一种用于异质材料的激光打孔光路系统及打孔方法
1.本发明涉及激光加工技术领域,具体涉及一种用于异质材料的激光打孔光路系统及打孔方法。
背景技术:
2.激光打孔是一种先进的加工技术,通过聚焦到材料表面产生的热效应或高密度激光高能光子引发的光化学反应实现材料去除,有以下优势:1.加工材料无选择性;2.可调控参数多,制造精度高;3.非接触加工,无道具磨损。同时,激光打孔还具有质量好、效率高、切割速度快、适应性好、维护成本低等优点。基于上述优势,目前激光打孔已经大规模应用于工业生产中,通常情况下金属是激光切割的主要对象,其他加工对象还有塑料、陶瓷、硅片、玻璃等。
3.常见的激光打孔主要是针对一些毫米级至几十毫米级直径的孔,深径比也不大于20:1,并且一般是在同质材料上,而目前在异质材料上实现微米级直径、几百比一深径比、不同孔型的微孔制造仍是难题。
技术实现要素:
4.本发明的目的是解决目前难以在异质材料上实现微米级直径、几百比一深径比、不同孔型的微孔加工的问题,而提供了一种用于异质材料的激光打孔光路系统及打孔方法。
5.为达到上述目的,本发明采用的技术方案为:
6.一种用于异质材料的激光打孔光路系统,其特殊之处在于:包括在沿光路依次设置的第一分光镜和第三分光镜,合束镜和聚焦物镜;
7.出射激光经过第一分光镜反射的光路为脉冲序列光路,第一分光镜的透射光入射至第三分光镜,经第三分光镜反射的光路为长焦深光路,经第三分光镜透射的光路为高斯光路;所述高斯光路上设置有第二反射镜,经第三分光镜透射的高斯光束经第二反射镜,反射后入射至合束镜;
8.所述长焦深光路上依次设置有第三反射镜、第四反射镜、锥镜、平凸镜;经第三分光镜的反射的长焦深光束经第三反射镜、第四反射镜反射,再依次经过锥镜和平凸镜后,入射至合束镜;
9.所述脉冲序列光路上设置有第一反射镜、第二分光镜、脉冲调控膜系反射镜;经第一分光镜的反射的脉冲序列光束入射至第一反射镜,反射后入射至第二分光镜,第二分光镜的透射光入射至脉冲调控膜系反射镜,第二分光镜的反射光入射至第三分光镜背面折转光路后,经第二反射镜,反射至合束镜;
10.高斯光束、长焦深光束和脉冲序列光束经过合束镜后的合束光束,经聚焦物镜,透射会聚在待打孔的异质材料表面;
11.所述高斯光路、长焦深光路和脉冲序列光路上均设置有用于选择光路的快门。
12.进一步地,所述锥镜与平凸镜之间距离为220mm,平凸镜与合束镜、合束镜与聚焦物镜之间距离之和为186mm。
13.进一步地,所述经第二分光镜的透射光垂直入射至脉冲调控膜系反射镜;
14.所述高斯光束从聚焦物镜的中心通过,且光轴与聚焦物镜光轴同轴;
15.所述长焦深光束经第三反射镜、第四反射镜反射后,从锥镜、平凸镜及聚焦物镜的中心通过,且光轴与聚焦物镜光轴同轴;
16.所述脉冲序列光束从聚焦物镜的中心通过,且光轴与聚焦物镜光轴同轴。
17.进一步地,所述脉冲序列光路上第一反射镜前还设有波片,用于激光偏振态调制;
18.在第一反射镜和第二分光镜之间、第一分光镜和第三分光镜之间、第三分光镜和第二反射镜之间、以及第四反射镜和锥镜之间分别设有用于选择光路的第一快门、第二快门、第三快门和第四快门。
19.进一步地,所述波片为四分之一波长波片;
20.所述第一分光镜、第二分光镜和第三分光镜均为熔融石英材料,光束透过率为50%,反射率50%;
21.所述第一反射镜、第二反射镜、第三反射镜和第四反射镜均为熔融石英材料,光束反射率均优于99%;
22.所述锥镜的材料为熔融石英,锥角为2
°
;
23.所述平凸镜的材料为熔融石英,凸面曲率半径r为69mm,厚度为3.2mm,焦距为150mm;
24.合束镜的材料为熔融石英,光束透过率为50%,反射率为50%;
25.聚焦物镜的放大倍率为20倍,数值孔径为0.45。
26.本发明还提供了一种用于异质材料的激光打孔方法,其特殊之处在于,包括以下步骤:
27.步骤1、搭建上述的用于异质材料的激光打孔光路系统;
28.步骤2、同轴调试,使高斯光束、长焦深光束和脉冲序列光均从聚焦物镜的中心通过,且光轴与聚焦物镜光轴同轴;
29.步骤3、观察三路激光束加工的微孔是否存在微量偏移;
30.若不存在,进入步骤4;若存在,则对微量偏移进行补偿调整,使得三路激光束在同一位置加工;
31.步骤4、通过打开或关闭三路激光通路上的快门,切换光路对异质材料进行打孔。
