一种用于大型轮船柴油机气缸套的数控机床的制作方法
1.本发明涉及轮船柴油机气缸套制作技术领域,尤其涉及一种用于大型轮船柴油机气缸套的数控机床。
背景技术:
2.轮船柴油机气缸套是一个圆筒形零件,置于机体的气缸体孔中,上由气缸盖压紧固定。活塞在其内孔作往复运动,其外有冷却水冷却,气缸套内表受高温高压燃气直接作用,并始终与活塞环及活塞裙部发生高速滑动摩擦,外表与冷却水接触,在较大温差下产生严重热应力,受冷却水腐蚀,活塞对缸套的侧推力不仅加剧其内表摩擦,并使其产生弯曲,侧推力改变方向时,活塞还撞击缸套,此外还受到较大的安装预紧力,气体压力使气缸壁产生切向拉应力和径向压应力,并且在内表面最大,这种应力都是高频脉动应力,因缸壁内外温差产生极大的热应力,一般温度下使内表面产生压应力而冷却面存在拉应力。
3.轮船气缸套在制作中需要进行多种工艺,例如:钻孔、攻丝、铣孔、刻字,传统的加工一般都是将轮船柴油机气缸套竖着放,然后开始作业,但是竖着放时,产品有4米多高,它只能加工一半长度位置的孔,而轮船柴油机气缸套从头到尾有好多孔光腰孔就有30多个,每次加工完一半长度位置的孔之后需要将气缸套卸下工件调头重新安装,然后再加工另外一半长度位置的孔,这样不仅加工不方便,且工作效率很慢,另外由于轮船气缸套太过庞大,竖着放,既不安全,加工也不方便,为了解决上述问题,我们提供了一种用于大型轮船柴油机气缸套的数控机床。
技术实现要素:
4.(一)要解决的技术问题
5.解决传统的加工一般都是将轮船柴油机气缸套竖着放,然后开始作业,但是竖着放时,产品有4米多高,它只能加工一半长度位置的孔,而轮船柴油机气缸套从头到尾有好多孔光腰孔就有30多个,每次加工完一半长度位置的孔之后需要将气缸套卸下工件调头重新安装,然后再加工另外一半长度位置的孔,这样不仅加工不方便,且工作效率很慢,另外由于轮船气缸套太过庞大,竖着放,既不安全,加工也不方便的问题,提供了一种用于大型轮船柴油机气缸套的数控机床。
6.(二)技术方案
7.一种用于大型轮船柴油机气缸套的数控机床,包括有底座、底座上设置有用于夹紧气缸套的主轴箱带有高精度双导程蜗轮蜗杆付采用伺服电机通过高分辨率编码器反馈到系统实现闭环控制旋转主轴分度,底座的旁边设置有用于加工轮船气缸套的卧加机床,底座导轨上有尾座和中心架作中间和后端对气缸套的支撑和顶住,机床下方两边开有用于收集废屑的收集槽有螺旋杆将废屑排到集屑箱。
8.作为优选的技术方案,车床包括设置在底座一端的卡爪装置、设置在底座另一端的夹持装置,卡爪装置包括固定在底座上的机箱,机箱内部水平转动安装有转轴,转轴且朝
向夹持装置的一端固定有圆盘、另一端设置有第一驱动箱,圆盘的中心处固定有第一定位头,圆盘上且绕第一定位头均布安装有用于夹紧轮船气缸套的三角卡爪,第一驱动箱固定在机箱上,第一驱动箱内部设置有相互啮合的第一齿轮、第一蜗杆,第一齿轮固定在转轴上,第一蜗杆水平转动安装在第一驱动箱内部,且第一蜗杆一端固定有用于驱动第一蜗杆转动的第一电机,机箱内部设置有用于可点刹转轴的卡钳机构。
9.作为优选的技术方案,夹持装置包括固定在底座上的机架,机架顶部水平固定有轴套,轴套内部水平滑动安装有朝向第一定位头的第二定位头,第二定位头的尾部设置有第二驱动箱,第二驱动箱固定在底座上,第二驱动箱内部水平转动安装有第一螺杆,第一螺杆与第二定位头螺接,第二驱动箱内部设置有相互啮合的第二齿轮、第二蜗杆,第二齿轮固定在第一螺杆上,第二蜗杆水平转动安装在第二驱动箱内部,且第二蜗杆一端延伸至第二驱动箱外部且该端头处固定有转手。
