一种用于电磁脉冲焊接的真空装置
1.本发明涉及电磁脉冲焊接技术领域,特别是涉及一种用于电磁脉冲焊接的真空装置。
背景技术:
2.电磁脉冲焊接(mpw)是一种依靠电磁感应产生的高速冲击来连接两个金属工件的冷焊接工艺。电磁力加速一个试样(飞板)向另一个焊接试样(基板)撞击,从而在它们之间产生必要的冲击和随后的金属结合。
3.在电磁脉冲焊接过程中,由于磁场力的作用,会使飞板以极快的速度撞向基板。在此过程中,由于飞板的表面积较大,在极快的运动速度下空气会在焊接区域迅速挤压,对飞板造成较大的阻力,会损耗较多的能量,还会在焊缝内存在空气,焊缝在高温环境下容易膨胀变形,易发生安全隐患。
技术实现要素:
4.针对现有技术中的上述问题,本发明提供了一种用于电磁脉冲焊接的真空装置,解决了现有的脉冲焊接技术中,由于空气对飞板的阻力过大,而造成损耗能量大以及导致焊缝内存在空气的问题。
5.为了达到上述发明目的,本发明采用的技术方案如下:提供了一种用于电磁脉冲焊接的真空装置,其包括焊接工作台,所述焊接工作台上设置有用于固定待焊工件的凹槽,所述凹槽顶部与焊接工作台的上端面相接,凹槽的底部为封闭状态;焊接工作台的侧壁上设置有与凹槽连通的抽气通孔,所述抽气通孔与外部抽气设备连通;焊接工作台的顶部设置有可上下直线移动的工件压板,所述工件压板用于压实待焊工件且封闭凹槽顶部开口,抽气通孔将凹槽内空气抽出后,完成真空焊接环境的建立,从而实现了待焊工件在真空环境下完成焊接,可以有效减少待焊工件高速运动产生的能量损耗,避免焊缝内存在空气,保证焊接质量。
6.进一步地,作为待焊工件的一种具体设置方式,所述工件压板位于所述凹槽的正上方,待焊接工件包括设置在凹槽内的飞板和基板,所述飞板的上端面两侧均设置有垫片,飞板的顶部设置有基板,所述基板的下端面与两片垫片接触;焊接工作台的底部嵌入有产生电磁场的电磁线圈,电磁线圈的上表面与凹槽的底面相接,飞板受到竖直向上的电磁力。
7.在实际焊接工件过程中,首先将待焊工件放置在凹槽内,工件压板竖直向下移动,直至工件压板的下端面与焊接工作台的上表面相接,且工件压板完全封闭凹槽的顶部开口,接着通过抽气通孔和外部抽气设备,使得凹槽内为真空状态,最后将电磁线圈通电,飞板受到竖直向上的电磁力,靠近线圈部分的飞板部分区域会产生一个向上的形变,高速撞
击至基板,受到机械与冶金的共同作用,达到焊接的效果,在真空环境中,完成飞板和基板之间的焊接,可以避免飞板能量的大量损耗,且在焊缝中不会存在空气,提升了焊缝的焊接质量。
8.进一步地,作为工件压板竖直上下直线移动的一种具体实现方式,所述焊接工作台底部设置有底座,所述底座的四角处均竖直设置有一根支撑柱,4根所述支撑柱的顶部设置有一块支撑板,所述支撑板的上端面固定设置有一个气缸;4根支撑柱的中部设置有活动板,所述活动板的四角处分别与4支撑柱活动连接;所述气缸的输出端穿过支撑板与活动板的上端面固定连接;所述工件压板与活动板的下端面固定连接。当气缸的输出端向下移动时,带动活动板以及活动板下端面上的工件压板向下移动,直至工件压板与焊接工作台的上端面接触且完全封闭凹槽,气缸停止,此时可以通过抽气通孔将凹槽内空气抽出后,即可完成真空焊接环境的建立。
9.进一步地,所述支撑板所在的平面和所述活动板所在的平面相互平行。
10.进一步地,4根所述支撑柱的顶部均设置有螺纹段,每根支撑柱的螺纹段上均设置有两颗锁紧螺母,两颗锁紧螺纹分别位于所述支撑板的上端面和下端面。通过调整两颗锁紧螺母在支撑柱上的位置,进而实现调整支撑板在支撑柱上的位置,最终实现调整支撑板上的气缸的位置,以实现匹配不同的焊接工件的焊接工作。
11.进一步地,作为飞板固定在工件压板上的一种具体设置方式,所述工件压板的材质为硅胶,工件压板与焊接工作台接触挤压后产生形变,实现对凹槽顶部开口处的密封。
12.本发明的有益效果为:1、本方案中的一种用于电磁脉冲焊接的真空装置,通过在焊接工作台的顶部设置有可上下直线移动的工件压板,所述工件压板用于压实待焊工件且封闭凹槽顶部开口,抽气通孔将凹槽内空气抽出后,完成真空焊接环境的建立,从而实现了待焊工件在真空环境下完成焊机,可以有效减少待焊工件高速运动产生的能量损耗,避免焊缝内存在空气,保证焊接质量。
