份,唑类苯并三氮唑
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8份,氯化钾
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13份,二甲基亚砜
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6份。
70.上述所述的药芯焊丝的表面处理方法中,步骤(3)中浸泡处理的温度为120℃;步骤(3)中浸泡处理的时间为6h。
71.对比例3本实施例的药芯焊丝的表面处理方法,包括以下步骤:(1)准备药芯焊丝,转移至电炉进行高温加热,高温加热后,去除所述的药芯焊丝表面的油脂;(2)冷却步骤(1)处理后的药芯焊丝,使用复合药液进行冲洗,冲洗后,自然晾干;(3)将自然晾干的药芯焊丝,转移到料液槽中,加入保护液进行浸泡处理,浸泡处理后,转移至氮气保护的恒温箱中进行烘干,即可。
72.上述所述的药芯焊丝的表面处理方法中,步骤(1)中高温加热的温度为450℃;步骤(1)中高温加热的时间为6h。
73.上述所述的药芯焊丝的表面处理方法中,步骤(2)中所述的复合药液,以重量份计,包括以下原料:硝酸钙
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
65份,聚乙烯醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
150份,硫酸钠
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
28份,
磷酸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20份,乙烯基三甲氧基硅烷
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8份,氟化钠
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9份,三乙醇胺
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6份。
74.上述所述的药芯焊丝的表面处理方法中,步骤(2)中冲洗的温度为80℃;步骤(2)中冲洗的时间为120min。
75.上述所述的药芯焊丝的表面处理方法中,步骤(3)中所述的保护液,以重量份计,包括以下原料:聚苯胺
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
58份,山梨醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
150份,棕榈酸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60份,唑类苯并三氮唑
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8份,氯化钾
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13份,二甲基亚砜
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6份。
76.上述所述的药芯焊丝的表面处理方法中,步骤(3)中浸泡处理的温度为120℃;步骤(3)中浸泡处理的时间为6h。
77.对比例4本实施例的药芯焊丝的表面处理方法,包括以下步骤:(1)准备药芯焊丝,转移至电炉进行高温加热,高温加热后,去除所述的药芯焊丝表面的油脂;(2)冷却步骤(1)处理后的药芯焊丝,使用复合药液进行冲洗,冲洗后,自然晾干;(3)将自然晾干的药芯焊丝,转移到料液槽中,加入保护液进行浸泡处理,浸泡处理后,转移至氮气保护的恒温箱中进行烘干,即可。
78.上述所述的药芯焊丝的表面处理方法中,步骤(1)中高温加热的温度为450℃;步骤(1)中高温加热的时间为6h。
79.上述所述的药芯焊丝的表面处理方法中,步骤(2)中所述的复合药液,以重量份计,包括以下原料:硝酸钙
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
65份,聚乙烯醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
150份,硫酸钠
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
28份,磷酸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20份,乙烯基三甲氧基硅烷
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8份,氟化钠
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9份,三乙醇胺
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6份。
80.上述所述的药芯焊丝的表面处理方法中,步骤(2)中冲洗的温度为80℃;
步骤(2)中冲洗的时间为120min。
81.上述所述的药芯焊丝的表面处理方法中,步骤(3)中所述的保护液,以重量份计,包括以下原料:山梨醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
150份,棕榈酸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60份,甲基叔丁基醚
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
25份,唑类苯并三氮唑
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8份,氯化钾
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13份,二甲基亚砜
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6份。
82.上述所述的药芯焊丝的表面处理方法中,步骤(3)中浸泡处理的温度为120℃;步骤(3)中浸泡处理的时间为6h。
83.对比例5本实施例的药芯焊丝的表面处理方法,包括以下步骤:(1)准备药芯焊丝,转移至电炉进行高温加热,高温加热后,去除所述的药芯焊丝表面的油脂;(2)冷却步骤(1)处理后的药芯焊丝,使用复合药液进行冲洗,冲洗后,自然晾干;(3)将自然晾干的药芯焊丝,转移到料液槽中,加入保护液进行浸泡处理,浸泡处理后,转移至氮气保护的恒温箱中进行烘干,即可。