10.作为优选的技术方案,卡钳机构包括固定在机箱内部的安装板,转轴贯穿安装板,安装板上可上下滑动安装有可用于抱紧转轴的第一卡钳、第二卡钳,机箱内部竖直转动安装有第一限位杆、第二限位杆,第一限位杆、第二限位杆贯穿第一卡钳、第二卡钳的两端,第一限位杆的上半部分成型有螺纹,且第一限位杆与第一卡钳螺接,第二限位杆的下半部分成型有旋向相反的螺纹,且第二限位杆与第二卡钳螺接,第一限位杆的顶部延伸至机箱外部,且该端头处安装有用于驱动第一限位杆转动的第二电机,第一限位杆、第二限位杆的顶部固定有链轮,链轮外套设有皮带,第一卡钳、第二卡钳上设置有可用于抱紧转轴的点刹单元,两个点刹单元呈中心对称分布。
11.作为优选的技术方案,点刹单元包括转动嵌设在第一卡钳、第二卡钳内部的套筒,套筒与第一限位杆或者第二限位杆螺接,第一卡钳、第二卡钳内部开有矩形槽,矩形槽内部设置有矩形卡块,矩形卡块且远离套筒的一端水平设置有第一弹簧、另一端设置有与套筒配合连接的锁紧块,第一弹簧一端与矩形槽内壁固定连接、另一端与矩形卡块侧壁固定连接,套筒的侧壁开有锁槽,锁紧块嵌设在锁槽内部,矩形卡块且朝向第一弹簧的一侧开有斜面朝向第一弹簧的三角卡槽、另一侧开有通槽,通槽内部水平设置有第二弹簧,第二弹簧一端与通槽内部固定连接、另一端与锁紧块固定连接,第二卡钳上竖直固定有卡杆,卡杆的顶部延伸至第一卡钳矩形槽内部,卡杆的顶端成型有朝向第一弹簧的斜面,且卡杆的顶端与三角卡槽卡接,套筒的顶部设置有用于限制套筒旋转的棘轮棘爪结构。
12.作为优选的技术方案,棘轮棘爪结构包括固定在套筒顶部的棘轮,第一卡钳、第二卡钳内部开有安装槽,安装槽内设置有第三弹簧,第三弹簧的一端与安装槽侧壁固定连接,另一端固定有棘爪,棘爪与棘轮卡接。
13.作为优选的技术方案,卧加机床包括可左右滑动地设置在底座上的底板,底板上可前后滑动地设置有机架,机架上可上下滑动地设置有刀具板,刀具板上安装有用于加工轮船气缸套的刀具。
14.作为优选的技术方案,底座上水平固定有一对第一滑块,底座上且位于两个第一滑块之间转动安装有第二螺杆,底板的底部固定有第一滑槽,第一滑块嵌设在第一滑槽内,第二螺杆的一端固定有驱动第二螺杆旋转的第三电机,底板上水平固定有一对第二滑块,底板上且位于两个第二滑块之间转动安装有第三螺杆,机架的底部固定有第二滑槽,第二滑块嵌设在第二滑槽内,第三螺杆的一端固定有驱动第三螺杆旋转的第四电机,机架上竖
直固定有一对第三滑块,机架上且位于两个第三滑块之间转动安装有第四螺杆,刀具板的侧壁固定有第三滑槽,第三滑块嵌设在第三滑槽内,第四螺杆的一端固定有驱动第四螺杆旋转的第五电机。
15.(三)有益效果
16.本发明的有益效果在于:
17.(1)将轮船气缸套水平放置到底座上,卡爪装置配合夹持装置将轮船气缸套夹持在车床上,第一电机启动带动第一蜗杆转动,第一齿轮、第一蜗杆相互啮合,第一蜗杆转动带动第一齿轮转动,第一齿轮固定在转轴上,第一齿轮转动带动转轴转动,从而可带动夹持在车床上的轮船气缸套旋转,通过设置车床、卡爪装置、夹持装置,将轮船气缸套从竖直放置变为水平放置,大大的增加了加工的安全性,加工也方便,另外通过设置第一齿轮、第一蜗杆、转轴,当加工完一个孔之后,只需控制第一电机旋转一定角度,即可控制轮船气缸套旋转一定角度,然后即可加工另外一个孔,自动化程度高,不仅加工不方便,且工作效率很慢;
18.(2)转手转动带动第二蜗杆转动,第二齿轮、第二蜗杆相互啮合,第二蜗杆转动带动第二齿轮转动,第二齿轮固定在第一螺杆上,第二齿轮转动带动第一螺杆转动,螺杆与第二定位头螺接,轴套内部水平滑动安装有朝向第一定位头的第二定位头,第一螺杆转动带动第二定位头在轴套内部水平滑动,直至第二定位头配合第一定位头将轮船气缸套夹紧即可;
