基于案例推理和模型推理的激光切割工艺参数优化方法
1.本发明涉及激光切割工艺中的智能控制技术,具体涉及一种基于案例推理和模型推理的激光切割工艺参数优化方法。
背景技术:
2.激光切割工艺通过对激光功率、切割速度、辅助气体压力、切割高度、喷嘴直径等工艺参数的设置来调整激光切割的切缝宽度、挂渣量、切割粗糙度等质量指标。但是由于影响激光切割质量的因素太多,各个参数之间存在相互制约或者相互促进的关系,某一个参数的微小变化会对切割质量产生很大的影响,因此在生产过程中需要对工艺参数进行精确的设定,预测工艺参数是一个多目标的最优化问题,在实际生产中需要耗费较高的人力物力进行工艺参数的实验及优化。基于案例推理和模型推理的激光切割工艺参数专家系统可以在很大程度上节省工艺参数优化的成本。
3.现有的激光切割专家系统可以根据当前的切割任务匹配已有的工艺参数,当已有的工艺参数案例无法匹配当前切割任务时,专家系统可以根据推理机制推理出适用于当前任务的工艺参数。但是由于推理规则不够完备,现有的专家系统的推理精度仍然由提升的空间。
4.神经网络强大的非线性拟合能力使其在工业领域的应用越来越广泛,在神经网络预测激光切割工艺参数过程中,基于神经网络的激光切割工艺参数预测模型需要数量较多的高精度样本去训练,如果满足数据分布特征和精度的样本数量足够多,就可以训练出预测精度很高的神经网络,但是在某些实际应用案例中,难以获取到足够的有标签数据。如果样本数量不足或者数据分布不理想,则神经网络无法学习到数据在该区域的分布,神经网络模型的预测精度会较低。在一般情况下,按照样本数量的规模,将样本容量n≦50的样本空间作为小样本数据。小样本数据集的特点是样本数量少,从中提取样本包含的有效信息难度大。
5.激光切割工艺参数数据的采集过程十分复杂,需要做大量的切割实验,使用合理的数据扩充方法可以让有限的原始数据产生更多的训练样本,增加训练样本的多样性,从而提升参数预测模型的鲁棒性。激光切割的切割质量受多个相互耦合的工艺参数共同影响,难以确定数学模型将它们拟合,因此传统基于统计学的插补法并不适用于处理激光切割工艺参数数据扩充。
技术实现要素:
6.基于上述问题,本发明的目的在于提出一种基于案例推理和模型推理的激光切割工艺参数优化方法,该方法能够快速提供更加精确的工艺参数,减少切割实验的次数及成本。
7.为了实现上述目的,本发明所采用的具体技术方案如下:
8.一种基于案例推理和模型推理的激光切割工艺参数优化方法,其关键在于,包括
以下步骤:
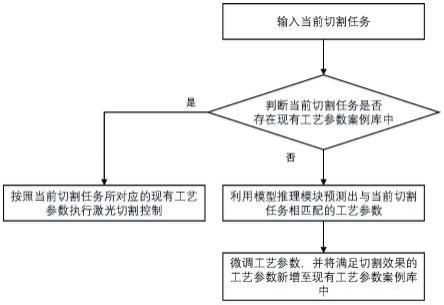
9.s1:输入当前切割任务;
10.s2:利用案例推理模块判断当前切割任务是否存在现有工艺参数案例库中,如果存在,则按照当前切割任务所对应的现有工艺参数执行激光切割控制,如不存在,则进入步骤s3;
11.s3:根据现有工艺参数案例库和当前切割任务,利用模型推理模块预测出与当前切割任务相匹配的工艺参数;
12.s4:根据实际切割情况微调步骤s3所得工艺参数,并将满足切割效果的工艺参数新增至现有工艺参数案例库中。
13.可选地,步骤s1输入的当前切割任务为材料厚度,针对当前切割任务所对应的工艺参数包括切割速度、辅助气体压力、焦点位置和切割高度。
14.可选地,所述模型推理模块中设置有生成对抗网络和参数预测神经网络;
15.所述生成对抗网络用于根据现有工艺参数案例库中的数据扩充数据样本,并将现有工艺参数案例库中的原始数据和生成对抗网络生成的新数据联合形成训练数据集;
16.所述参数预测神经网络利用所述训练数据集训练而得,且通过输入当前切割任务,由所述参数预测神经网络输出与当前切割任务相相匹配的工艺参数。
17.可选地,所述参数预测神经网络为bp神经网络。
18.可选地,所述生成对抗网络预设有扩充数据有效分布区间,且生成的新数据数量为现有工艺参数案例库中的原始数据数量的40%~50%。
19.可选地,所述生成对抗网络中设置有生成模型和判别模型,真实样本数据添加有标签“1”,生成样本数据添加有标签“0”,将真实的样本数据和生成模型生成的样本数据进行混合,并作为判别模型的输入,判别模型以两个标量数据的形式输出当前数据为真实样本和生成样本的概率;若概率值与0.5的偏差在允许范围之内,则表示生成模型产生的样本质量很高,可以将此样本作为合理的扩充数据;若概率值与0.5的偏差在允许范围之外,则表示生成模型还未训练到理想程度,将损失反向传递给生成模型,对生成模型进行优化。