13.2、通过在支撑柱的顶部设置有螺纹段且螺纹段上螺纹连接有两个锁紧螺母,进而实现调整支撑板在支撑柱上的位置,最终实现调整支撑板上的气缸的位置,以实现匹配不同的焊接工件的焊接工作。
14.3、通过设置支撑柱、焊接工作台、气缸和工件压板,该设计操作简单,使用便捷,可有效避免焊接过程中由于工件高速运动产生的能量损耗和焊缝内空气,增强了该装置的自动化程度和焊缝质量,从而达到了该装置实现真空环境焊接的目的。
附图说明
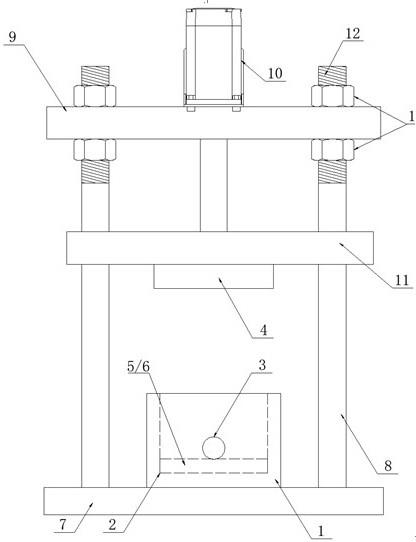
15.图1为一种用于电磁脉冲焊接的真空装置的结构示意图。
16.图2为飞板和基板的放大结构示意图。
17.其中,1、焊接工作台;2、凹槽;3、抽气通孔;4、工件压板;5、飞板;6、基板;7、底座;8、支撑柱;9、支撑板;10、气缸;11、活动板;12、螺纹段;13、锁紧螺母。
具体实施方式
18.下面对本发明的具体实施方式进行描述,以便于本技术领域的技术人员理解本发明,但应该清楚,本发明不限于具体实施方式的范围,对本技术领域的普通技术人员来讲,
只要各种变化在所附的权利要求限定和确定的本发明的精神和范围内,这些变化是显而易见的,一切利用本发明构思的发明创造均在保护之列。
19.如图1~图2所示,本发明提供了一种用于电磁脉冲焊接的真空装置,其包括焊接工作台1,焊接工作台1上设置有用于固定待焊工件的凹槽2,凹槽2顶部与焊接工作台1的上端面相接,凹槽2的底部为封闭状态。
20.焊接工作台1的侧壁上设置有与凹槽2连通的抽气通孔3,抽气通孔3与外部抽气设备连通,外部抽气设备可以为真空泵。
21.焊接工作台1的顶部设置有可上下直线移动的工件压板4,工件压板4用于压实待焊工件且封闭凹槽2顶部开口,抽气通孔3将凹槽2内空气抽出后,完成真空焊接环境的建立,从而实现了待焊工件在真空环境下完成焊机,可以有效减少待焊工件高速运动产生的能量损耗,避免焊缝内存在空气,保证焊接质量。
22.作为待焊工件的一种具体设置方式,所述工件压板位于所述凹槽2的正上方,待焊接工件包括设置在凹槽内的飞板5和基板6,所述飞板5的上端面两侧均设置有垫片,飞板的顶部设置有基板6,所述基板6的下端面与两片垫片接触;焊接工作台的底部嵌入有产生电磁场的电磁线圈,电磁线圈的上表面与凹槽2的内底面相接,飞板受到竖直向上的电磁力。
23.在实际焊接工件过程中,首先将待焊工件放置在凹槽2内,工件压板4竖直向下移动,直至工件压板4的下端面与焊接工作台1的上表面相接,且工件压板4完全封闭凹槽2的顶部开口,接着通过抽气通孔3和外部抽气设备,使得凹槽2内为真空状态,最后将电磁线圈通电,飞板5受到竖直向上的电磁力,靠近线圈部分的飞板5部分区域会产生一个向上的形变,高速撞击至基板6,受到机械与冶金的共同作用,达到焊接的效果,在真空环境中,完成飞板5和基板6之间的焊接,可以避免飞板5能量的大量损耗,且在焊缝中不会存在空气,提升了焊缝的焊接质量。
24.作为工件压板4竖直上下直线移动的一种具体实现方式,焊接工作台1底部设置有底座7,底座7的四角处均竖直设置有一根支撑柱8,4根支撑柱8的顶部设置有一块支撑板9,支撑板9的上端面固定设置有一个气缸10;4根支撑柱8的中部设置有活动板11,支撑板9所在的平面和活动板11所在的平面相互平行。活动板11的四角处分别与4支撑柱8活动连接;气缸10的输出端穿过支撑板9与活动板11的上端面固定连接;工件压板4与活动板11的下端面固定连接。当气缸10的输出端向下移动时,带动活动板11以及活动板11下端面上的工件压板4向下移动,直至工件压板4与焊接工作台1的上端面接触且完全封闭凹槽2,气缸10停止,此时可以通过抽气通孔3将凹槽2内空气抽出后,即可完成真空焊接环境的建立。
25.优选但不局限地,4根支撑柱8的顶部均设置有螺纹段12,每根支撑柱8的螺纹段12上均设置有两颗锁紧螺母13,两颗锁紧螺纹分别位于支撑板9的上端面和下端面。通过调整两颗锁紧螺母13在支撑柱8上的位置,进而实现调整支撑板9在支撑柱8上的位置,最终实现调整支撑板9上的气缸10的位置,以实现匹配不同的焊接工件的焊接工作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1