19.(3)通过设置点刹单元,可以随时控制第一卡钳、第二卡钳将转轴抱紧,从而实现点刹功能,提高工作效率;
20.(4)卧加机床、配合转轴,实现轴运动,从而可以实现对轮船气缸套进行钻孔、攻丝、铣孔、刻字等工艺。
21.(5)该用于轮船气缸套的数控机床解决了传统的加工一般都是将轮船气缸套竖着放,然后开始作业,但是竖着放时,产品有4米多高,它只能加工一半长度位置的孔,而轮船气缸套顶部光腰孔就有30多个,每次加工完一半长度位置的孔之后需要将旋转轮船气缸套旋转一定角度,然后再加工另外一半长度位置的孔,这样不仅加工不方便,且工作效率很慢,另外由于轮船气缸套太过庞大,竖着放,既不安全,加工也不方便的问题。
附图说明
22.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
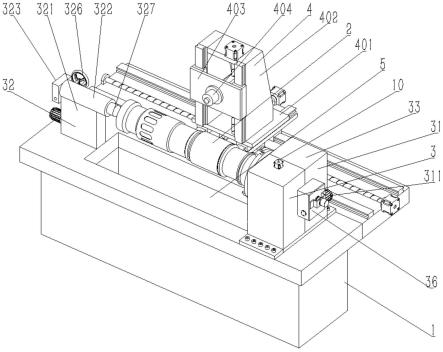
23.图1是本发明的结构示意图;
24.图2是本发明卡爪装置的结构示意图;
25.图3是本发明夹持装置的结构示意图;
26.图4是本发明点刹单元的内部结构示意图;
27.图5是本发明棘轮棘爪结构的结构示意图;
28.图6是图5a部的局部放大图;
29.1-底座;2-轮船气缸套;3-车床;4-卧加机床;5-收集槽;6-安装板;71-第一卡钳;72-第二卡钳;8-第一限位杆;9-第二限位杆;10-第二电机;11-皮带;12-点刹单元;31-卡爪装置;32-夹持装置;33-机箱;34-转轴;35-圆盘;36-第一驱动箱;37-第一定位头;38-三角卡爪;39-第一齿轮;310-第一蜗杆;311-第一电机;312-卡钳机构;32-夹持装置;321-机架;322-轴套;323-第二驱动箱;324-第二齿轮;325-第二蜗杆;326-转手;121-套筒;122-矩形卡块;123-第一弹簧;124-锁紧块;125-锁槽;127-三角卡槽;128-通槽;129-第二弹簧;1210-卡杆;13-棘轮棘爪结构;131-棘轮;132-第三弹簧;133-棘爪;401-底板;402-机架;403-刀具板;404-刀具;
具体实施方式
30.结合附图对本发明一种用于大型轮船柴油机气缸套的数控机床,做进一步说明,下面结合实施例对本发明作进一步详述:
31.如图1所示:一种用于大型轮船柴油机气缸套的数控机床,包括有底座1、轮船气缸套2,其特征在于:底座1上设置有用于夹紧轮船气缸套2的车床3,底座1的旁边设置有用于加工轮船气缸套2的卧加机床4,底座1上且位于轮船气缸套2下方开有用于收集废屑的收集槽5。
32.如图2所示:车床3包括设置在底座1一端的卡爪装置31、设置在底座1另一端的夹持装置32,卡爪装置31包括固定在底座1上的机箱33,机箱33内部水平转动安装有转轴34,转轴34且朝向夹持装置32的一端固定有圆盘35、另一端设置有第一驱动箱36,圆盘35的中心处固定有第一定位头37,圆盘35上且绕第一定位头37均布安装有用于夹紧轮船气缸套2的三角卡爪38,第一驱动箱36固定在机箱33上,第一驱动箱36内部设置有相互啮合的第一齿轮39、第一蜗杆310,第一齿轮39固定在转轴34上,第一蜗杆310水平转动安装在第一驱动箱36内部,且第一蜗杆310一端固定有用于驱动第一蜗杆310转动的第一电机311,机箱33内部设置有用于可点刹转轴34的卡钳机构312。
