用于热风炉铝/不锈钢热交换管的制备方法
1.本发明涉及热交换管技术领域,特别涉及一种用于热风炉铝/不锈钢热交换管的制备方法。
背景技术:
2.随着节能减排的提出,我国经济发展进入新常态,产业结构优化明显加快,能源消费增速放缓,资源性、高耗能、高排放产业发展逐渐衰减,做好节能减排工作迫在眉睫。热风炉是利用燃料燃烧生成的热和空气进行换热,生产热风的设备,广泛应用于粮食、经济作物、食品、木材、制药、冶金、纺织等的加热和烘干。研制高效节能的热风炉是烘干行业的重要课题。热风炉种类多、系列全,已经被广泛使用,成为很多行业电热源以及传统蒸汽热源的替代产品。按输送形式分类,热风炉可分为间接式燃气热风炉和直接式燃气热风炉。列管式热风炉是间接加热式热风炉中的一种较为常用的结构形式,换热器由换热管按一定次序排列组成,烟道气与空气在管外和管内流动以实现烟道气与空气热交换的列管式换热器。热交换系统是热风炉的最主要的部分,换热器是热风炉热交换系统的核心,是实现两种不同温度流体(冷,热流体)互相换热的装置,热风炉的热效率主要取决于换热器的结构和材质性能。
3.根据市场调查,可以发现大多数热风炉的换热器由碳素钢、不锈钢、铝、铜、铝合金、陶瓷等制成。在换热器结构一样的情况下,换热效率主要取决于材料的热导率系数,换热管的热导率系数越高,换热效率越高,热风炉的热效率也越高。除了热导率,实际应用中还要考虑材料的高温强度、抗氧化性、寿命及成本等方面。碳素钢的热导率只有66w/(m
·
k),碳素钢管的热交换效率低,而且碳素钢抗氧化性差,服役寿命短。不锈钢的高温抗氧化性和强度都较好,但高温热导率系数平均只有20~30w/(m
·
k),单独的不锈钢管热交换率较低。纯铝虽然热导率系数高(237w/m
·
k),但是熔点低,高温强度低,容易高温软化,只能用于列管式热风炉分体式结构,导致热风炉热效率也不高(低于70%)。纯铜虽然有很高的热导率系数,但是铜的抗氧化性很差,使用寿命很短,并且价格昂贵,无法实现大规模使用。铝合金与纯铝的优缺点相似。陶瓷材料虽然耐高温性能优异,价格低廉,但是热导率系数不高(20-40w/(m
·
k),导致热交换器的换热效率较差,无法满足高效节能型热风炉要求。综上所述,目前用于热风炉热交换管的材料都存在众多问题,无法同时达到高热导率、高换热效率、高温高强度、低成本、长寿命的要求。
4.公开于该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现要素:
5.本发明的目的在于提供一种用于热风炉铝/不锈钢热交换管的制备方法,制备得到铝/不锈钢热交换管,从而克服现有热交换管导热率与耐热性能不能兼得的矛盾,以及复合界面结合不紧密的缺点。
6.为实现上述目的,本发明提供了一种用于热风炉铝/不锈钢热交换管的制备方法,包括以下步骤:
7.(1)内管热挤压:将温度为420-500℃的热铝锭热挤压产生塑性变形的铝管,铝管出模成型的温度为440-520℃;
8.(2)外管加热:靠近挤压成型铝管的模具出口端处,设有加热至700-850℃的不锈钢管;
9.(3)装配:挤压产生塑性变形的铝管在移动伸长过程中嵌套于外层的热不锈钢管中;
10.(4)冷却:将嵌套复合的铝/不锈钢复合管冷却,得到铝不锈钢热交换管。
11.优选地,上述技术方案中,所述铝管与所述不锈钢管为过盈配合。
12.优选地,上述技术方案中,所述铝管热挤出时的外径比加热后的所述不锈钢管内径大0.2-0.5mm。
13.优选地,上述技术方案中,所述不锈钢管与所述铝管嵌套的入口端呈喇叭状。
14.优选地,上述技术方案中,所述不锈钢管喇叭状入口端的内径大于所述热铝管挤出时的外径,所述不锈钢管喇叭状入口端的倾斜角度为1-5
°
。
15.优选地,上述技术方案中,所述不锈钢管喇叭状入口端的长度为0.5-3cm。
16.优选地,上述技术方案中,铝管在移动嵌套于外层的不锈钢管的速度是5-15m/min。
