轧机整体滑移安装方法与流程
1.本发明涉及一种轧机安装方法,具体涉及一种轧机整体滑移安装方法。
背景技术:
2.目前的大型轧机吊装技术主要包括“基础预留法”吊装技术,“牛腿旋转法”吊装技术,“专用吊具”吊装技术,“横向滑移垂直液压顶升特大型轧机”技术,立辊轧机吊装技术等,主要解决生产车间内行车吊装能力不足、吊装高度不够和环境受限的三大难题;但是在轧机现代化改造或者大修工程中,以上轧机安装方法在工期上已经达到极限,无法适应短期化大修改造的要求。在轧机现代化改造工程中,常规的轧机更换方法是轧线停产,拆除旧轧机,在基础上分片组装新轧机,其停产改造周期长,作业场地条件差,吊装难度大。
3.为了解决常规的轧机更换方法存在的不足,一些发明人对轧机更换方法进行改进。例如,公开号为cn102764766b,专利名称为一种既有轧线增设轧机的改造方法,该方法是在拆除新增轧机区域的旧有辊道后,在该处设置临时辊道;在临时辊道下方施工轧机基础;在轧制线外的施工区域设置推移基础和位于推移基础上的推移轨道,推移轨道延伸至轧机基础,在推移轨道上组装轧机,然后利用推移装置将轧机推移至轧机基础上就位,就位后施工固定轧机机架的补强基础,轧机推移就位后,以所述推移基础为基础施工换辊装置基础,然后完成换辊装置安装及配管。该方法虽然提高了施工效率,但是该方法需要施工新轧机基础,轧机连同基础整体推移,不适用于轧机整体更换或者安装的情况。
4.例如,公开号为cn103447304b,专利名称为既有轧制线轧机在线安装方法,该方法主要通过轧机底座与推移槽配合并与滑轨连接保证了轧机底座固定不动且上表面保持水平,使得后续安装的轧机机架及其它零部件有了很好的安装基础,具备在线调整、找正轧机的条件,;并通过机底座与推移槽配合保证了轧机推移过程中只能沿一个方向直线运动,能够避免轧机推移过程中的振动,避免推移过程中轧机装配精度变化。该方法提出了轧机整体推移的新方案,但是该方法未考虑轧机组装位置标高和轧机安装基坑标高差问题,只考虑了轧机水平推移,未考虑轧机垂直下降到基坑内的问题,不适用于轧机整体更换或者安装的情况。
5.例如,公开号为cn103469813b,专利名称为一种既有轧制线轧机的在线安装方法,该方法是先采用无尘化绳锯切割法在线拆除需要新增轧机部位的既有轧制线上复杂地下空间混凝土结构,然后再在该拆除出来部位的换辊装置处植筋浇筑截面成凹型结构的承重结构,并在所述的承重结构上安装钢梁、推移轨道,最后再在所述推移轨道上组装新增轧机,并通过所述的推移轨道推移到轧机基础上。该方法需要施工新轧机基础,且未考虑轧机组装位置标高和轧机安装基坑标高差问题,只考虑了轧机水平推移,未考虑轧机垂直下降到基坑内的问题,不适用于轧机整体更换或者安装的情况。
技术实现要素:
6.本发明的目的是为了提供一种能够有效的缩短轧线停产改造工期,适应性强,操
作安全可靠的轧机整体滑移安装方法。
7.本发明的技术方案是:一种轧机整体滑移安装方法,包括以下步骤:轨道铺设工序,在轧机生产线安装位置以外的地方铺设水平轨道;组装台架布置工序,在水平轨道上布置组装台架,且组装台架能够沿水平轨道滑移;轧机离线组装工序,在组装台架上完成轧机的组装,轧机通过轧机底座支撑于组装台架上;轧机滑移工序,将组装台架和组装台架上的轧机沿水平轨道滑移,使组装台架上的轧机的轧机横向中心线与轧机安装位置的轧机机列中心线在竖直方向上的投影重合;轧机吊装工序,当组装台架上的轧机的轧机横向中心线与轧机安装位置的轧机机列中心线在竖直方向上的投影重合后,第一,通过轧机吊具将组装台架上的轧机往上提升至指定高度,使组装台架上的轧机与组装台架分离,此时,轧机的轧机横向中心线与轧机安装位置的轧机机列中心线在竖直方向上的投影保持重合状态;第二,轧机吊具将轧机沿轧机安装位置的轧机机列中心线平移至轧机安装位置的上方;第三,轧机吊具将轧机下降就位到轧机安装位置上。
