一种门内板工艺补充拔模面拱曲的方法与流程
1.本发明属于门内板拉延工艺技术领域,具体涉及一种门内板工艺补充拔模 面拱曲的方法。
背景技术:
2.车门内板是汽车门板总成的一部分,现有汽车覆盖件生产工艺中门内板通 过压机将钢板冷冲压成型制造。门内板由于安装加强梁、玻璃升降器、门锁等 电气、结构件的需要,造型往往比较复杂,拉延深度较大通常成型困难,成型 过程中平直段工艺补充易出现起皱问题,自由回弹状态时受应力作用,由于刚 度不足,制件出现波浪缺陷,尤其在窗框位置及门槛位置由于制件特征平直, 拉延深度较大,工艺补充拔模面易产生波浪起皱缺陷,现场难以彻底消除此类 缺陷,的影响后序型面服帖性,严重的甚至影响制件质量。
3.参阅图1改进前斜平面拔模面示意图。图1展示了门内外板窗框位置正常 拉延工艺补充拔模面的做法,虚线框内的平直段3刚性差,应力集中,易产生 起皱缺陷,严重的会影响面品质量。
技术实现要素:
4.为了克服上述问题,本发明提供一种门内板工艺补充拔模面拱曲的方法, 能够抑制车门内板拉延工艺补充平直段拔模面起皱,通过改善拔模面设计方法, 通过冲压工艺优化门内板拉延平直段工艺,增加平直段工艺补充即拔模面线长 及增强局部区域刚性,抑制车门内板拉延工艺补充平直段拔模面起皱;保证车 门内板拉延工艺补充拔模面平直段刚度好,不起皱、无波浪;从而实现消除车 门内板拉延工艺补充平直段拔模面波浪缺陷。
5.一种门内板工艺补充拔模面拱曲的方法,将斜平面拔模面改造成拱曲面; 具体包括如下内容:
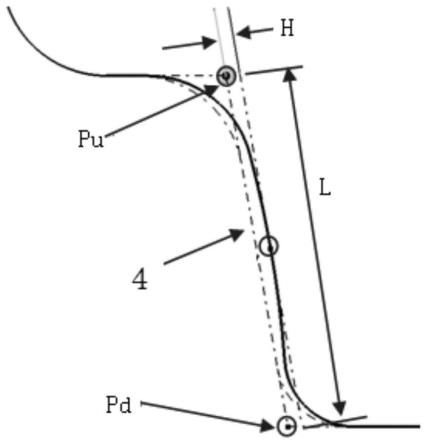
6.步骤一,分别取所需改造的拔模面上圆角rb尖点线的边界一a和拔模面下 圆角rc尖点线的边界二d,再将拔模面上下延伸至此两边界,获得恢复后的拔 模面e并取其纵向中线记为第一纵向中线l1;
7.步骤二,将恢复后的拔模面e向外偏移弦高h=2%l,其中l为拔模面长度, 获得偏移面f并取其纵向中线记为第二纵向中线,将第二纵向中线两端各去除 100mm作为过渡区5,并将去除过渡区5的第二纵向中线的两端分别与第一纵向 中线l1两端连接,获得引导线l2;
8.步骤三,以边界一a、引导线l2、边界二d作为截面,以所需改造的拔模 面斜平面4的短边边界为引导线获得拱曲拔模面6;
9.步骤四,将拱曲拔模面与其他工艺补充光顺衔接即完成拱曲拔模面的改造。
10.所述拔模面长度l为任意一拔模面上圆角rb的上尖点pu和与其对应的拔 模面下圆角rc的下尖点pd之间的距离。
11.所述步骤三中采用catia软件中创成式外形设计模块中的多截面曲面命令 按键
可以包括第一和第二特征直接接触,也可以包括第一和第二特征不 是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征
ꢀ“
之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅 仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方
”ꢀ
和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水 平高度小于第二特征。
28.在本实施例的描述中,术语“上”、“下”、“左”、“右”等方位或位置关系 为基于附图所示的方位或位置关系,仅是为了便于描述和简化操作,而不是指 示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作, 因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅仅用于在描 述上加以区分,并没有特殊的含义。
29.实施例1
30.如图2和图3所示,一种门内板工艺补充拔模面拱曲的方法,包括如下内 容:
31.步骤一,分别取所需改造的拔模面上圆角rb尖点线的边界一a和拔模面下 圆角rc尖点线的边界二d,再将拔模面上下延伸至此两边界,获得恢复后的拔 模面e并取其纵向中线记为第一纵向中线l1;