32.进一步地,步骤2具体为:
33.2.1、打开第二快门和第三快门,关闭第一快门和第四快门,切换至高斯光路,调整入射光角度和位置,使入射的高斯光束从聚焦物镜的中心通过,且光轴与聚焦物镜光轴同轴;
34.2.2、打开第二快门和第四快门,关闭第一快门和第三快门,切换至长焦深光路,调整第三反射镜和第四反射镜的角度和位置,使入射的长焦深光束从锥镜、平凸镜及聚焦物镜的中心通过,且光轴与聚焦物镜光轴同轴;
35.2.3、打开第一快门和第三快门,关闭第二快门和第四快门,切换至脉冲序列光路,调整第一反射镜、第二分光镜以及脉冲调控膜系反射镜的角度和位置,使入射的脉冲序列
光束从聚焦物镜的中心通过,且光轴与聚焦物镜光轴同轴。
36.进一步地,步骤3中,所述对微量偏移进行补偿调整具体为:
37.将三路光束分别加工的微孔在显微镜下进行测量,分别得到脉冲序列光束、长焦深光束加工微孔与高斯光束加工微孔的偏距,再通过加工时位移台进行补偿,保证三路激光可以在同一位置实现加工。
38.进一步地,步骤4具体为:
39.4.1、打开第一快门和第三快门,关闭第二快门和第四快门,切换至脉冲序列光路,激发多个脉冲串在异质材料表面的非透明材料上打孔,将非透明材料打透;
40.4.2、打开第二快门和第四快门,关闭第一快门和第三快门,切换至长焦深光路,在透明材料上实现大深径比微孔加工;
41.4.3、打开第二快门和第三快门,关闭第一快门和第四快门,切换至高斯光路,高斯光束入射在异质材料表面非透明材料上,通过光束扫描制造沉孔,沉孔角度可通过光束扫描路径变化进行调控。
42.与现有技术相比,本发明具有的有益技术效果如下:
43.本发明通过对光路系统优化设计,采用对飞秒激光光路进行空域、时域调控,可以产生高斯、长焦深、脉冲序列三路聚焦光束,通过分时切换三路光束分别针对不同材料不同孔型进行加工,可在非透明、透明材料组成的异质材料上实现多种孔型制孔。
附图说明
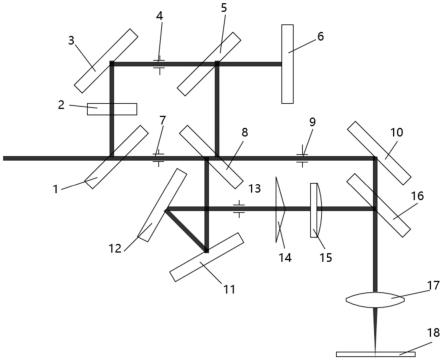
44.图1为本发明用于异质材料的激光打孔光路系统实施例示意图;
45.图2为本发明实施例中采用不同类型激光加工不同材料不同孔型的微孔结构示意图;其中,(a)为脉冲序列光束在非透明材料上的微孔结构,(b)为长焦深光束在透明材料上的微孔结构,(c)为高斯光束在非透明材料上的微孔结构。
46.附图标记:
47.1-第一分光镜,2-波片,3-第一反射镜,4-第一快门,5-第二分光镜,6-脉冲调控膜系反射镜,7-第二快门,8-第三分光镜,9-第三快门,10-第二反射镜,11-第三反射镜,12-第四反射镜,13-第四快门,14-锥镜,15-平凸镜,16-合束镜,17-聚焦物镜,18-异质材料。
具体实施方式
48.为使本发明的目的、优点和特征更加清楚,以下结合附图和具体实施例对本发明提出的一种用于异质材料的激光打孔光路系统及打孔方法作进一步详细说明。本领域技术人员应当理解的是,这些实施方式仅仅用来解释本发明的技术原理,目的并不是用来限制本发明的保护范围。
49.如图1所示,本发明提供的用于异质材料的激光打孔光路系统,在激光器出射光路上设有第一分光镜1、第二分光镜5和第三分光镜8,通分光镜和反射镜转折光路,将出射激光分为三路激光束,分别为高斯光路、长焦深光路和脉冲序列光路。
50.在激光器出射光路上依次设置第一分光镜1、第二分光镜5和第三分光镜8,入射激光经过第一分光镜1和第三分光镜8后形成三条光路,其中经第一分光镜1反射的光路为脉冲序列光路,第一分光镜1的透射光入射至第三分光镜8,经第三分光镜8反射的光路为长焦
深光路,经第三分光镜8透射的光路为高斯光路。
51.高斯光路包括第二反射镜10、合束镜16和聚焦物镜17。经第三分光镜8的透射光入射至第二反射镜10,反射后入射至合束镜16,合束后入射至聚焦物镜17,透射会聚在待打孔的异质材料18的表面。
52.长焦深光路包括第三反射镜11、第四反射镜12、锥镜14、平凸镜15、合束镜16和聚焦物镜17。第三分光镜8的反射入射至第三反射镜11,反射后入射至第四反射镜12,再次反射后依次经过锥镜14和平凸镜15,入射至合束镜16,合束后入射至聚焦物镜17,透射会聚在待打孔的异质材料18表面。