8.与常规轧机更换方法采用轧线停产,拆除旧轧机,直接在轧机安装位置上分片组装新轧机相比;本方案的轧机整体滑移安装方法,其采用离线组装轧机的方式,即在轧线以外的组装台架上完成轧机的组装工作;在轧线停产,拆除旧轧机后,可以直接将组装台架上完成组装的轧机通过轧机滑移工序和轧机吊装工序将轧机安装到轧机安装位置上,完成新轧机安装;因而可以大幅度缩短轧线停产改造工期。 同时,采用轧机吊装工序安装轧机即可以适应轧机水平移动安装的工况,也可以适应轧机垂直下降到基坑内安装的工况,其适应性强, 操作安全可靠。另一方面,本方案的轧机整体滑移安装方法,其采用离线组装轧机,轧机滑移工序和轧机吊装工序的方法,完成轧机整体安装,其无需对轧机安装位置进行处理及加固等措施,可以减小场地条件限制,适应性强,安全可靠。
9.作为优选,轧机吊具包括位于水平轨道上方的水平滑移轨道梁、至少两根用于支撑水平滑移轨道梁的立柱、沿水平滑移轨道梁滑移的滑座及设置在滑座上的液压提升装置,所述水平滑移轨道梁位于轧机安装位置的上方,水平滑移轨道梁与轧机安装位置的轧机机列中心线相平行,所述液压提升装置为四个,液压提升装置为钢绞线千斤顶,钢绞线千斤顶的钢绞线的下端设有提升吊具,四个液压提升装置的提升吊具位于同一高度。
10.作为优选,轧机吊装工序的第一步骤的具体操作如下,(1)将四个液压提升装置的提升吊具与轧机底座连接;(2)四个钢绞线千斤顶的钢绞线同步提升,将组装台架上的轧机往上提升,使组装台架上的轧机与组装台架分离,当轧机底座与组装台架之间的距离为设定值h时,钢绞线千斤顶停止提升轧机,轧机悬停;接着,测量各立柱的垂直度,要求各立柱的垂直度在设定范围内;测量水平滑移轨道梁的挠度,要求水平滑移轨道梁的挠度在设定范围内;再接着,四个钢绞线千斤顶的钢绞线继续同步提升,将轧机继续往上提升至指定高度,然后,测量各立柱的垂直度,要求各立柱的垂直度在设定范围内;测量水平滑移轨道梁的挠度,要求水平滑移轨道梁的挠度在设定范围内;测量轧机底座的水平度,要求轧机底座的水平度在设定范围内。由于轧机重量大(一般都在四百吨以上),在起吊轧机的过程中,轧
机吊具的立柱和水平滑移轨道梁的结构形变对轧机吊装工序的吊装效率、吊装准确性影响非常大,甚至可能存在安全隐患;为此本方案的轧机吊装工序包括专门设置了轧机悬停步骤,并在轧机悬停过程中测量各立柱的垂直度和水平滑移轨道梁的挠度,以实现在轧机起吊离开组装台架的初期,测量各立柱和水平滑移轨道梁的结构变化,只有在各立柱的垂直度和水平滑移轨道梁的挠度符合要求的情况下,才能够继续起吊轧机;一旦各立柱的垂直度和水平滑移轨道梁的挠度中有一个指标不合格,则轧机吊具需要将轧机下放到组装台架上,然后对轧机吊具的各立柱和水平滑移轨道梁进行加固检测;如此,可以在轧机起吊初期对立柱和水平滑移轨道梁的结构形变对轧机吊装工序的吊装效率、吊装准确性的影响以及可能产生的安全隐患进行阻断。