32.步骤二,将恢复后的拔模面e向外偏移弦高h=2%l,其中l为拔模面长度, 获得偏移面f并取其纵向中线记为第二纵向中线,将第二纵向中线两端各去除 100mm作为过渡区5,并将去除过渡区5的第二纵向中线的两端分别与第一纵向 中线l1两端连接,获得引导线l2;
33.步骤三,以边界一a、引导线l2、边界二d作为截面,以所需改造的拔模 面斜平面4的两个短边边界即边界三c和边界四b为引导线获得拱曲拔模面6;
34.步骤四,将拱曲拔模面与其他工艺补充光顺衔接即完成拱曲拔模面的改造。
35.所述拔模面上圆角rb的上尖点pu和拔模面下圆角rc的下尖点pd分别是 边界a和边界d的某一点,若干个上尖点pu组成边界一a,若干个下尖点pd 组成边界二d。
36.所述拔模面长度l为任意一拔模面上圆角rb的上尖点pu和与其对应的拔 模面下圆角rc的下尖点pd之间的距离。即拔模面长度l是将拔模面上圆角rb、 拔模面下圆角rc恢复尖角后的斜面长度,起始点分别是拔模面上圆角rb的上 尖点pu和拔模面下圆角rc的下尖点pd。
37.所述步骤三中采用catia软件中创成式外形设计模块中的多截面曲面命令 按键实现。
38.实施例2
39.一种门内板工艺补充拔模面拱曲的方法,能够消除车门内板工艺补充平直 段拔模面波浪缺陷。本方法将斜平面拔模面改造成拱曲面,增加线长,增强刚 性,在保证拔模面光顺的条件下达到消除起皱缺陷的目的。
40.按照本方法,将拔模面平直段进行改造,将斜平面改成拱曲面,拱曲面的 弦高h为拔模面长度l的2%,增加线长,增强刚性,消除起皱缺陷。
41.参阅图3拱曲拔模面设计方法示意图,该方法具体改造方法为:取拔模面 上圆角rb、拔模面下圆角rc的尖点线边界一a与边界二d,将拔模面上下延伸 至此两边界,获得恢复后的拔模面e并取其纵向中线记为第一纵向中线l1。将 恢复后的拔模面e向外偏移弦高h=2%l(l为拔模面长度)获得偏移面f并取其 纵向中线记为第二纵向中线,第二纵向中线
两端各去除100mm作为过渡区,并 将其与第一纵向中线l1两端连接,结合获得引导线l2。用用catia软件中创 成式外形设计模块中的多截面曲面命令,以边界一a、引导线l2、边界二d作 为截面,以所需改造的拔模面斜平面4的两个短边边界即边界三c和边界四b 为引导线即可获得拱曲拔模面,将其与其他工艺补充光顺衔接即可完成。
42.3.5参阅图4改进后拱曲拔模面与改进前差别示意图可见,改进后的拱曲 拔模面6中部区域隆起,呈拱曲状态,拱曲高度从中间向四周依次递减,用以 达到增加线长、增强刚度从而消除起皱的目的。
43.本方法是通过改变拉延拔模面构造方法,由平面改成胀型曲面的方法,使 其弦高约为直线段长度2%,达到增大线长及增强刚性的方法,消除缺陷。
44.区别于当前普遍使用的工艺方法,即拉延工艺补充拔模面为与拉延冲压方 向角度一致的斜面,本方法突破现有方法,创新使用曲面拔模面。
45.通过将斜面改为曲面,整体增加线长及形成向外的拱形,增强拔模面刚度。
46.门内板拔模面改造是整体连贯的改造,区别于局部增加吸皱造型,将拔模 面纵向增加2%的弦高,形成拱形,消除缺陷。
47.改进前拔模面与冲压方向夹角为10
°
,改进后,拱曲拔模面6上任一点位 与冲压方向间的最小夹角即拔模角大于5
°
。
48.拔模面改良后光顺,避免了局部造型对产品带来的局部暗坑风险。
49.以上结合附图详细描述了本发明的优选实施方式,但是,本发明的保护范 围并不局限于上述实施方式中的具体细节,在本发明的技术构思范围内,任何 熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方 案及其发明构思加以等同替换或改变,这些简单变型均属于本发明的保护范围。
50.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征, 在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重 复,本发明对各种可能的组合方式不再另行说明。
51.此外,本发明的各种不同的实施方式之间也可以进行任意组合,只要其不 违背本发明的思想,其同样应当视为本发明所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1