一种多车型白车身共线的焊装生产系统以及焊装生产方法与流程
1.本发明涉及白车身焊装生产领域,具体涉及多车型白车身共线焊装生产技术。
背景技术:
2.随着汽车行业的迅速发展,各主机厂商之间的竞争日趋激烈,各大厂商都在快速推出新产品以抢占市场。在新产品试制阶段,由于整车厂试制车间的新车车型切换十分频繁,导致试制车间自动化困难,现有的传统试制采用手工点焊、手工补焊的焊装生产模式,往往是通过总成外包,人力雇佣,增加生产班次,共用某一生产工位等手段解决上述问题,这种试制方法试制车间场地受限、试制周期紧张、耗费人力成本且焊装质量难以控制。
3.现有公开专利文献cn111515581a中公开了一种多车型共线的自动化柔性化主焊线,包含定位切换工位、总拼工位、补焊工位和下线工位,系统包含plc系统、焊接机器人、抓具、滚床和台车等,由plc控制台车在滚床上移动实现零件在工位上的流转、下线等,可以实现规划好的多车型主焊工位共线生产,多车型共用焊接工位,但仍一些问题。例如:主焊线自动化程度高、系统复杂,如有新产品生产规划,在准备阶段调试阶段,需要调整焊接夹具、抓具等硬件设施,同时需要调整焊接程序、plc控制程序,调试周期较长,调试过程中原有车型不能继续生产导致停产,无法满足试制阶段的产量需求;共用滚床线体长、占地大,滚床一次投入成本较高;为实现上件、装夹等工作,采用抓举机器人,设备一次投入成本较高。
技术实现要素:
4.为了解决现有多车型共线焊线调试周期长以及成本高的问题,本发明提出了一种多车型白车身共线的焊装生产系统以及焊装生产方法。
5.本发明的技术方案如下:
6.一种多车型白车身共线的焊装生产系统,所述生产系统包括主拼工位、补焊工位、划橇以及转运车,所述主拼工位为手工悬点焊机工位,所述补焊工位为双机器人带七轴工位,所述转运车用于将在主拼工位完成主拼工序的白车身转运至补焊工位,所述划橇用于将所述白车身定位于所述主拼工位和所述补焊工位上完成焊接工序,还用于置于转运车上承载所述白车身完成转运过程。
7.优选地,所述转运车的转运过程由人工完成。
8.优选地,所述主拼工位和所述补焊工位上均设有车身定位平台。
9.优选地,所述划橇的下表面和所述车身定位平台的上表面分别设有定位销和定位孔,以实现不同车型划橇在所述主拼工位和所述补焊工位上的定位。
10.优选地,所述划橇上表面还设有专用的与所述白车身连接的车身定位装置,以实现对不同车型的白车身的定位。
11.优选地,所述车身定位平台上设有举升装置,用于托举所述划橇实现上下移动,落入或脱离所述车身定位平台。
12.本发明还提供了一种多车型白车身共线的焊装生产方法,所述方法应用上述的生
产系统,具体包括以下步骤:
13.s1、进行多车型车身结构分析,根据不同车型定制专用的划橇,并进行补焊工位的机器人离线仿真及编程;
14.s2、将多车型对应的划橇分别定位在各个主拼工位上,待焊接的车身定位于划橇上,开始主拼焊接工序;
15.s3、一种车型主拼焊接工序完成后,采用主拼工位上车身定位平台的举升装置托举所述划橇向上移动,脱离所述主拼工位的车身定位平台;
16.s4、将划橇置于转运车上,人工转运至所述补焊工位,采用补焊工位上车身定位平台的举升装置托举所述划橇乡下移动,使得划橇落入补焊工位的车身定位平台,启动机器人开始补焊工序;
17.s5、补焊工序完成后采用补焊工位上车身定位平台的举升装置托举所述划橇向上移动,脱离所述补焊工位的车身定位平台,取走划橇及车身,完成该车型的车身制造;
18.s6、待下一车型主拼焊接工序完成后,进行补焊工位机器人调试,并重复s3-s5的操作,完成多车型白车身共线焊装生产。
19.与现有技术相比,本发明解决了多车型共线焊线调试周期长以及成本高的问题,具体有益效果为:
20.1.本发明提供的的系统,融合了手工焊接及自动化焊接应用于车身总成合拼焊接。相较纯手工焊接,提升了补焊工作效率及焊点质量,降低了工人劳动强度,可以实现多车型白车身总成同工位自动化补焊;相较全自动化焊接减少了大量的自动化设备投入,通过手工工位的设置提升了整个系统的灵活性。
21.2.本发明提供的系统采用划橇作为焊装工位的定位工装,设有通用的平台定位装置和专用的车身定位装置,在试制产线切换车型时,只需更换相应车型对应的划橇即可开始生产,无需对补焊工位或进行任何调节,机器人选择相应的车型的焊接程序即可,切换车型速度快,车身生产效率可大大提升。
附图说明
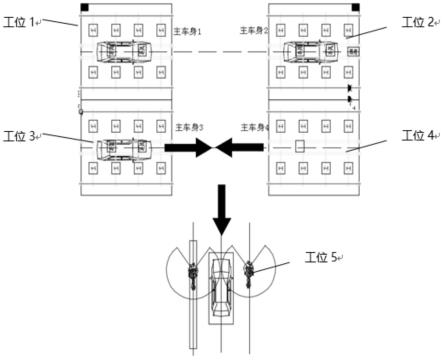
22.图1为实施例1中所述工位分布示意图;
23.图2为实施例1中所述转运车结构示意图;
24.图3为实施例1中所述划橇结构示意图。
25.图4为实施例1中所述划撬置于转运车上的结构示意图;
26.图5为实施例3中所述车身定位平台结构示意图;
具体实施方式
27.为使本发明的技术方案更加清楚,下面将结合本发明实施例中的附图对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.实施例1.