进一步,在轧机悬停步骤中各立柱的垂直度和水平滑移轨道梁的挠度符合要求的情况下,在轧机吊装工序末期,轧机提升至指定高度后,再次检测各立柱的垂直度和水平滑移轨道梁的挠度的情况,并测量轧机底座的水平度;同样的,只有在各立柱的垂直度、水平滑移轨道梁的挠度和轧机底座的水平度都符合要求的情况下,才能够进行轧机吊装工序的第二步骤操作;如此,可以有效的避免第二步骤操作操作过程中立柱和水平滑移轨道梁的结构形变对轧机吊装工序的吊装效率、吊装准确性的影响以及可能产生的安全隐患带来的影响,有效提高吊装效率与吊装准确性。
11.作为优选,轧机吊装工序的第二步骤的具体操作如下,滑座带动轧机沿水平滑移轨道梁滑移至轧机安装位置的上方,使轧机的轧机纵向中心线与轧机安装位置的轧制中心线在竖直方向上的投影重合;接着,测量轧机底座的水平度,要求轧机底座的水平度在设定范围内。
12.作为优选,轧机底座安装有两根吊装梁,每根吊装梁上安装有两个吊耳,四个液压提升装置的提升吊具与两根吊装梁上的吊耳一一对应,两根吊装梁上的吊耳对称分布。
13.作为优选,当组装台架上的轧机的轧机横向中心线与轧机安装位置的轧机机列中心线在竖直方向上的投影重合后,能够通过调节滑座在水平滑移轨道梁的位置,以使四个液压提升装置的提升吊具与对于吊耳在竖直方向上的投影重合后。如此,可以保证轧机吊具将组装台架上的轧机往上提升至指定高度,使组装台架上的轧机与组装台架分离后,轧机的轧机横向中心线与轧机安装位置的轧机机列中心线在竖直方向上的投影保持重合状态。
14.作为优选,组装台架包括两根沿水平轨道滑移的滑移梁及架设在两根滑移梁上的轧机底座支撑梁,所述滑移梁与水平轨道相平行,轧机底座支撑梁水平分布,轧机底座支撑梁与滑移梁相垂直,所述轧机底座支撑于两根轧机底座支撑梁上。
15.作为优选,轧机离线组装工序的具体操作如下,(1)在两根轧机底座支撑梁的上表面放置垫铁,(2)利用吊机将轧机底座吊装到两根轧机底座支撑梁上,并通过调节垫铁的厚度来调节轧机底座的水平度,使轧机底座的水平度在设定范围内;接着,调节轧机底座的底座横向中心线和底座纵向中心线,使底座横向中心线与轧机安装位置的轧机机列中心线相平行,使底座纵向中心线与轧机安装位置的轧制中心线相平行;(3)将轧机机架吊装到轧机底座上,轧机机架支撑于轧机底座上,然后通过螺栓连接轧机机架与轧机底座;(4)安装轧机的下横梁,然后再安装轧机的上横梁。
16.本发明的有益效果是:其一,采用离线组装轧机的方式,能够大幅度缩短轧线停产改造工期。
17.其二,采用轧机吊装工序安装轧机即可以适应轧机水平移动安装的工况,也可以适应轧机垂直下降到基坑内安装的工况,其适应性强, 操作安全可靠。
18.其三,本方案的轧机整体滑移安装方法,其采用离线组装轧机,轧机滑移工序和轧机吊装工序的方法,完成轧机整体安装,其无需对轧机安装位置进行处理及加固等措施,可以减小场地条件限制,适应性强,安全可靠。
附图说明
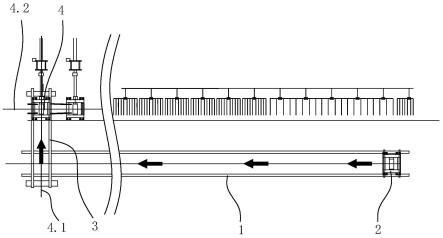
19.图1是本发明的轧机整体滑移安装方法的轧机整体滑移路线图。
20.图2是本发明的水平轨道和组装台架的一种结构示意图。
21.图3是图2的侧视图。
22.图4是本发明的轧机离线组装工序的轧机离线组装过程中的一种结构示意图。
23.图5是图4的侧视图。
24.图6是本发明的轧机离线组装工序的轧机组装完成后的一种结构示意图。
