一种适用于高空作业车薄臂架的激光CMT联合焊接方法与流程
一种适用于高空作业车薄臂架的激光cmt联合焊接方法
技术领域
1.本技术涉及焊接技术领域,尤其涉及一种适用于高空作业车薄臂架的激光cmt联合焊接方法。
背景技术:
2.高空作业车是一种载人空中作业装置,其结构包括汽车车体、臂架、工作平台调平装置和工作平台,主要应于各行业高空作业、设备安装检修、消防救援等领域。
3.臂架是高空作业车的重要部件,其焊接质量直接影响高空作业车装置的可靠性和使用安全性。在设计和生产过程中,为了减轻整车质量和提高底盘的利用率,在保证臂架强度的前提下,材料通常选用较薄的钢板。薄臂架焊后极易发生变形。在生产过程中,臂架自身的形位公差精度要求较高,若臂架产生变形将直接导致结构的形位公差改变,使得产品质量下降。
4.目前,薄臂架常用的焊接主要为mag焊,这种焊接方法焊接质量较好、油锈敏感性小、抗裂性好等优点,但同时存在焊接效率低、变形量相对较大的问题,虽然是薄壁结构件,但受mag焊自身焊接特性限制,焊缝熔深小,焊前需进行坡口加工,极大制约了焊接生产效率,同时焊接过程中极易出现未焊透现象,焊后需要变形矫正,但焊后矫正也相应增加结构的应力,降低了结构的承载力。
5.因此开发一种适用于高空作业车薄臂架的优质、高效、低变形的焊接方法具有十分重大的意义。
技术实现要素:
6.本发明目的是为了解决现有技术中高空作业车薄臂架焊后变形大,焊接效率低、焊接质量稳定性差的问题,提供了一种适用于高空作业车薄臂架的激光cmt联合焊接方法。
7.本发明是通过以下技术方案实现的,提供一种适用于高空作业车薄臂架的激光cmt联合焊接方法,所述方法包中,利用夹具将激光头和cmt焊枪的相对位置和姿态固定,使得所述激光头发射的激光束与待焊接板材表面法线方向夹角为5
°
~15
°
,所述cmt焊枪与激光束之间的夹角为40
°
~50
°
,所述cmt焊枪形成的熔池与激光束形成的熔池中心距离5mm~10mm,并且所述激光束位于焊接移动的前方;
8.通过驱动装置控制所述夹具携带激光头和cmt焊枪沿焊缝移动,实现焊接。
9.进一步地,所述方法中,在焊接之前,步骤1、对待焊高空作业车臂架的焊缝及周边进行清理,并将所述待焊高空作业车臂架固定在专用焊接工装夹具上。
10.进一步地,所述方法中,所述激光参数为激光功率2kw~5kw,离焦量为-5mm~+5mm,焊接速度为0.8m/min~1.5m/min,送丝速度1m/min~5m/min,焊接电流50a~150a,弧长修正系数为-5%~5%;
11.保护气流量为20l/min~30l/min。
12.进一步地,所述步骤1之前还包括:检验激光发生器、cmt焊机和运动系统的状态,
若正常执行下一步骤,否则,对所述激光发生器、cmt焊机和运动系统进行故障检测或维修。
13.进一步地,所述焊接的方式为横焊。
14.进一步地,所述待焊高空作业车臂架是由两个槽形板对接而成的方形结构,在所述待焊高空作业车臂架两侧的焊接缝处分别设置一组cmt焊枪和激光束,所述两组cmt焊枪和激光束同步运动、同时焊接。
15.进一步地,所述激光束与试板表面法线方向夹角为10
°
,所述cmt焊枪与激光束之间的夹角为45
°
,所述cmt焊枪与激光束之间距离6mm。
16.进一步地,所述激光参数为激光功率3kw~5kw,离焦量为-5mm~+5mm,焊接速度为0.8m/min~1.2m/min,送丝速度1m/min~5m/min,焊接电流50a~150a,弧长修正系数为-1%~2%;
17.保护气流量为20l/min~30l/min。
18.进一步地,所述激光参数为激光功率3kw~4kw,离焦量为-5mm~+5mm,焊接速度为0.8m/min~1.0m/min,送丝速度1m/min~5m/min,焊接电流50a~150a,弧长修正系数为0%~2%;
19.保护气流量为20l/min~30l/min。
20.进一步地,所述激光参数为激光功率4kw,离焦量为+2mm,焊接速度为1.0m/min,送丝速度3.5m/min,焊接电流100a,弧长修正系数为2%;