17.优选地,上述技术方案中,所述不锈钢管包括304、309、310或316号不锈钢中的一种。
18.优选地,上述技术方案中,所述不锈钢管在加热装配前,对不锈钢管的内壁进行圆筒形钢丝刷机械打磨,使内壁露出干净新鲜金属表面。
19.优选地,上述技术方案中,步骤(3)热铝管和热不锈钢钢管装配后,在温度为600-850℃的温度条件下保温10-15min,再进行冷却,冷却方法为空冷。铝管挤进不锈钢管后保温10-15min以促进温度平衡,两管界面原子充分扩散结合,促进界面结合致密牢固。
20.一种用于热风炉铝/不锈钢热交换管,使用上述的方法制得,所述用于热风炉铝/不锈钢热交换管从内至外依次包括铝内管和不锈钢外管。
21.与现有技术相比,本发明具有如下有益效果:
22.(1)本发明用于热风炉铝/不锈钢热交换管的制备方法,使用热铝锭挤压成热铝管后马上与热的不锈钢管复合(抗氧化温度以下),铝管表面来不及形成氧化膜,与不锈钢界面结合效果好,同时在复合时内管与外管均为热的,有利于界面原子扩散,也利于提高界面结合效果。在复合前不需要专门对铝管进行氧化膜去除的步骤,节省流程和成本。
23.(2)本发明的制备方法,由于不锈钢管和铝管具有热胀冷缩的特性(铝的热膨胀系数为23.2
×
10-6
/k,不锈钢的热膨胀系数为15
×
10-6
),在冷却后不锈钢会产生收缩,从而将铝管桥套稳定,产生过盈配合的作用。控制不锈钢外管加热温度,使冷却后不锈钢外管收缩量大于铝内管的收缩量。
24.(3)本发明方法制得的铝/不锈钢管,具有高热导率、良好的耐高温、抗氧化性能以及界面结合紧密,用于热风炉的热交换管,提高热风炉的热交换率。可以显著提高热交换管的热导率和换热效率,提高热风炉的工作性能,促进节能。
25.(4)本发明的铝/不锈钢管,用于热风炉的热交换管,当燃烧温度较高时,铝内管受热膨胀,不锈钢外管高温强度高,热交换管形状不易发生变形。同时由于铝管的膨胀系数大,使得铝管与不锈钢管界面结合得更为紧密,可大大提高外-内的热传导速率,提高了热风炉的热交换率。因不锈钢的耐高温和抗氧化性能,大大延长热交换管的使用寿命。同时提高热风炉的工作性能,并促进节能减排。
26.(5)本发明铝/不锈钢钢复合管,集不锈钢高强度、抗氧化、长寿命的优点和铝高热导率、抗氧化、低成本的优点于一体,将铝锭和不锈钢管通过简单挤压工艺制备成复合管,复合管同时达到了高热导率、高强度、抗氧化、低成本和长寿命的目的,对提高热风炉的热效率和促进节能环保具有重大意义。
附图说明
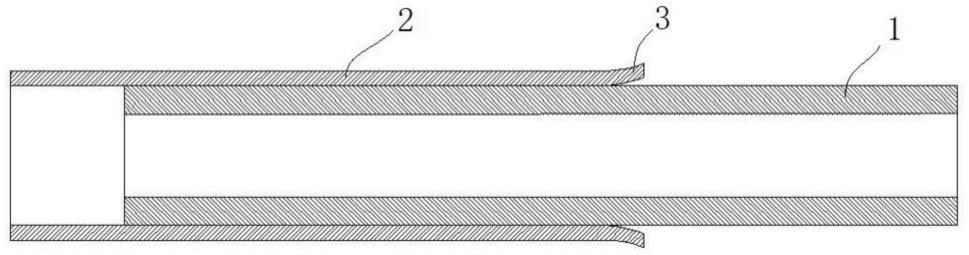
27.图1是根据本发明的用于热风炉铝/不锈钢热交换管的装配的结构示意图。
28.主要附图标记说明:
29.1-铝内管,2-不锈钢外管。
具体实施方式
30.下面结合附图,对本发明的具体实施方式进行详细描述,但应当理解本发明的保护范围并不受具体实施方式的限制。
31.除非另有其它明确表示,否则在整个说明书和权利要求书中,术语“包括”或其变换如“包含”或“包括有”等等将被理解为包括所陈述的元件或组成部分,而并未排除其它元件或其它组成部分。
32.如图所示,根据本发明具体实施方式的用于热风炉铝/不锈钢热交换管,从内至外依次包括铝内管1和不锈钢外管2。具体的制备方法包括以下步骤:
33.(1)内管热挤压:
34.先通过型芯的移动挤压热铝锭,当型芯移动至模具另一端时立即由滑块平移运动从而挤压铝锭,挤压的铝锭是将温度为420-500℃的热铝锭热挤压产生塑性变形的铝管,铝管出模成型的温度为440-520℃。
35.(2)外管加热
36.靠近挤压成型铝管的模具出口端处,可拆卸的固定设有加热至700-850℃的不锈钢管,加热温度在不锈钢抗氧化温度以下。该不锈钢管选用304、309、310、316号不锈钢,不锈钢管在加热装配前,对不锈钢管的内壁进行钢丝刷机械打磨,使内壁露出干净新鲜表面。