25.图7是本发明的轧机吊装工序中,在轧机吊具将组装台架上的轧机往上提升之前的一种结构示意图。
26.图8是图7的侧视图。
27.图9是本发明的轧机吊装工序中,在轧机沿水平滑移轨道梁滑移过程中的一种结构示意图。
28.图10是本发明的轧机吊装工序中,轧机吊具将轧机下降就位到轧机安装位置后的一种结构示意图。
29.图中:水平轨道1,垫块1.1;组装台架2,滑移梁2.1,轧机底座支撑梁2.2;轧机吊具3,水平滑移轨道梁3.1,滑座3.2,液压提升装置3.3,钢绞线3.4,提升吊具3.5,操作侧立柱3.6,传动侧立柱3.7,滑移轨道梁垫梁3.8;轧机安装位置4,轧机机列中心线4.1,轧制中心线4.2;轧机5,轧机底座5.1,轧机机架5.2,上横梁5.3;吊装梁6,吊耳6.1。
具体实施方式
30.下面结合附图与具体实施方式对本发明作进一步详细描述:具体实施例一:如图1-图10所示,一种轧机整体滑移安装方法,包括以下步骤:轨道铺设工序,在轧机生产线安装位置以外的地方铺设水平轨道1。
31.组装台架布置工序,在水平轨道上布置组装台架2,且组装台架能够沿水平轨道滑移。
32.轧机离线组装工序,在组装台架上完成轧机5的组装,轧机通过轧机底座5.1支撑于组装台架上。
33.轧机滑移工序,将组装台架和组装台架上的轧机沿水平轨道滑移,使组装台架上的轧机的轧机横向中心线与轧机安装位置4的轧机机列中心线4.1在竖直方向上的投影重
合。
34.轧机吊装工序,当组装台架上的轧机的轧机横向中心线与轧机安装位置的轧机机列中心线在竖直方向上的投影重合后,第一,通过轧机吊具3将组装台架上的轧机往上提升至指定高度,使组装台架上的轧机与组装台架分离,此时,轧机的轧机横向中心线与轧机安装位置的轧机机列中心线在竖直方向上的投影保持重合状态;第二,轧机吊具将轧机沿轧机安装位置的轧机机列中心线4.1平移至轧机安装位置4的上方;第三,轧机吊具将轧机下降就位到轧机安装位置上。
35.与常规轧机更换方法采用轧线停产,拆除旧轧机,直接在轧机安装位置上分片组装新轧机相比;本方案的轧机整体滑移安装方法,其采用离线组装轧机的方式,即在轧线以外的组装台架上完成轧机的组装工作;在轧线停产,拆除旧轧机后,可以直接将组装台架上完成组装的轧机通过轧机滑移工序和轧机吊装工序将轧机安装到轧机安装位置上,完成新轧机安装;因而可以大幅度缩短轧线停产改造工期。 同时,采用轧机吊装工序安装轧机即可以适应轧机水平移动安装的工况,也可以适应轧机垂直下降到基坑内安装的工况,其适应性强, 操作安全可靠。另一方面,本方案的轧机整体滑移安装方法,其采用离线组装轧机,轧机滑移工序和轧机吊装工序的方法,完成轧机整体安装,其无需对轧机安装位置进行处理及加固等措施,可以减小场地条件限制,适应性强,安全可靠。
36.具体的,轨道铺设工序的具体步骤如下,在轧机生产线安装位置以外的地面上铺设垫块1.1,并在垫块上铺设水平轨道1。水平轨道与轧机安装位置4的轧制中心线4.2相平行。水平轨道为两根,两根水平轨道相平行。
37.组装台架2包括两根沿水平轨道滑移的滑移梁2.1及架设在两根滑移梁上的轧机底座支撑梁2.2。轧机底座支撑梁支撑在滑移梁上。滑移梁与水平轨道相平行,滑移梁一一对应的设置在水平轨道上方。两根轧机底座支撑梁水平平行布置,轧机底座支撑梁与滑移梁相垂直,两根轧机底座支撑梁沿水平轨道长度方向布置。轧机底座支撑于两根轧机底座支撑梁上。