29.本实施例提供了一种多车型白车身共线的焊装生产系统,所述生产系统包括若干
主拼工位、补焊工位、划橇以及转运车,所述主拼工位为手工悬点焊机工位,所述补焊工位为双机器人带七轴工位,所述转运车用于将在主拼工位完成主拼工序的白车身转运至补焊工位,所述划橇用于将所述白车身定位于所述主拼工位和所述补焊工位上完成焊接工序,还用于置于转运车上承载所述白车身完成转运过程。
30.图1为本实施例所述生产系统中工位分布示意图,以四个主拼工位和一个补焊工位的组成为例,图中工位1至工位4代表四和主拼工位,工位5代表补焊工位。本实施例转运车结构示意图见图2,所述划橇结构示意图见图3,划橇可置于转运车上如图4所示,用于转运白车身至补焊工位。
31.现有生产系统对于车身自身结构相差较大的车型,同一补焊工位最多做到2-3车型共用,而本实施例提供的系统可用的车型数取决于排产情况,例如每天产能单班8台,生产需求1台/天,即可满足8个车型共线生产;如生产需求1台/2天,即可满足16个车型共线生产。相应拓展手工主拼工位数量即可,装调过程不影响其他工位生产,大量减少了自动化设备的投入。
32.实施例2.
33.本实施例为对实施例1的进一步举例说明,所述转运车的转运过程由人工完成。
34.实施例3.
35.本实施例为对实施例1的进一步举例说明,所述主拼工位和所述补焊工位上均设有车身定位平台。
36.本实施例提供的生产系统与传统生产系统不同,工位设置车身定位平台,见图5所示,用于与划橇配合实现车身的定位。
37.实施例4.
38.本实施例为对实施例3的进一步举例说明,所述划橇的下表面和所述车身定位平台的上表面分别设有定位销和定位孔,以实现不同车型划橇在所述主拼工位和所述补焊工位上的定位。
39.本实施例提供的生产系统,应用划橇与车声定位平台配合,实现不同车型在工位上的快速定位功能,这样在新车型连续生产过程中,只需直接切换车型及划橇即,无需对工进行任何调节,机器人可以连续工作,生产效率可大大提高。
40.实施例5.
41.本实施例为对实施例3的进一步举例说明,所述划橇上表面还设有专用的与所述白车身连接的车身定位装置,以实现对不同车型的白车身的定位。
42.实施例6.
43.本实施例为对实施例3的进一步举例说明,所述车身定位平台上设有举升装置,用于托举所述划橇实现上下移动,落入或脱离所述车身定位平台。
44.实施例7.
45.本实施例提供了一种多车型白车身共线的焊装生产方法,所述方法应用实施例1-6中任一项所述的生产系统,具体包括以下步骤:
46.s1、进行多车型车身结构分析,根据不同车型定制专用的划橇,并进行补焊工位的机器人离线仿真及编程;
47.s2、将多车型对应的划橇分别定位在各个主拼工位上,待焊接的车身定位于划橇
上,开始主拼焊接工序;
48.s3、一种车型主拼焊接工序完成后,采用主拼工位上车身定位平台的举升装置托举所述划橇向上移动,脱离所述主拼工位的车身定位平台;
49.s4、将划橇置于转运车上,人工转运至所述补焊工位,采用补焊工位上车身定位平台的举升装置托举所述划橇乡下移动,使得划橇落入补焊工位的车身定位平台,启动机器人开始补焊工序;
50.s5、补焊工序完成后采用补焊工位上车身定位平台的举升装置托举所述划橇向上移动,脱离所述补焊工位的车身定位平台,取走划橇及车身,完成该车型的车身制造;
51.s6、待下一车型主拼焊接工序完成后,进行补焊工位机器人调试,并重复s3-s5的操作,完成多车型白车身共线焊装生产。
52.本实施例提供的多车型白车身共线的焊装生产方法,应用上述生产系统,切换车型速度大大提升。一方面,新车型生产准备阶段,仅新车型的机器人调试占用机器人生产资源1天,而传统形式还涉及工装装配及装调需要占用机器人生产资源5-7天;另一方面,新车型连续生产过程中,直接切换车型及划橇即,可无需进行调节,机器人可以连续工作,生产效率高。
53.以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1