一种全自动缝合板锡焊机的制作方法
1.本发明涉及锡焊机技术领域,具体涉及一种全自动缝合板锡焊机。
背景技术:
2.自动焊锡机是一种自动化的焊锡焊接设备,其主要是通过运用机械手运动功能来完成焊锡作业的。自动焊锡机的核心部分是焊锡系统。
3.中国专利申请公布号为cn104014894a公开了“一种全自动浸焊机,包括顺次连接的助焊剂自动喷雾系统、自动浸锡系统、自动刮锡系统,所述的助焊剂自动喷雾系统、自动浸锡系统、自动刮锡系统均通过控制器控制,控制器与电源电连接。本发明的有益效果是:本发明各系统均采用传感器检测并通过控制器控制,使本发明更具智能化,而且节约电能,与传统的半自动浸焊机相比效率大大提高,而且不需要人工操作,节约了人力”。但此专利在焊接时无法实现自动对工件双面焊接,另外无法在焊接时自动添加助焊剂,功能单一,自动化程度低。
技术实现要素:
4.有鉴于此,本发明提供一种全自动缝合板锡焊机,不仅能大大提高焊接效率,而且操作方便,自动化程度高。
5.为解决上述技术问题,本发明提供一种全自动缝合板锡焊机,包括柜体,所述柜体包括底座及设于底座上的顶罩,顶罩外壁一侧开设有放料口;第一固定架,所述第一固定架固定安装在底座上,且顶罩罩设于第一固定架外部;水平移动驱动装置,所述水平移动驱动装置设于第一固定架顶部;提升装置,所述提升装置顶部与所述水平移动驱动装置连接,提升装置在水平移动驱动装置的作用下可沿水平方向移动;夹取装置,所述夹取装置与所述提升装置固定连接,适用于夹取缝合板;助焊剂托板,所述助焊剂托板设于底座上,且助焊剂托板位于靠近放料口的一侧,助焊剂托板适用于放置缝合板并在缝合板上喷涂上助焊剂;锡炉,所述锡炉设于底座上,且锡炉位于与助焊剂托板相对的一侧,适用于对添加过助焊剂的缝合板进行喷涂焊接。
6.进一步地,所述水平移动驱动装置包括设在第一固定架顶部一侧的水平驱动导轨及设置在第一固定架顶部另一侧且与水平驱动导轨相互平行设置的滑轨;水平驱动导轨与提升装置传动连接,滑轨与提升装置滑动连接。
7.进一步地,所述提升装置包括水平移动板及与水平移动板固定连接的u型架;所述水平移动板的长度方向两侧底部分别安装有滑动板及连接块,滑动板与所述滑轨滑动连接,连接块与所述水平驱动导轨传动连接;所述水平移动板顶部固定安装有第一电机,第一电机的输出端穿过水平移动板固定连接有螺纹杆,螺纹杆底端与所述u型架转动连接,螺纹套外壁套设有第一螺纹套,第一
螺纹套与所述夹取装置连接,第一螺纹套适用于带动夹取装置同步上下移动。
8.进一步地,所述夹取装置包括与第一螺纹套固定连接的升降板,升降板两侧与u型架滑动连接,升降板沿长度方向两侧底部固定连接有竖板,两个竖板相对的一侧设有导向组件,导向组件外壁滑动连接有第一夹板和第二夹板,第一夹板和第二夹板对称设置,且第一夹板和第二夹板相对的一侧均设有用于抓取缝合板的抓手;两个所述竖板之间还设有用于带动第一夹板和第二夹板相互靠近或远离的驱动组件。
9.进一步地,所述驱动组件包括固定安装在竖板外壁的第二电机,第二电机的输出端固定连接有双向丝杆,双向丝杆远离第二电机的一端与穿过第一夹板和第二夹板并与竖板转动连接;所述第一夹板和第二夹板上均固定连接有第二螺纹套,第二螺纹套套设在双向丝杆的两端外壁。
10.进一步地,所述导向组件包括两个相互平行设置的第一导向杆、两个相互平行设置的第二导向杆,第一导向杆和第二导向杆均与第一夹板、第二夹板滑动连接。
11.进一步地,两个抓手与第一夹板和第二夹板转动连接;其中,第二夹板外侧设有从动皮带轮,从动皮带轮内侧与抓手固定连接;两个所述竖板之间还转动连接有转轴,转轴外壁与第一夹板和第二夹板滑动连接,竖板外壁固定连接有与转轴一端固定连接的第三电机,所述转轴外壁靠近从动皮带轮的一侧还固定连接有主动皮带轮,主动皮带轮与从动皮带轮之间通过皮带传动连接。