37.(3)装配
38.挤压产生塑性变形的铝管在移动过程中嵌套于外层的不锈钢管中。铝管在移动嵌套于外层的不锈钢管的速度5-15m/min,其中,铝管与不锈钢管为过盈配合。优选地,所述热铝管的外径比所述加热后不锈钢管内径大0.2-0.5mm。
39.铝管外径与不锈钢管过盈配合,热的铝管与加热的不锈钢管嵌套装配过程中,铝管外表面与不锈钢管内表面相互摩擦装配,有利于界面原子扩散,也利于提高界面结合效果,提高铝管与不锈钢管的结合效果。
40.不锈钢管与铝管嵌套的入口端呈喇叭状3。不锈钢管喇叭状入口端的内径大于铝
管的外径,不锈钢管喇叭状入口端的倾斜角度为1-5
°
。不锈钢管喇叭状入口端的长度为0.5-3cm。不锈钢管入口端呈喇叭状,使得铝管能顺利快速的进入不锈钢管内,实现快速装配。同时还维持铝管的管壁厚度及形状,避免铝管变形。
41.(4)冷却:热铝管和热不锈钢钢管装配后,在温度为600-850℃的温度条件下保温10-15min,再进行冷却,冷却方法为空冷,得到铝/不锈钢热交换管。
42.本发明使用热铝锭挤压成热铝管后马上与热的不锈钢管复合,铝管表面来不及形成氧化膜,与不锈钢界面结合效果好,同时在复合时内管与外管均为热的,有利于界面原子扩散,也利于提高界面结合效果。在复合前不需要专门对铝管进行氧化膜去除的步骤,节省流程和成本。由于不锈钢管和铝管具有热胀冷缩的特性(铝的热膨胀系数为23.2
×
10-6
/k,不锈钢的热膨胀系数为15
×
10-6
/k),不锈钢加热到700-850℃后,在冷却后不锈钢收缩量大于铝内管的收缩量,从而牢牢将铝管套牢固定,产生过盈配合的作用。
43.结合具体的实施例做进一步说明
44.实施例1
45.使用304号不锈钢和纯铝锭生产用于热风炉铝/不锈钢热交换管,该热交换管从内至外依次包括铝内管1和不锈钢外管2。具体的制备方法包括以下步骤:
46.(1)内管热挤压:
47.先通过型芯的移动挤压热铝锭,当型芯移动至模具另一端时立即由滑块平移运动从而挤压铝锭,挤压的纯铝锭是将温度为420-440℃的热铝锭热挤压产生塑性变形的铝管,铝管出模成型的温度为440-460℃℃。
48.(2)外管加热
49.靠近挤压成型铝管的模具出口端处,可拆卸的固定设有加热至700-720℃的不锈钢管。不锈钢管在加热装配前,对不锈钢管的内壁进行钢丝刷机械打磨,使内表面露出新鲜干净金属。
50.(3)装配
51.挤压产生塑性变形的铝管在移动过程中嵌套于外层的不锈钢管中。铝管在移动嵌套于外层的不锈钢管的速度是15m/min,其中,铝管与不锈钢管为过盈配合。优选地,所述热铝管的外径比加热后的所述不锈钢管内径大0.2-0.3mm。不锈钢管与铝管嵌套的入口端呈喇叭状。不锈钢管喇叭状入口端的内径大于铝管的外径,不锈钢管喇叭状入口端的倾斜角度为2~3
°
。不锈钢管喇叭状入口端的长度为3cm。
52.(4)冷却:热铝管和热不锈钢钢管装配后,在温度为650-700℃的温度条件下保温10-15min,再进行冷却,冷却方法为空冷,得到铝/不锈钢热交换管。
53.实施例2
54.使用309号不锈钢和纯铝锭生产用于热风炉铝/不锈钢热交换管,该热交换管从内至外依次包括铝内管1和不锈钢外管2。具体的制备方法包括以下步骤:
55.(1)内管热挤压:
56.先通过型芯的移动挤压热铝锭,当型芯移动至模具另一端时立即由滑块平移运动从而挤压铝锭,挤压的纯铝锭是将温度为440-450℃的热铝锭热挤压产生塑性变形的铝管,铝管出模成型的温度为460-470℃。
57.(2)外管加热
58.靠近挤压成型铝管的模具出口端处,可拆卸的固定设有加热至760-780℃的不锈钢管。不锈钢管在加热装配前,对不锈钢管的内壁进行钢丝刷机械打磨,使内表面露出新鲜金属。
59.(3)装配