20.本发明的效果是:
21.本发明提出的一种基于案例推理和模型推理的激光切割工艺参数优化方法,基于生成对抗网络的数据生成模型,对激光切割工艺参数的小样本数据进行扩充,然后再利用扩充后的样本数据训练预测模型,使得模型推理具有更好的准确性和泛化性,从而更加精确快速的确定工艺参数,减少切割实验的次数及成本。
附图说明
22.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。
23.图1为本发明的控制流程图;
24.图2为样本数据扩充前后的预测效果对比图。
具体实施方式
25.下面将结合附图对本发明技术方案的实施例进行详细的描述。以下实施例仅用于
更加清楚地说明本发明的技术方案,因此只作为示例,而不能以此来限制本发明的保护范围。
26.需要注意的是,除非另有说明,本技术使用的技术术语或者科学术语应当为本发明所属领域技术人员所理解的通常意义。
27.如图1所示,本实施例提供了一种基于案例推理和模型推理的激光切割工艺参数优化方法,包括以下步骤:
28.s1:输入当前切割任务;
29.s2:利用案例推理模块判断当前切割任务是否存在现有工艺参数案例库中,如果存在,则按照当前切割任务所对应的现有工艺参数执行激光切割控制,如不存在,则进入步骤s3;
30.s3:根据现有工艺参数案例库和当前切割任务,利用模型推理模块预测出与当前切割任务相匹配的工艺参数;
31.s4:根据实际切割情况微调步骤s3所得工艺参数,并将满足切割效果的工艺参数新增至现有工艺参数案例库中。
32.实施过程中,所述模型推理模块中设置有生成对抗网络和参数预测神经网络;
33.所述生成对抗网络用于根据现有工艺参数案例库中的数据扩充数据样本,并将现有工艺参数案例库中的原始数据和生成对抗网络生成的新数据联合形成训练数据集;
34.作为本领域普通技术人员应当可以理解,生成对抗网络(generative adversarial networks,gan)主要由两个部分组成,即生成器模型和判别器模型。生成器和判别器可以看作是两个相互独立的模型,它们分别可以单独运行,生成器的输入为符合一定规律的随机噪声数据,输出为假的样本,我们期望通过训练能够让生成器不断拟合真实样本的数据分布,最终能够生成让判别器判断为真的数据;判别器的输入数据为生成器生成的假样本和原始数据集包含的真样本,对混合在一起的两种数据作真假判别。在训练过程中,生成器的造假能力会逐渐增强,而判别器的分辨能力也会得到提升,最终,随着训练次数的增加,这两个网络达成了一个动态平衡,即生成器生成了和真实数据分布基本一致的数据,对于一个不包含标签的样本数据,判别器无法将其判定为真实数据,也无法将其判定为假数据。在gan模型中,生成器模型和判别器模型在数据上相互联系,但是训练过程又相互独立,其训练的原理就是将判别模型和生成模型进行串联,两个模型单独训练,为了训练判别器的辨识能力,判别器会将真实样本和生成器输出的假样本共同当作真实样本判别,再将判别误差传递给生成器学习,从而实现参数共享。gan在图像处理领域的广泛应用,证明其能从训练集中运用无监督学习的方式获取到复杂的数据分布规律,可以模拟原样本生成数据分布类似的样本,所以生成式对抗网络适用于激光切割工艺参数小样本数据扩充。然而现有的gan网络普遍用于处理图像数据,其网络输入一般为二维三阶张量,而激光切割工艺参数数据为一维数据,因此需要重新设计一种用于扩充一维小样本数据的gan网络。
35.针对激光切割而言,激光切割机在实际的工作中与切割质量相关的工艺参数有多个,所以激光切割的加工工艺是一个多参数耦合的工艺,本实施例选取武汉锐科光纤激光技术有限公司生产的锐科rfl-c15000激光器的工艺参数作为研究对象,根据厂家提供的技术资料,当激光功率恒定在15kw,辅助气体种类为氮气,切割材料为铝合金的工况下,总结
出了影响激光切割质量的重要参数有5个,它们分别为:板材厚度、切割速度、辅助气体气压、焦点位置以及切割高度,因此,步骤s1输入的当前切割任务为材料厚度,针对当前切割任务所对应的工艺参数包括切割速度、辅助气体压力、焦点位置和切割高度。
36.对激光切割工艺参数名称进行简化,如表1所示,为保证激光切割工艺参数预测系统的预测效果良好,现以激光器厂家提供的推荐工艺参数为原始数据集并存储于现有工艺参数案例库中,用于训练神经网络,如表2所示。