12.进一步地,所述锡炉为喷流锡炉,包括箱体,箱体内壁设有用于缝合板进行焊接的喷头,箱体上方设有用于给喷头提供动力的第四电机。
13.进一步地,所述底座上还设有用于出料的第一输送带,第一输送带设于助焊剂托板及锡炉之间。
14.进一步地,所述柜体外部还设有与第一输送带的出料端相连的出料冷却装置,出料冷却装置适用于将焊接完成的缝合板进行冷却和收集;所述出料冷却装置包括第二固定架,第二固定架顶部固定安装有与第一输送带位置相对应的第二输送带,第二输送带上方设有冷却风箱,冷却风箱适用于对第二输送带上的缝合板进行冷却;所述第二输送带的出料端还连接有接料板,接料板远离第二输送带的一端斜向下设置,适用于收纳缝合板。
15.本发明的上述技术方案的有益效果如下:1、本发明通过设置水平移动驱动装置、提升装置、夹取装置及助焊剂托板和锡炉,在对缝合板焊接时,先将缝合板放置在助焊剂托板上,并在缝合板上添加助焊剂,然后,夹取装置将缝合板夹取,并通过提升装置使缝合板与助焊剂托板分离,并通过夹取装置将缝合板翻转180
°
,再将缝合板放置在助焊剂托板上,实现双面添加助焊剂,添加助焊剂完成后,通过提升装置和水平移动驱动装置,将缝合板移动至锡炉位置处,进行焊接,焊接完成一面后,再翻转缝合板,实现双面焊接,一次性完成焊接工作,工作高效。
16.2、通过在柜体内部设置第一输送带,能够将焊接完成的缝合板自动移送至柜体外部;通过在柜体外部设置出料冷却装置,一方面能够对焊接完成的缝合板进行冷却,另一方
面,方便对焊接完成缝合板进行收集。
17.3、通过在夹取装置上设置导向组件,能够大大提高第一夹板和第二夹板移动过程中的稳定性。
18.4、通过在夹取装置上设置第三电机、主动皮带轮和从动皮带轮,第三电机工作时,能够通过第三电机带动转轴转动,转轴带动主动皮带轮同步转动,主动皮带轮带动从动皮带轮转动,从而实现对缝合板的翻转,使用方便。
附图说明
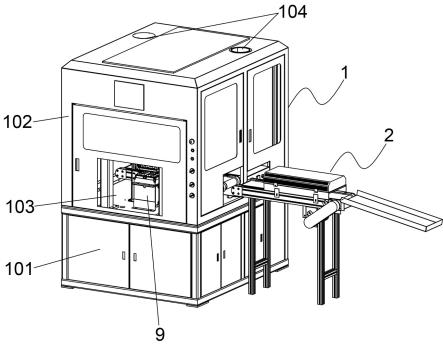
19.图1为本发明轴测的结构示意图;图2为本发明轴测的结构示意图(没有顶罩);图3为本发明中提升装置和夹取装置轴测的结构示意图;图4为本发明中提升装置轴测的结构示意图;图5为本发明中水平移动驱动装置的结构示意图;图6为本发明中锡炉轴测的结构示意图;图7为本发明中出料冷却装置轴测的结构示意图。
20.图中:1、柜体;101、底座;102、顶罩;103、放料口;104、抽烟筒;2、出料冷却装置;201、第二固定架;202、第二输送带;203、冷却风箱;204、接料板;3、第一固定架;4、锡炉;401、箱体;402、喷头;403、第四电机;5、水平移动驱动装置;501、滑轨;502、水平驱动导轨;6、提升装置;601、水平移动板;602、滑动板;603、连接块;604、u型架;605、竖向导轨;606、滑块;607、连接板;608、第一电机;609、螺纹杆;610、第一螺纹套;7、夹取装置;701、升降板;702、竖板;703、第一导向杆;704、第二导向杆;705、第一夹板;706、第二夹板;707、抓手;708、滑套;709、双向丝杆;710、第二螺纹套;711、转轴;712、第二电机;713、第三电机;714、主动皮带轮;715、从动皮带轮;8、第一输送带。
具体实施方式
21.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例的附图1-7,对本发明实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于所描述的本发明的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本发明保护的范围。