53.脉冲序列光路包括波片2、第一反射镜3、第二分光镜5、脉冲调控膜系反射镜6、第三分光镜8、第二反射镜10、合束镜16和聚焦物镜17。经第一分光镜1的反射光入射至波片2,透射后入射至第一反射镜3,反射后入射至第二分光镜5,经第二分光镜5的透射光入射至脉冲调控膜系反射镜6,反射后入射至第三分光镜8背面折转光路,而后入射至第二反射镜10,反射后入射至合束镜16,合束后入射至聚焦物镜17,透射会聚在待打孔的异质材料18表面。
54.在第一反射镜3和第二分光镜5之间、第一分光镜1和第三分光镜8之间、第三分光镜8和第二反射镜10之间、以及第四反射镜12和锥镜14之间分别设有用于选择光路的第一快门4、第二快门7、第三快门9和第四快门13。
55.激光入射时,当第二快门7和第三快门9打开,第一快门4和第四快门13关闭时,光路切换至高斯光路,此时传输至聚焦物镜的光束为高斯光束;当第二快门7和第四快门13打开,第一快门4和第三快门9关闭时,光路切换至长焦深光路,此时聚焦物镜聚焦光束为长焦深光束;当第一快门4和第三快门9打开,第二快门7和第四快门13关闭时,光路切换至脉冲序列光路,此时传输至聚焦物镜的光束为经过脉冲调控的光束。
56.第一分光镜1、第二分光镜5和第三分光镜8均为熔融石英材料,光束透过率为50%,反射率50%。
57.第一反射镜3、第二反射镜10、第三反射镜11和第四反射镜12均为熔融石英材料,光束反射率均优于99%。
58.锥镜14的材料为熔融石英,锥角为2
°
。
59.平凸镜15的材料为熔融石英,凸面曲率半径r为69mm,厚度为3.2mm,焦距为150mm。
60.合束镜16的材料为熔融石英,光束透过率为50%,反射率为50%。
61.聚焦物镜17的放大倍率为20倍,数值孔径为0.45。
62.波片2为四分之一波长波片;
63.锥镜14与平凸镜15之间距离为220mm,平凸镜15与合束镜16、合束镜16与聚焦物镜17之间距离之和为186mm。
64.脉冲调控膜系反射镜6可将单个脉冲调控成脉冲延迟200fs的两个脉冲,入射脉冲调控膜系反射镜光束要求与其保持正交。
65.利用上述用于异质材料的激光打孔光路系统对异质材料打孔的方法,本实施例中的,异质材料18为透明材料和非透明材料构成,具体包括以下步骤:
66.步骤1、搭建上述用于异质材料的激光打孔光路系统;
67.步骤2、同轴调试
68.2.1、打开第二快门7和第三快门9,关闭第一快门4和第四快门13,切换至高斯光
路,调整入射光角度和位置,使入射的高斯光束从聚焦物镜17的中心通过,且光轴与聚焦物镜17光轴同轴;
69.2.2、打开第二快门7和第四快门13,关闭第一快门4和第三快门9,切换至长焦深光路,调整第三反射镜11和第四反射镜12的角度和位置,使入射的长焦深光束从锥镜14、平凸镜15及聚焦物镜17的中心通过,且光轴与聚焦物镜光轴同轴;
70.2.3、打开第一快门4和第三快门9,关闭第二快门7和第四快门13,切换至脉冲序列光路,调整第一反射镜3、第二分光镜5以及脉冲调控膜系反射镜6的角度和位置,使入射的脉冲序列光束从聚焦物镜17的中心通过,且光轴与聚焦物镜17光轴同轴;
71.步骤3、经过上述三个步骤,若三路光束加工的微孔仍存在微量(微米级)偏移,则将三路光束分别加工的微孔在显微镜下进行测量,得到脉冲序列光束、长焦深光束加工微孔分别于高斯光束加工微孔的偏距,该偏距将通过加工时位移台进行补偿,保证三路激光可以在同一位置实现加工;
72.步骤4、对异质材料打孔
73.4.1、打开第一快门4和第三快门9,关闭第二快门7和第四快门13,切换至脉冲序列光路,激发多个脉冲串在异质材料18表面的非透明材料上打孔,将非透明材料打透,如图2中(a)所示;
74.4.2、打开第二快门7和第四快门13,关闭第一快门4和第三快门9,切换至长焦深光路,在透明材料上实现大深径比微孔加工,如图2中(b)所示;
75.4.3、打开第二快门7和第三快门9,关闭第一快门4和第四快门13,切换至高斯光路,高斯光束入射在异质材料18表面非透明材料上,通过光束扫描制造沉孔,沉孔角度可通过光束扫描路径变化进行调控,如图2中(c)所示;
76.经过上述三个步骤,即可在异质材料18上制造微米级孔径、大深径比、不同沉孔孔型的微孔。
77.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1