33.需要说明的是,将轮船气缸套2水平放置到底座1上,卡爪装置31配合夹持装置32将轮船气缸套2夹持在车床3上,第一电机311启动带动第一蜗杆310转动,第一齿轮39、第一蜗杆310相互啮合,第一蜗杆310转动带动第一齿轮39转动,第一齿轮39固定在转轴34上,第一齿轮39转动带动转轴34转动,从而可带动夹持在车床3上的轮船气缸套2旋转,通过设置车床3、卡爪装置31、夹持装置32,将轮船气缸套2从竖直放置变为水平放置,大大的增加了加工的安全性,加工也方便,另外通过设置第一齿轮39、第一蜗杆310、转轴34,当加工完一半长度位置的孔之后,只需控制第一电机311旋转一定角度,即可控制轮船气缸套2旋转一定角度,然后即可加工另外一半长度位置的孔,自动化程度高,不仅加工不方便,且工作效率很慢。
34.如图3所示:夹持装置32包括固定在底座1上的机架321,机架321顶部水平固定有轴套322,轴套322内部水平滑动安装有朝向第一定位头37的第二定位头327,第二定位头322的尾部设置有第二驱动箱323,第二驱动箱323固定在底座1上,第二驱动箱323内部水平转动安装有第一螺杆328,第一螺杆328与第二定位头327螺接,第二驱动箱323内部设置有相互啮合的第二齿轮324、第二蜗杆325,第二齿轮324固定在第一螺杆328上,第二蜗杆325水平转动安装在第二驱动箱323内部,且第二蜗杆325一端延伸至第二驱动箱323外部且该
端头处固定有转手326。
35.需要说明的是,转手326转动带动第二蜗杆325转动,第二齿轮324、第二蜗杆325相互啮合,第二蜗杆325转动带动第二齿轮324转动,第二齿轮324固定在第一螺杆328上,第二齿轮324转动带动第一螺杆328转动,螺杆328与第二定位头327螺接,轴套322内部水平滑动安装有朝向第一定位头37的第二定位头327,第一螺杆328转动带动第二定位头327在轴套322内部水平滑动,直至第二定位头327配合第一定位头37将轮船气缸套2夹紧即可。
36.如图2、4所示:卡钳机构312包括固定在机箱33内部的安装板6,转轴34贯穿安装板6,安装板6上可上下滑动安装有可用于抱紧转轴34的第一卡钳71、第二卡钳72,机箱33内部竖直转动安装有第一限位杆8、第二限位杆9,第一限位杆8、第二限位杆9贯穿第一卡钳71、第二卡钳72的两端,第一限位杆8的上半部分成型有螺纹,且第一限位杆8与第一卡钳71螺接,第二限位杆9的下半部分成型有旋向相反的螺纹,且第二限位杆9与第二卡钳72螺接,第一限位杆8的顶部延伸至机箱33外部,且该端头处安装有用于驱动第一限位杆8转动的第二电机10,第一限位杆8、第二限位杆9的顶部固定有链轮,链轮外套设有皮带11,第一卡钳71、第二卡钳72上设置有可用于抱紧转轴34的点刹单元12,两个点刹单元12呈中心对称分布。
37.需要说明的是,第二电机10启动带动第一限位杆8转动,第一限位杆8、第二限位杆9的顶部固定有链轮,链轮外套设有皮带11,第一限位杆8转动带动第二限位杆9转动,第一限位杆8的上半部分成型有螺纹,且第一限位杆8与第一卡钳71螺接,第二限位杆9的下半部分成型有旋向相反的螺纹,且第二限位杆9与第二卡钳72螺接,第一限位杆8、第二限位杆9转动带动第一卡钳71、第二卡钳72相互靠近,从而可将转轴34抱紧,当需要加工轮船气缸套2时,即可启动第二电机10,从而控制第一卡钳71、第二卡钳72将转轴34抱紧,自动化程度高,加工方便。