22.如图1-7所示:一种全自动缝合板锡焊机,包括柜体1,柜体1包括底座101和固定安装在底座101顶部的顶罩102,底座101顶部固定安装有第一固定架3,顶罩102罩设在第一固定架3外壁,顶罩102外壁一侧开设有用于进料的放料口103,底座101顶部一侧安装有用于增加助焊剂的助焊剂托板,底座101顶部另一侧安装有用于对缝合板焊接的锡炉4,第一固定架3顶部固定安装有水平移动驱动装置5,水平移动驱动装置5底部连接有提升装置6,提升装置6底部连接有夹取装置7,夹取装置7在水平移动驱动装置5的作用下,可在助焊剂托板于锡炉4之间往复运动,夹取装置7在提升装置6的作用下可沿竖直方向上下移动。
23.具体而言,一种全自动缝合板锡焊机,包括柜体1,所述柜体1包括底座101及设于底座101上的顶罩102,顶罩102外壁一侧开设有放料口103,且顶罩102顶部还安装有用于吸风的抽烟筒104,抽烟筒104位于锡炉4的正上方,抽烟筒104的设置,一方面有利于对锡焊机
进行散热,另一方面能够减少焊接时,产生的烟气污染。
24.第一固定架3,所述第一固定架3固定安装在底座101上,且顶罩102罩设于第一固定架3外部。
25.水平移动驱动装置5,所述水平移动驱动装置5设于第一固定架3顶部。
26.提升装置6,所述提升装置6顶部与所述水平移动驱动装置5连接,提升装置6在水平移动驱动装置5的作用下可沿水平方向移动。
27.夹取装置7,所述夹取装置7与所述提升装置6固定连接,适用于夹取缝合板;夹取装置7工作时,可通过提升装置6调节夹取装置7的高度,从而实现对缝合板的翻转。
28.助焊剂托板,所述助焊剂托板设于底座101上,且助焊剂托板位于靠近放料口103的一侧,助焊剂托板适用于放置缝合板并在缝合板上喷涂上助焊剂。
29.锡炉4,所述锡炉4设于底座101上,且锡炉4位于与助焊剂托板相对的一侧,适用于对添加过助焊剂的缝合板进行喷涂焊接。
30.该实施例,通过设置水平移动驱动装置5、提升装置6、夹取装置7及助焊剂托板和锡炉4,在对缝合板焊接时,先将缝合板放置在助焊剂托板上,并在缝合板上添加助焊剂,然后,夹取装置7将缝合板夹取,并通过提升装置6使缝合板与助焊剂托板分离,并通过夹取装置7将缝合板翻转180
°
,再将缝合板放置在助焊剂托板上,实现双面添加助焊剂,添加助焊剂完成后,通过提升装置6和水平移动驱动装置5,将缝合板移动至锡炉4位置处,进行焊接,焊接完成一面后,再翻转缝合板,实现双面焊接,一次性完成焊接工作,工作高效。
31.根据本发明的一个实施例,如图2和图5所示,所述水平移动驱动装置5包括设在第一固定架3顶部一侧的水平驱动导轨502及设置在第一固定架3顶部另一侧且与水平驱动导轨502相互平行设置的滑轨501;水平驱动导轨502与提升装置6传动连接,滑轨501与提升装置6滑动连接。
32.该实施例,工作时,水平驱动导轨502带动提升装置6沿滑轨501方向移动,从而实现使缝合板从助焊剂拖板处移动至锡炉4处。
33.根据本发明的一个实施例,如图3和图4所示,所述提升装置6包括水平移动板601及与水平移动板601固定连接的u型架604;所述水平移动板601的长度方向两侧底部分别安装有滑动板602及连接块603,滑动板602与所述滑轨501滑动连接,连接块603与所述水平驱动导轨502传动连接;所述水平移动板601顶部固定安装有第一电机608,第一电机608的输出端穿过水平移动板601固定连接有螺纹杆609,螺纹杆609底端与所述u型架604转动连接,螺纹套外壁套设有第一螺纹套610,第一螺纹套610与所述夹取装置7连接,第一螺纹套610适用于带动夹取装置7同步上下移动。