21.所述保护气参数为80%ar+20%co2,保护气流量为25l/min。
22.本发明的有益效果:
23.本发明基于上述问题提出一种适用于高空作业车薄臂架的高效、低变形焊接方法,本发明专利将激光-cmt联合焊接,应用于高空作业薄臂架的焊接中。有益效果如下:
24.(1)采用激光-cmt联合焊接方法弥补了激光在焊接过程中对工件装配间隙的限制,工况适应能力提升,同时激光的作用增加了焊缝的熔深,可实现良好的单面焊双面成形焊接效果,解决了现有mag焊电弧焊接过程中未熔透等缺陷的产生;
25.(2)激光-cmt联合焊接方法两种热源的有效结合,焊接效率与现有mag方法提升一倍以上;
26.(3)采用臂架双面同步焊接,即采用两套激光-cmt联合电弧焊接装置,实现焊接过程中工件受热的相对均匀,大幅减小焊接变形,与传统mag焊相比变形减少30%以上;
27.(4)采用横焊模式进行焊接,在保证焊接过程中熔透的稳定性前提下,避免了焊接工件的二次翻转,进一步提升了焊接效率;
28.(5)在接头质量方面,激光与cmt电弧联合作用模式,焊接热输入小,组织细化,大幅提升了焊接接头拉伸性能,进而提升了高空作业薄臂架的安全性能。
29.本发明专利在实现高空作业薄臂架优质、高效、低变形焊接,同时降低焊接成本,焊接接头性能及变形量可以满足工业上的使用要求,本发明专利可以实现在工业上大范围推广应用。
30.本发明适用于对高空作业车薄臂架的焊接。
附图说明
31.为了更清楚地说明本技术的技术方案,下面将对实施例中所需要使用的附图作简
单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
32.图1为对接和角接i形坡口示意图;
33.图2为激光-cmt电弧联合焊横焊示意图;
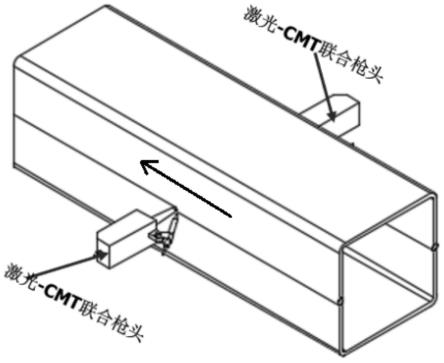
34.图3为高空作业车薄臂架焊接示意图;
35.图4为3mm对接试板单面焊双面成形效果图;
36.图5为薄板焊接变形量对比图。
具体实施方式
37.下面的参照附图将更详细地描述本发明的具体实施例。虽然附图中显示了本发明的具体实施例,然而应当理解,可以以各种形式实现本发明而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本发明,并且能够将本发明的范围完整的传达给本领域的技术人员。需要说明的是,在说明书及权利要求当中使用了某些词汇来指称特定组件。本领域技术人员应可以理解,技术人员可能会用不同名词来称呼同一个组件。本说明书及权利要求并不以名词的差异作为区分组件的方式,而是以组件在功能上的差异作为区分的准则。如在通篇说明书及权利要求当中所提及的“包含”或“包括”为一开放式用语,故应解释成“包含但不限定于”。说明书后续描述为实施本发明的较佳实施方式,然所述描述乃以说明书的一般原则为目的,并非用以限定本发明的范围。本发明的保护范围当视所附权利要求所界定者为准。
38.本发明中的高空作业车薄臂架结构为方形结构,由两个槽形板对接而成,结构示意图如图3所示。
39.实施方式一、一种适用于高空作业车薄臂架的激光cmt联合焊接方法,所述方法包中,利用夹具将激光头和cmt焊枪的相对位置和姿态固定,使得所述激光头发射的激光束与待焊接板材表面法线方向夹角为5
°
~15
°
,所述cmt焊枪与激光束之间的夹角为40
°
~50
°
,所述cmt焊枪形成的熔池与激光束形成的熔池中心距离5mm~10mm,并且所述激光束位于焊接移动的前方;
40.通过驱动装置控制所述夹具携带激光头和cmt焊枪沿焊缝移动,实现焊接。
41.本实施方式提供了一种适用于高空作业车薄臂架的优质、高效、低变形焊接方法,本实施方式采用激光和cmt电弧两种热源,采用联合的方法应用于高空作业车薄臂架的焊接中,激光焊接热输入小,焊接变形小,cmt电弧属于冷金属过渡形式,在已知电弧焊方法中焊接热输入最小。
42.本实施方式将激光和cmt电弧两种焊接方法的有效结合,弥补了激光在焊接过程中对工件装配间隙的限制,提高工况适应性,同时激光的引用增加了焊缝的熔深,可实现良好的单面焊双面成形,解决了现有mag焊电弧焊接过程中未熔透等缺陷的问题。