38.如图4、5所示:点刹单元12包括转动嵌设在第一卡钳71、第二卡钳72内部的套筒121,套筒121与第一限位杆8或者第二限位杆9螺接,第一卡钳71、第二卡钳72内部开有矩形槽,矩形槽内部设置有矩形卡块122,矩形卡块122且远离套筒121的一端水平设置有第一弹簧123、另一端设置有与套筒121配合连接的锁紧块124,第一弹簧123一端与矩形槽内壁固定连接、另一端与矩形卡块122侧壁固定连接,套筒121的侧壁开有锁槽125,锁紧块124嵌设在锁槽125内部,矩形卡块122且朝向第一弹簧123的一侧开有斜面朝向第一弹簧123的三角卡槽127、另一侧开有通槽128,通槽128内部水平设置有第二弹簧129,第二弹簧129一端与通槽128内部固定连接、另一端与锁紧块124固定连接,第二卡钳72上竖直固定有卡杆1210,卡杆1210的顶部延伸至第一卡钳71矩形槽内部,卡杆1210的顶端成型有朝向第一弹簧123的斜面,且卡杆1210的顶端与三角卡槽127卡接,套筒121的顶部设置有用于限制套筒121旋转的棘轮棘爪结构13。
39.需要说明的是,当第一限位杆8顺时针转动时,套筒121与第一限位杆8或者第二限位杆9螺接,同时,套筒121的侧壁开有锁槽125,锁紧块124嵌设在锁槽125内部,第一限位杆8带动套筒121向下运动,套筒121向下运动带动第一卡钳71向下运动,矩形卡块122且朝向第一弹簧123的一侧开有斜面朝向第一弹簧123的三角卡槽127,第二卡钳72上竖直固定有卡杆1210,卡杆1210的顶部延伸至第一卡钳71矩形槽内部,卡杆1210的顶端成型有朝向第一弹簧123的斜面,第一卡钳71向下运动带动矩形卡块122向下运动,卡杆1210的顶端与三角卡槽127卡接,矩形卡块122在卡杆1210、三角卡槽127的作用下,矩形卡块122向左滑动,
矩形卡块122向左滑动带动锁紧块124向左滑动,从而使锁紧块124脱离套筒121上的锁槽125,此时第一限位杆8保持空转状态。当需要第一卡钳71、第二卡钳72复位时,第二电机10逆时针方向转动,带动第一限位杆8逆时针方向转动,套筒121的顶部设置有用于限制套筒121旋转的棘轮棘爪结构13,棘轮棘爪结构13在套筒121顺时针方向转动时不起作用,但是当套筒121逆时针方向转动时,棘轮棘爪结构13将套筒121锁紧,使其不再空转,而是随着第一限位杆8逆时针方向转动,此时套筒121由于被棘轮棘爪结构13,第一限位杆8逆时针方向转动带动套筒121向上运动,套筒121向上运动带动第一卡钳71向上运动,卡杆1210的顶端与三角卡槽127脱离,由于第一弹簧123的作用,矩形卡块122向右滑动,又由于第二弹簧129的作用,锁紧块124也向右滑动,直至锁紧块124再次嵌设在套筒121上的锁槽125内部即可,通过设置点刹单元12,可以随时控制第一卡钳71、第二卡钳72将转轴34抱紧,从而实现点刹功能,提高工作效率。
40.如图6所示:棘轮棘爪结构13包括固定在套筒121顶部的棘轮131,第一卡钳71、第二卡钳72内部开有安装槽,安装槽内设置有第三弹簧132,第三弹簧132的一端与安装槽侧壁固定连接,另一端固定有棘爪133,棘爪133与棘轮131卡接。
41.需要说明的是,当套筒121顺时针方向转动时,棘爪133与棘轮131不卡接,此时棘轮棘爪结构13不起作用,当套筒121逆时针方向转动时,棘爪133与棘轮131卡接,此时棘轮棘爪结构13将套筒121锁紧。
42.如图1所示:卧加机床4包括可左右滑动地设置在底座1上的底板401,底板401上可前后滑动地设置有机架402,机架402上可上下滑动地设置有刀具板403,刀具板403上安装有用于加工轮船气缸套2的刀具404。