34.该实施例,工作时,第一电机608带动螺纹杆609转动,螺纹套外壁与夹取装置7连接,螺纹套在螺纹杆609的作用下沿竖直方向上下移动,从而实现对夹取装置7的高度调节。
35.根据本发明的一个实施例,如图3所示,所述夹取装置7包括与第一螺纹套610固定连接的升降板701,升降板701两侧与u型架604滑动连接,u型架604内壁两侧沿竖直方向固定连接有竖向导轨605,竖向导轨605外壁滑动连接有滑块606,滑块606外壁固定连接有连接板607,两个连接板607与升降板701固定连接,通过设置滑块606和竖向导轨605,在螺纹杆609转动时,能够防止螺纹套与螺纹杆609同步转动,同时能够保证升降板701的稳定性。
36.升降板701沿长度方向两侧底部固定连接有竖板702,两个竖板702相对的一侧设有导向组件,导向组件外壁滑动连接有第一夹板705和第二夹板706,第一夹板705和第二夹板706对称设置,且第一夹板705和第二夹板706相对的一侧均设有用于抓取缝合板的抓手707,两个所述竖板702之间还设有用于带动第一夹板705和第二夹板706相互靠近或远离的驱动组件。
37.该实施例,在夹取缝合板时,升降板701在提升装置6的作用下沿竖向导轨605方向向下移动,直至抓手707与缝合板位于同一平面时,此时第一夹板705和第二夹板706在驱动组件的作用下,相互靠近,两个抓手707将缝合板夹取固定,然后再次升高第一夹板705和第二夹板706,完成将缝合板位置升高。
38.根据本发明的一个实施例,如图3所示,所述驱动组件包括固定安装在竖板702外壁的第二电机712,第二电机712的输出端固定连接有双向丝杆709,双向丝杆709具体为一种两端均开设有螺纹,且螺纹方向相反的一种丝杆,双向丝杆709远离第二电机712的一端与穿过第一夹板705和第二夹板706并与竖板702转动连接;所述第一夹板705和第二夹板706上均固定连接有第二螺纹套710,第二螺纹套710套设在双向丝杆709的两端外壁。
39.该实施例,工作时,第二电机712带动双向丝杆709转动,第一夹板705和第二夹板706上的第二螺纹套710在双向丝杆709的作用下能够相互靠近或远离,抓手707根据第一夹板705和第二夹板706同步移动,从而实现对缝合板的夹持。
40.根据本发明的一个实施例,如图3所示,所述导向组件包括两个相互平行设置的第一导向杆703、两个相互平行设置的第二导向杆704,第一导向杆703和第二导向杆704均与第一夹板705、第二夹板706通过滑套708滑动连接;第一导向杆703位于第二导向杆704上方,且上述实施例中的双向丝杆709位于第一导向杆703和第二导向杆704之间。
41.通过在夹取装置7上设置导向组件,能够大大提高第一夹板705和第二夹板706移动过程中的稳定性。
42.根据本发明的一个实施例,如图3所示,两个抓手707与第一夹板705和第二夹板706转动连接;其中,第二夹板706外侧设有从动皮带轮715,从动皮带轮715内侧与抓手707固定连接;两个所述竖板702之间还转动连接有转轴711,转轴711穿过第一夹板705和第二夹板706,且转轴711与第一夹板705和第二夹板706均滑动连接;竖板702外壁固定连接有与转轴711一端固定连接的第三电机713,所述转轴711外壁靠近从动皮带轮715的一侧还固定连接有主动皮带轮714,主动皮带轮714与从动皮带轮715之间通过皮带传动连接。
43.该实施例,当需要对缝合板进行翻转时,第三电机713带动转轴711转动,转轴711带动主动皮带轮714转动,从动皮带轮715在皮带的作用下与主动皮带轮714同步转动,当抓手707抓取到缝合板时,两个抓手707均能够与从动皮带轮715同步转动,从而能够实现对缝合板的翻转,进而实现双面焊接。