38.轧机离线组装工序的具体操作如下,(1)在两根轧机底座支撑梁的上表面放置垫铁;(2)利用吊机(例如行车)将轧机底座5.1吊装到两根轧机底座支撑梁2.2上,并通过调节垫铁的厚度来调节轧机底座的水平度,使轧机底座的水平度在设定范围内;接着,调节轧机底座的底座横向中心线和底座纵向中心线,使底座横向中心线与轧机安装位置的轧机机列中心线相平行(即使底座横向中心线与水平轨道相垂直),使底座纵向中心线与轧机安装位置的轧制中心线相平行(即使底座纵向中心线与水平轨道相平行)。(3)将轧机机架5.2吊装到轧机底座上,轧机机架支撑于轧机底座上,然后通过螺栓连接轧机机架与轧机底座;(4)安装轧机的下横梁,然后再安装轧机的上横梁5.3;(5)检查调整轧机机架与轧机底座结合面的平面和侧面的接触间隙,上下横梁与轧机机架接合面的间隙,轧机机架垂直度,轧机底座水平度等满足规范要求;(6)安装轧机的弯辊窜辊系统,安装轧机的液压调整装,安装轧机的轧机配管,轧机配管采用集成配管,包括操作侧集成配管、传动侧集成配管、轧机平台液压配管等,轧机配管安装注意保持管道清洁度,管口做好防尘措施。
39.轧机吊具3包括位于水平轨道上方的水平滑移轨道梁3.1、至少两根用于支撑水平滑移轨道梁的立柱、沿水平滑移轨道梁滑移的滑座3.2及设置在滑座上的液压提升装置3.3。水平滑移轨道梁位于轧机安装位置的上方,水平滑移轨道梁与水平轨道相垂直,水平
滑移轨道梁与轧机安装位置的轧机机列中心线相平行。
40.本实施例中,立柱包括操作侧立柱3.6和传动侧立柱3.7,其中操作侧立柱靠近水平滑移轨道梁的一端,操作侧立柱为四根,四根操作侧立柱上端设置有滑移轨道梁垫梁3.8;传动侧立柱靠近水平滑移轨道梁的另一端,传动侧立柱为两根,两根传动侧立柱上端也设置有滑移轨道梁垫梁。滑移轨道梁垫梁水平分布。水平滑移轨道梁为两根,两根水平滑移轨道梁相平行,两根水平滑移轨道梁安装在滑移轨道梁垫梁上。两根水平滑移轨道梁的中心线与轧机机列中心线在竖直方向上的投影重合。液压提升装置为四个,液压提升装置为钢绞线千斤顶,钢绞线千斤顶的钢绞线3.4的下端设有提升吊具3.5。钢绞线千斤顶中位于千斤顶下方的钢绞线呈竖直分布,提升吊具设置在位于千斤顶下方的钢绞线的下端。四个液压提升装置的提升吊具位于同一高度。四个液压提升装置沿两根水平滑移轨道梁的中心线对称分布。
41.轧机底座安装有两根吊装梁6,每根吊装梁上安装有两个吊耳6.1。两根吊装梁上的吊耳对称分布。四个液压提升装置的提升吊具与两根吊装梁上的吊耳一一对应。本实施例中,提升吊具为提升耳。
42.当组装台架上的轧机的轧机横向中心线与轧机安装位置的轧机机列中心线在竖直方向上的投影重合后,能够通过调节滑座在水平滑移轨道梁的位置,以使四个液压提升装置的提升吊具与对于吊耳在竖直方向上的投影重合后。如此,可以保证轧机吊具将组装台架上的轧机往上提升至指定高度,使组装台架上的轧机与组装台架分离后,轧机的轧机横向中心线与轧机安装位置的轧机机列中心线在竖直方向上的投影保持重合状态。
43.本实施例的一种实施方式中,水平滑移轨道梁所在高度高于组装台架上完成组装的轧机的高度。组装台架上的轧机在沿水平轨道滑移过程中不会与水平滑移轨道梁发生干涉。该实施方式中,轧机吊具
ꢀ“