43.如图1所示:底座1上水平固定有一对第一滑块,底座1上且位于两个第一滑块之间转动安装有第二螺杆,底板401的底部固定有第一滑槽,第一滑块嵌设在第一滑槽内,第二螺杆的一端固定有驱动第二螺杆旋转的第三电机,底板401上水平固定有一对第二滑块,底板401上且位于两个第二滑块之间转动安装有第三螺杆,机架402的底部固定有第二滑槽,第二滑块嵌设在第二滑槽内,第三螺杆的一端固定有驱动第三螺杆旋转的第四电机,机架402上竖直固定有一对第三滑块,机架402上且位于两个第三滑块之间转动安装有第四螺杆,刀具板403的侧壁固定有第三滑槽,第三滑块嵌设在第三滑槽内,第四螺杆的一端固定有驱动第四螺杆旋转的第五电机。
44.需要说明的是,卧加机床4、配合转轴34,实现4轴运动,从而可以实现对轮船气缸套2进行钻孔、攻丝、铣孔、刻字等工艺。
45.还需要说明的是,一;机床分度主轴箱的结构主要部件有箱体/主轴/高精密蜗轮蜗杆付/轴承nn系列三个加双向推力角接触一个/高分辨率编码器/液压刹车盘组合而。机床创新重点是通过高精密的蜗轮蜗杆付采用伺服电机驱动蜗杆传动蜗轮转动主轴进行分度主轴尾端有直连高分辨率编码器反馈信号传输到系统实现闭环控制。
46.二;高精密蜗轮蜗杆付是采用双导程蜗杆结构,蜗杆的安装结构有蜗杆轴承座装有二个锥子轴承/蜗杆轴承座螺母安装在蜗轮箱体上/蜗杆轴承座螺母是锁定蜗杆轴承座/调节时松开蜗杆轴承座螺母转动蜗杆轴承痤进行调节达到高精密配合,双导程蜗杆的优点是在蜗轮和蜗杆装配时通过可调间隙使蜗轮和蜗杆达到高精密无间隙配合。这种蜗杆结构的优势是机床长期工作后蜗轮蜗杆磨损产生间隙时可通过调整蜗杆方向消除间隙恢复精
度获得长期使用寿命。
47.三;机床在加工切屑能实现铣腰孔用自动渐进式纵深加工,加工穿透后可进行游铣修光,一个孔完成后进行分度旋转到设定位置液压刹车盘锁定主轴防止铣屑时产生振荡获得更佳的切屑性能,在汽缸套外圈的腰孔加工完成后bt50主轴和24把刀库按设定好的刀号进行自动换刀,换刀完成后进行加工钻孔按设定循环加工,钻孔完成后换上丝攻进行攻丝工作,攻丝完成后换上刻字刀按设定位置进行刻字直到全部完成。
48.工作原理:将轮船气缸套2水平放置到底座1上,卡爪装置31配合夹持装置32将轮船气缸套2夹持在车床3上,第一电机311控制转轴34旋转,从而控制轮船气缸套2在车床3上旋转,卧加机床4、配合转轴34,实现4轴运动,从而可以实现对轮船气缸套2进行钻孔、攻丝、铣孔、刻字等工艺,通过设置点刹单元12,可以随时控制第一卡钳71、第二卡钳72将转轴34抱紧,从而实现点刹功能,该用于轮船气缸套的数控机床解决了传统的加工一般都是将轮船气缸套竖着放,然后开始作业,但是竖着放时,产品有4米多高,它只能加工一半长度位置的孔,而轮船气缸套顶部光腰孔就有30多个,每次加工完一半长度位置的孔之后需要将旋转轮船气缸套旋转一定角度,然后再加工另外一半长度位置的孔,这样不仅加工不方便,且工作效率很慢,另外由于轮船气缸套太过庞大,竖着放,既不安全,加工也不方便的问题。
49.上面的实施例仅仅是对本发明的优选实施方式进行描述,并非对本发明的构思和范围进行限定,在不脱离本发明设计构思的前提下,本领域普通人员对本发明的技术方案做出的各种变型和改进,均应落入到本发明的保护范围,本发明请求保护的技术内容,已经全部记载在权利要求书中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1