44.需要说明的是,在抓手707转动时,需要将夹取装置7提高到一定的高度,以满足缝
合板的转动空间。
45.本发明中的锡炉4具体为喷流锡炉4,喷流锡炉4可采用本领域技术人员所公知的一种,只需要满足能够对缝合板进行焊接即可,锡炉4包括箱体401,箱体401内壁设有用于缝合板进行焊接的喷头402,箱体401上方设有用于给喷头402提供动力的第四电机403,在使用时,只需将缝合板放置在喷头402上方即可实现焊接。
46.本发明为方便出料,并对焊接完成的缝合板进一步自动处理,在底座101上还设有用于出料的第一输送带8,第一输送带8设于助焊剂托板及锡炉4之间,当焊接完成后,只需要将缝合板放置在第一输送带8上即可完成输送。
47.所述柜体1外部还设有与第一输送带8的出料端相连的出料冷却装置2,出料冷却装置2适用于将焊接完成的缝合板进行冷却和收集;所述出料冷却装置2包括第二固定架201,第二固定架201顶部固定安装有与第一输送带8位置相对应的第二输送带202,具体的第一输送带8的出料端与第二输送带202的进料端相连,实现物料转运,第二输送带202上方设有冷却风箱203,冷却风箱203适用于对第二输送带202上的缝合板进行冷却,具体的冷却风箱203是一种本领域技术人员所公知的能够对第二输送带202吹风,同时能够使缝合板冷却的一种风箱,并不局限于特定的一种。
48.为方便收集物料,在所述第二输送带202的出料端还连接有接料板204,接料板204远离第二输送带202的一端斜向下设置。
49.本发明的工作原理:工作时,先将缝合板放置在助焊剂托板上,并在缝合板上添加助焊剂,然后,夹取装置7将缝合板夹取,并通过提升装置6使缝合板与助焊剂托板分离,并通过夹取装置7将缝合板翻转180
°
,再将缝合板放置在助焊剂托板上,实现双面添加助焊剂,添加助焊剂完成后,通过提升装置6和水平移动驱动装置5,将缝合板移动至锡炉4位置处,进行焊接,焊接完成一面后,再翻转缝合板,实现双面焊接,一次性完成焊接工作,焊接完成后,再将缝合板放置在第一输送带8上,并通过第一输送带8传递至第二输送带202上,实现冷却和收集。
50.调节缝合板的水平位置时,水平驱动导轨502带动提升装置6沿滑轨501方向移动,从而实现使缝合板从助焊剂拖板处移动至锡炉4处。
51.调节缝合板的高度时,第一电机608带动螺纹杆609转动,螺纹套外壁与夹取装置7连接,螺纹套在螺纹杆609的作用下沿竖直方向上下移动,从而实现对夹取装置7的高度调节。
52.在夹取缝合板时,升降板701在提升装置6的作用下沿竖向导轨605方向向下移动,直至抓手707与缝合板位于同一平面时,第二电机712带动双向丝杆709转动,第一夹板705和第二夹板706上的第二螺纹套710在双向丝杆709的作用下能够相互靠近或远离,抓手707根据第一夹板705和第二夹板706同步移动,从而实现对缝合板的夹持。
53.当需要对缝合板进行翻转时,第三电机713带动转轴711转动,转轴711带动主动皮带轮714转动,从动皮带轮715在皮带的作用下与主动皮带轮714同步转动,当抓手707抓取到缝合板时,两个抓手707均能够与从动皮带轮715同步转动,从而能够实现对缝合板的翻转,进而实现双面焊接。
54.在本发明中,除非另有明确的规定和限定,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒
介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
55.以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明所述原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1