37.表1:激光切割工艺参数
[0038][0039]
表2:推荐工艺参数
[0040][0041]
对于小样本数据扩充,若扩充的样本数据不符合原始数据的分布规则,则会改变原始数据的空间分布,不能作为正确的扩充结果使用;若扩充样本过多,则会导致原始数据的分布特征被改变;若扩充样本过少,会导致符合分布的样本特征数量不足,无法提高数据预测精度。因此对于激光切割工艺参数数据扩充需要一个有效的数据扩充规则。在得到了真实激光切割工艺参数数据后,获取每组参数数据的上下限,以每一个工艺参数在样本空间的上下限为生成数据的阈值,从生成式对抗网络生成的假数据中选择工艺参数均在阈值范围以内的样本数据作为扩充数据。对于激光切割工艺参数小样本扩充的数据数量,本实施例定义扩充数量为真实样本数量的40%-50%,这个比例既能很好的保证数据量过多导致改变原始样本的数据分布,又能保证小样本生成的扩充数据数量足够丰富。
[0042]
在选择扩充数据分布区间时,在原样本数据变化平缓的区间,此区间无需扩充太
多的样本特征,可以选取少量的扩充数据;在原始数据变化明显的区间,由于其数据分布变化是非线性的,可以根据数据分布拟合曲线的曲率大小扩充更多的数据。
[0043]
根据生成式对抗网络的工作原理,得出用于小样本数据扩充的生成数据模型的工作流程。具体步骤如下:
[0044]
步骤1:输入数据初始化,将符高斯分布的随机噪声变量z作为生成器的输入,传入生成器模型。
[0045]
步骤2:生成器模型通过隐式定义g(z)将z映射为一个生成分布pg从而用来拟合真实样本p
data
,并按照此分布产生生成样本数据。
[0046]
步骤3:给真实样本数据添加标签“1”,给生成样本数据添加标签“0”,将真实的样本数据x和生成器生成样本数据g(z)进行混合,以此作为判别模型的输入,判别模型以两个标量数据的形式输出当前数据为真实样本和生成样本的概率,以此判断生成数据的质量。
[0047]
步骤4:对判别模型输出的概率值进行判断,输出为d(z),若概率值与0.5的偏差在允许范围之内,则表示生成模型产生的样本质量很高,可以以假乱真,可以将此样本作为合理的扩充数据,若概率值与0.5的偏差在允许范围之外,则表示生成模型还未训练到理想程度,将损失反向传递给生成模型,对生成模型进行优化。
[0048]
从以上模型可以看出,使用生成对抗网络对数据扩充的过程就是一个真假数据集相互对抗的过程,直至达到动态平衡,依照数据生成的过程,可以得到数据生成模型建模的流程。
[0049]
在生成式对抗网络的训练过程中,判别器模型和生成器模型交替训练,共享参数,每完成一次迭代训练,模型就实现一次整体优化,其优化的目标函数如下:
[0050]
上式中,e为期望分布,x表示真实数据,z表示随机噪声变量,p
data
表示真实的样本分布,pz表示由生成器产生的假样本分布,g(x)表示由生成器输出的假样本,d(x)表示由判别模型输出表示真实数据为真值的概率,d(g(z))表示判别模型输出表示生成数据为真值的概率。
[0051]
生成器的目标是极大程度上欺骗判别器,让判别器将假样本识别为真样本,由此可以得到生成器模型和判别器模型的损失函数分别为:
[0052][0053][0054]
输入判别器模型的数据集为真实样本和生成样本的混合数据集,其中真实数据带有标签“1”,生成数据带有标签“0”,在对判别器进行训练时,当判别器正确判断出全部数据的真假,即判别器的损失函数值近似为0,认为判别器完成训练,因此训练的目标就是通过不断拟合判别器的参数使损失函数值最小化,即真实样本得分越高越好,生成器产生的假样本得分越小越好,d(x)越大越好,d(g(z))越小越好。训练好的判别器能够分辨出混合数据集的真假,理想情况下,判别器的输出值d(g(z))=0.5,在此情况下认为该样本为真和为假的概率均为50%,即生成的数据与原始数据分布一致,判别器无法判断样本的真假。
[0055]
根据基于生成对抗网络数据扩充模型,对激光切割工艺参数小样本数据集扩充,运行生成对抗网络,传入数据集,可以得到假样本如表3所示。
[0056]
表3:生成假样本数据(部分)
[0057][0058]
使用小样本数据扩充处理方法对激光切割工艺参数小样本数据集进行扩充,依据制定的小样本数据扩充规则对原始数据集进行扩充区间和扩充数量进行确定,最终从生成参数中确定7个扩充样本,如表4所示:
[0059]
表4:扩充样本数据
[0060][0061]
使用生成对抗网络扩充数据后,会产生容量大于原数据集的新数据集,因而需要检查生成数据集是否可靠,以对扩充后的样本空间是否依然满足原有数据集粉空间分布进行检验。如果扩充后的新样本在扩充区间的样本空间数据分布同真实数据一致,则可以认为该生成式对抗网络输出值是可靠的,以下使用显著性检验去验证数据以及模型的可靠性。
[0062]
显著性检验基于小概率原理,即小概率事件在一次实验中是几乎不可能发生的,假若在一次实验中小概率事件发生了,那么就只能认为对整体的假设不正确。先对总体样本的数据分布形式做一个假设h,认为某事件只在小概率情况下发生,随后计算在置信度区
间内假设h成立的概率p,用样本信息对这个假设是否合理作出决策,即接受原假设或者推翻原假设。在显著性检验方法中,t检验常用于小样本数据分析,因此本文选择t检验检测两个受检测的样本空间是否存在显著性差异,适合用于数据扩充模型的可靠性检验。
[0063]
按照上述显著性检验原理,对7组生成数据集进行显著性分析,原假设h为在显著性为0.05时,生成数据集和原始数据集具有相同的数据分布。
[0064]
对激光切割的7个工艺参数进行显著性检验,得到结果如表5所示。
[0065]
表5:工艺参数显著性检验
[0066][0067]
由上表可得,激光切割工艺参数在显著性水平0.05的情况下,h值均为0,p值均大于0.05,所以每一个工艺参数均支持原假设,由以上分析可以得出结论:扩充数据集和原始数据集具有相同的数据分布,基于生成式对抗网络的数据扩充网络较好的学习了原始数据集的空间分布,经过数据扩充未能改变原始样本空间的数据分布,此数据扩充模型可靠。
[0068]
针对参数预测神经网络而言,本实施例采用bp神经网络,参数预测神经网络利用训练数据集训练而得,且通过输入当前切割任务,由所述参数预测神经网络输出与当前切割任务相相匹配的工艺参数。
[0069]
根据激光切割使用场景,材料厚度为输入变量,切割速度、辅助气体压力、焦点位置、切割高度为预测参数。从原始数据集中选取10组数据作为模型1的训练集,在模型1训练集的基础上加入使用生成式对抗网络扩充的7组数据组成的数据集作为模型2的训练集,将原始数据集除训练集之外的5组数据作为测试集,分别使用两组数据对同一预测神经网络进行训练,训练次数相同,得到两个模型。
[0070]
以激光切割速度为数据预测的对比对象,对使用小样本数据扩充后有得到的新数据集和原数据集训练得到的模型进行对比测试,输入测试集数据,分别计算输出值的相对误差(用δ表示),误差对比如表6所示。
[0071]
表6:误差对比
[0072][0073]
从表6可以看出,原始数据集训练的神经网络预测结果相对误差范围为0.06%~20.82%,而经过gan扩充后的数据集训练的神经网络预测结果相对误差范围为0.04%~5.53%,经过扩充的训练集训练的模型预测结果相对误差更小。
[0074]
由图2分析可得,对于每一个工艺参数,经小样本数据扩充数据集训练出的模型预测曲线更加拟合真实数据曲线,其预测精度优于未扩充数据集。
[0075]
综上可以看出,本发明提出的一种基于案例推理和模型推理的激光切割工艺参数优化方法,通过对小样本数据的扩充得到了激光切割工艺参数小样本数据集扩充后的新样本数据集,在此基础上运用统计学显著性检验方法分析了新样本数据集与原始数据集各工艺参数显著性,得出新样本数据集的数据分布与原始数据集分布一致,验证了数据扩充模型的可靠性,通过构建基于bp神经网络的工艺参数预测模型,由对比结果可以得到以下结论:经过数据扩充后的新数据集训练的神经网络预测结果优于经原始数据集训练的神经网络,预测曲线拟合效果提升较为明显;经过数据扩充后的新数据集训练的神经网络预测结果相对误差小于经原始数据集训练的神经网络;本发明提出的激光切割工艺参数数据扩充的方法和基于生成式对抗网络的数据生成模型对提升小样本数据模型预测精度是有效的,可以用于优化工艺参数预测模型。
[0076]
最后需要说明的是,以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围,这样的变换均应涵盖在本发明的权利要求和说明书的范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1