60.挤压产生塑性变形的铝管在移动过程中嵌套于外层的不锈钢管中。铝管在移动嵌套于外层的不锈钢管的速度是12m/min。其中,铝管与不锈钢管为过盈配合。优选地,所述热铝管的外径比加热后的所述不锈钢管内径大0.2-0.3mm。不锈钢管与铝管嵌套的入口端呈喇叭状。不锈钢管喇叭状入口端的内径大于铝管的外径,不锈钢管喇叭状入口端的倾斜角度为2-3
°
。不锈钢管喇叭状入口端的长度为3cm。
61.(4)冷却:热铝管和热不锈钢钢管装配后,在温度为700-800℃的温度条件下保温10-15min,再进行冷却,冷却方法为空冷,得到铝/不锈钢热交换管。
62.实施例3
63.使用6061铝合金锭和310号不锈钢生产用于热风炉铝/不锈钢热交换管,该热交换管从内至外依次包括铝合金内管1和不锈钢外管2。具体的制备方法包括以下步骤:
64.(1)内管热挤压:
65.先通过型芯的移动挤压热铝锭,当型芯移动至模具另一端时立即由滑块平移运动从而挤压铝锭,挤压的铝合金锭是将温度为480-500℃的热铝锭热挤压产生塑性变形的铝管,铝管出模成型的温度为490-510℃。
66.(2)外管加热
67.靠近挤压成型铝管的模具出口端处,可拆卸的固定设有加热至780-800℃的不锈钢管。不锈钢管在加热装配前,对不锈钢管的内壁进行钢丝刷机械打磨,使内表面露出新鲜金属。
68.(3)装配
69.挤压产生塑性变形的铝管在移动过程中嵌套于外层的不锈钢管中。铝合金管在移动嵌套于外层的不锈钢管的速度是6m/min。其中,铝管与不锈钢管为过盈配合。优选地,所述热铝管的外径比所述不锈钢管加热后内径大0.2-0.3mm。不锈钢管与铝管嵌套的入口端呈喇叭状。不锈钢管喇叭状入口端的内径大于铝管的外径,不锈钢管喇叭状入口端的倾斜角度为2-3
°
。不锈钢管喇叭状入口端的长度为3cm。
70.(4)冷却:热铝管和热不锈钢钢管装配后,在温度为700-800℃的温度条件下保温10-15min,再进行冷却,冷却方法为空冷,得到铝/不锈钢热交换管。
71.实施例4
72.使用316号不锈钢和6061铝合金锭生产用于热风炉铝/不锈钢热交换管,该热交换管从内至外依次包括铝内管1和不锈钢外管2。具体的制备方法包括以下步骤:
73.(1)内管热挤压:
74.先通过型芯的移动挤压热铝锭,当型芯移动至模具另一端时立即由滑块平移运动从而挤压铝锭,挤压的铝锭是将温度为480-500℃的热铝锭热挤压产生塑性变形的铝管,铝管出模成型的温度为490-510℃。
75.(2)外管加热
76.靠近挤压成型铝管的模具出口端处,可拆卸的固定设有加热至820-840℃的不锈
钢管。不锈钢管在加热装配前,对不锈钢管的内壁进行钢丝刷机械打磨,使内表面露出新鲜金属。
77.(3)装配
78.挤压产生塑性变形的铝管在移动过程中嵌套于外层的不锈钢管中。铝管在移动嵌套于外层的不锈钢管的速度是5-6m/min。其中,铝管与不锈钢管为过盈配合。优选地,所述热铝管的外径比加热后的所述不锈钢管内径大0.3-0.4mm。不锈钢管与铝合金管嵌套的入口端呈喇叭状。不锈钢管喇叭状入口端的内径大于铝管的外径,不锈钢管喇叭状入口端的倾斜角度为2-3
°
。不锈钢管喇叭状入口端的长度为3cm。
79.(4)冷却:热铝管和热不锈钢钢管装配后,在温度为700-800℃的温度条件下保温10-15min,再进行冷却,冷却方法为空冷,得到铝/不锈钢热交换管。
80.前述对本发明的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本发明限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本发明的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本发明的各种不同的示例性实施方案以及各种不同的选择和改变。本发明的范围意在由权利要求书及其等同形式所限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1