84.上述所述的药芯焊丝的表面处理方法中,步骤(1)中高温加热的温度为450℃;步骤(1)中高温加热的时间为6h。
85.上述所述的药芯焊丝的表面处理方法中,步骤(2)中所述的复合药液,以重量份计,包括以下原料:硝酸钙
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
65份,聚乙烯醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
150份,硫酸钠
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
28份,磷酸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20份,乙烯基三甲氧基硅烷
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8份,氟化钠
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9份。
86.上述所述的药芯焊丝的表面处理方法中,步骤(2)中冲洗的温度为80℃;步骤(2)中冲洗的时间为120min。
87.上述所述的药芯焊丝的表面处理方法中,步骤(3)中所述的保护液,以重量份计,包括以下原料:聚苯胺
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
58份,山梨醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
150份,棕榈酸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60份,甲基叔丁基醚
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
25份,
唑类苯并三氮唑
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8份,氯化钾
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13份,二甲基亚砜
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6份。
88.上述所述的药芯焊丝的表面处理方法中,步骤(3)中浸泡处理的温度为120℃;步骤(3)中浸泡处理的时间为6h。
89.对比例6本实施例的药芯焊丝的表面处理方法,包括以下步骤:(1)准备药芯焊丝,转移至电炉进行高温加热,高温加热后,去除所述的药芯焊丝表面的油脂;(2)冷却步骤(1)处理后的药芯焊丝,使用复合药液进行冲洗,冲洗后,自然晾干;(3)将自然晾干的药芯焊丝,转移到料液槽中,加入保护液进行浸泡处理,浸泡处理后,转移至氮气保护的恒温箱中进行烘干,即可。
90.上述所述的药芯焊丝的表面处理方法中,步骤(1)中高温加热的温度为450℃;步骤(1)中高温加热的时间为6h。
91.上述所述的药芯焊丝的表面处理方法中,步骤(2)中所述的复合药液,以重量份计,包括以下原料:硝酸钙
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
65份,聚乙烯醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
150份,硫酸钠
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
28份,磷酸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20份,乙烯基三甲氧基硅烷
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8份,氟化钠
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9份,三乙醇胺
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6份。
92.上述所述的药芯焊丝的表面处理方法中,步骤(2)中冲洗的温度为80℃;步骤(2)中冲洗的时间为120min。
93.上述所述的药芯焊丝的表面处理方法中,步骤(3)中所述的保护液,以重量份计,包括以下原料:聚苯胺
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
58份,棕榈酸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60份,甲基叔丁基醚
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
25份,唑类苯并三氮唑
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8份,氯化钾
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13份,二甲基亚砜
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6份。
94.上述所述的药芯焊丝的表面处理方法中,步骤(3)中浸泡处理的温度为120℃;步骤(3)中浸泡处理的时间为6h。
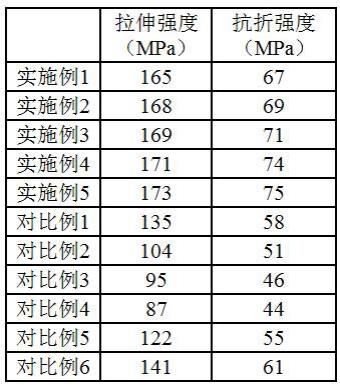
95.实施例6实施例1-5和对比例1-6中处理得到进行测试:参考测试方法-(1)董红刚, 杨丽群, 翟南,等. 药芯焊丝焊接铝合金/不锈钢接头组织及性能分析[j]. 焊接学报, 2011, 32(010):1-4.;(2)中国发明专利,申请号:cn201920392104.x,公开号:cn209820961u,公开了一种超细电阻焊丝机械强度测试装置。
[0096]
将制备的药芯焊丝进行拉伸强度及抗折强度的测试,试验结果如下:表1有表1可知,本技术制备的药芯焊丝具有良好的综合性能,实施例1-5的结果表明可以有效提升药芯焊丝的拉伸强度和抗折强度。具体分析,创造性设置乙烯基三甲氧基硅烷、氟化钠、甲基叔丁基醚、聚苯胺、三乙醇胺及山梨醇,实药芯焊丝较好的力学性能。
[0097]
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。
[0098]
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1