43.在焊接效率方面两种热源的有效结合,焊接效率与现有mag方法提升一倍以上综上所述,针对高空作业车体结构,提出的该焊接方法,可有效提升焊接质量,大幅减小焊接变形产生,避免高空作业车作业过程中危险事故发生。
44.本实施方式对激光束与试板表面法线方向的夹角、cmt焊枪与激光束之间的夹角以及cmt焊枪与激光束之间的距离进行了调整,以实现cmt焊枪与激光束的联合焊接方式,
激光和cmt电弧采用联合形式,实现激光熔池和电弧熔池分开,进而减小焊接变形,原则上激光对工件的熔化,其热作用保证cmt电弧高速状态熔化金属的有效铺展;
45.焊接过程中,激光在前对工件进行熔化,随之cmt电弧作用于工件,激光与cmt电弧形成前后两个熔池。借助激光能量集中,深熔焊特点,实现试件的熔透效果,同时激光对试件的热作用,为后续cmt电弧熔池的铺展提供部分热量,进而实现cmt电弧高速下的稳定焊接及熔池铺展。cmt电弧焊接方式为熔化极气体保护焊的一种,焊丝作为电极熔化,进入工件,实现焊丝在试件中的填充,同时cmt电弧的冷金属过渡形式,焊接热输入低,有助于焊接过程中变形的降低。
46.需要说明的是,本实施方式可以适用的臂架厚度为1mm~4mm;臂架坡口结构为i形对接坡口,此外此方法也适用于臂架中角焊缝形式,坡口结构同样为直边结构,坡口结构如图1所示。
47.实施方式二,本实施方式是对实施方式一所述的一种适用于高空作业车薄臂架的激光cmt联合焊接方法的进一步限定,所述方法中,在焊接之前,步骤1、对待焊高空作业车臂架的焊缝及周边进行清理,并将所述待焊高空作业车臂架固定在专用焊接工装夹具上。
48.本实施方式是为焊机操作做的准备工作,可以实现有效焊接。
49.实施方式三,本实施方式是对实施方式一所述的一种适用于高空作业车薄臂架的激光cmt联合焊接方法的进一步限定,所述方法中,所述激光参数为激光功率2kw~5kw,离焦量为-5mm~+5mm,焊接速度为0.8m/min~1.5m/min,送丝速度1m/min~5m/min,焊接电流50a~150a,弧长修正系数为-5%~5%;
50.保护气流量为20l/min~30l/min。
51.实施方式四,本实施方式是对实施方式二所述的一种适用于高空作业车薄臂架的激光cmt联合焊接方法的进一步限定,所述步骤1之前还包括:检验激光发生器、cmt焊机和运动系统的状态,若正常执行下一步骤,否则,对所述激光发生器、cmt焊机和运动系统进行故障检测或维修。
52.本实施方式可以实现焊接的正常工作,避免由于激光发生器、cmt焊机和运动系统的故障导致的焊接错误。
53.实施方式五,本实施方式是对实施方式一所述的一种适用于高空作业车薄臂架的激光cmt联合焊接方法的进一步限定,本实施方式中,对焊接的方式,做了进一步限定,具体包括:所述焊接的方式为横焊。
54.本实施方式中,如图2所示,箭头方向为焊接方向,采用横焊的焊接方式方式,可以在保证焊接过程中熔透的稳定性前提下,保证焊缝背面成形均匀稳定,结构上避免了焊接工件的二次翻转,提升了焊接效率。
55.实施方式六,本实施方式是对实施方式三所述的一种适用于高空作业车薄臂架的激光cmt联合焊接方法的进一步限定,所述待焊高空作业车臂架是由两个槽形板对接而成的方形结构,在所述待焊高空作业车臂架两侧的焊接缝处分别设置一组cmt焊枪和激光束,所述两组cmt焊枪和激光束同步运动、同时焊接。
56.如图3所示,两个焊接处的位置是对称的。
57.本实施方式中,保证焊缝背面成形均匀稳定,同时针对臂架结构,选用双机头模式,采取同步焊接,实现焊接应力保证相对平衡状态,进而减小薄臂架结构焊接变形,焊接
示意图如图3所示。
58.本实施方式中,在焊接变形方面对于高空作业车薄壁结构件,为了进一步减小焊接变形,本方法采用臂架双面同步焊接,即采用两套激光-cmt联合电弧焊接装置,实现焊接过程中工件受热的相对均匀,大幅减小焊接变形。
59.实施方式七,本实施方式是对实施方式一所述的一种适用于高空作业车薄臂架的激光cmt联合焊接方法的进一步限定,具体包括:
60.所述激光束与试板表面法线方向夹角为10
°
,所述cmt焊枪与激光束之间的夹角为45
°
,所述cmt焊枪与激光束之间距离6mm。
61.实施方式八,本实施方式是对实施方式一所述的一种适用于高空作业车薄臂架的激光cmt联合焊接方法的进一步限定,具体包括:
62.所述激光参数为激光功率3kw~5kw,离焦量为-5mm~+5mm,焊接速度为0.8m/min~1.2m/min,送丝速度1m/min~5m/min,焊接电流50a~150a,弧长修正系数为-1%~2%;
63.保护气流量为20l/min~30l/min。
64.实施方式九,本实施方式是对实施方式一所述的一种适用于高空作业车薄臂架的激光cmt联合焊接方法的进一步限定,具体包括:
65.所述激光参数为激光功率3kw~4kw,离焦量为-5mm~+5mm,焊接速度为0.8m/min~1.0m/min,送丝速度1m/min~5m/min,焊接电流50a~150a,弧长修正系数为0%~2%;
66.保护气流量为20l/min~30l/min。
67.实施方式十,本实施方式是对实施方式一所述的一种适用于高空作业车薄臂架的激光cmt联合焊接方法的进一步限定,具体包括:
68.所述激光参数为激光功率4kw,离焦量为+2mm,焊接速度为1.0m/min,送丝速度3.5m/min,焊接电流100a,弧长修正系数为2%;
69.所述保护气参数为80%ar+20%co2,保护气流量为25l/min。
70.实施方式十一,本实施方式是针对实施方式一所述的一种适用于高空作业车薄臂架的激光cmt联合焊接方法的实施例,具体为:
71.本实施例选用3mm厚高空作业薄臂架试板,试板加工i形对接坡口。具体的,先将待焊试板进行机械打磨,经过酒精清洗15min,然后用清水冲洗烘干,去除表面油污和氧化物。将待焊试板使用夹具夹紧试板,使用保护气流量配比器,对保护气配比为80%ar+20%co2,保护气流量为25l/min;调整激光器与试板夹角为10
°
,调整激光器与焊枪夹角为45
°
;焊接工艺参数为:激光功率4kw,离焦量+2mm,焊接速度1.0m/min,送丝速度3.5m/min,焊接电流为100a,弧长修正系数为2%,光丝间距6mm,焊接材料为拉伸性能70公斤级别的hs-70焊丝。通过机器人运动完成焊接。焊接接头截面形貌如图4所示,其中,(a)为正面,(b)为背面,(c)为断面,从图可见,焊缝正方面成形均匀、稳定,无咬边等缺陷产生,实现了单面焊双面成形焊接效果,从断面可见热影响区宽度相比较小,焊接热输入相比较低。焊接接头与mag焊接接头变形量对比如图5所示,其中,(a)为本发明的激光-cmt联合焊接方法的焊接效果示意图,(b)为传统mag焊方法的焊接效果示意图。
72.本专利提出的方法实现了以下焊接效果:
73.1)单面焊双面成形焊接效果:单道焊接,焊缝正面、背面均匀成形,未见咬边、裂纹等缺陷;
74.2)焊接速度快,焊接效率提升一倍以上,焊接速度能到1m/min以上;
75.3)焊后变形小,是传统电弧焊接的30%左右;
76.4)焊缝正面、背面熔宽小,焊接接头热损伤小,母材抗拉强812mpa,接头强度756mpa,达到母材的92.65%。
77.5)焊丝消耗量显著降低。
78.由此可以证明本焊接方法的有效组合可以显著提高焊接效率,降低焊接接头变形量,本发明专利切实可行。
79.需要说明的是,本发明选用的激光摆动方式及参数并未限于上述参数,满足焊接条件的其他焊接参数适用于本专利。
80.需要说明的是,选用的激光摆动方式及参数并未限于上述参数,满足焊接条件的其他焊接参数适用于本发明。
81.以上所述仅是本发明的优选实施方式,并非对本发明作任何形式上的限制。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有1条留言
-
 0访客 来自[中国] 2023年12月12日 10:54你好,请与我联系17721767889
0访客 来自[中国] 2023年12月12日 10:54你好,请与我联系17721767889
1