可以在轧机滑移工序完成之前,即轧机滑移工序中将组装台架和组装台架上的轧机沿水平轨道滑移,使组装台架上的轧机的轧机横向中心线与轧机安装位置的轧机机列中心线在竖直方向上的投影重合之前”完成安装。
44.本实施例的另一种实施方式中,水平滑移轨道梁所在高度低于组装台架上完成组装的轧机的高度,水平滑移轨道梁所在高度高于组装台架上完成组装的轧机上的吊耳的高度;如此,通过降低水平滑移轨道梁所在高度,来减小立柱的高度,有利于提高立柱的稳定性和支撑能力,进而提高轧机吊具的稳定性和可靠性。为了避免组装台架上的轧机在沿水平轨道滑移过程中与水平滑移轨道梁发生干涉,该实施方式中,轧机吊具的水平滑移轨道梁及水平滑移轨道梁上的滑座及液压提升装置,“需要在轧机滑移工序完成之后,即需要将组装台架和组装台架上的轧机沿水平轨道滑移,使组装台架上的轧机的轧机横向中心线与轧机安装位置的轧机机列中心线在竖直方向上的投影重合之后”进行安装。轧机吊具的立柱和滑移轨道梁垫梁“可以在轧机滑移工序完成之前”安装。
45.如图7-图10所示,轧机吊装工序的第一步骤的具体操作如下,(1)将四个液压提升装置的提升吊具与轧机底座连接,具体的,通过调节滑座在水平滑移轨道梁的位置,使四个液压提升装置的提升吊具与对于吊耳在竖直方向上的投影重合;接着,各提升吊具与对应的吊耳连接(通过销轴或螺栓连接);(2)四个钢绞线千斤顶的钢绞线同步提升,将组装台架上的轧机往上提升,使组装台架上的轧机与组装台架分离,当轧机底座与组装台架之间的距离为设定值h时,具体而言是,当轧机底座与组装台架的轧机底座支撑梁之间的距离为设
定值h时(本实施例中,设定值h为100毫米),钢绞线千斤顶停止提升轧机,轧机悬停;接着,测量各立柱的垂直度,要求各立柱的垂直度在设定范围内;测量水平滑移轨道梁的挠度,要求水平滑移轨道梁的挠度在设定范围内;再接着,四个钢绞线千斤顶的钢绞线继续同步提升,将轧机继续往上提升至指定高度(本实施例中,指定高度是指轧机底座距轧机底座支撑梁200毫米的高度),然后,测量各立柱的垂直度,要求各立柱的垂直度在设定范围内;测量水平滑移轨道梁的挠度,要求水平滑移轨道梁的挠度在设定范围内;测量轧机底座的水平度,要求轧机底座的水平度在设定范围内。由于轧机重量大(一般都在四百吨以上),在起吊轧机的过程中,轧机吊具的立柱和水平滑移轨道梁的结构形变对轧机吊装工序的吊装效率、吊装准确性影响非常大,甚至可能存在安全隐患;为此本方案的轧机吊装工序包括专门设置了轧机悬停步骤,并在轧机悬停过程中测量各立柱的垂直度和水平滑移轨道梁的挠度,以实现在轧机起吊离开组装台架的初期,测量各立柱和水平滑移轨道梁的结构变化,只有在各立柱的垂直度和水平滑移轨道梁的挠度符合要求的情况下,才能够继续起吊轧机;一旦各立柱的垂直度和水平滑移轨道梁的挠度中有一个指标不合格,则轧机吊具需要将轧机下放到组装台架上,然后对轧机吊具的各立柱和水平滑移轨道梁进行加固检测;如此,可以在轧机起吊初期对立柱和水平滑移轨道梁的结构形变对轧机吊装工序的吊装效率、吊装准确性的影响以及可能产生的安全隐患进行阻断。进一步,在轧机悬停步骤中各立柱的垂直度和水平滑移轨道梁的挠度符合要求的情况下,在轧机吊装工序末期,轧机提升至指定高度后,再次检测各立柱的垂直度和水平滑移轨道梁的挠度的情况,并测量轧机底座的水平度;同样的,只有在各立柱的垂直度、水平滑移轨道梁的挠度和轧机底座的水平度都符合要求的情况下,才能够进行轧机吊装工序的第二步骤操作;一旦各立柱的垂直度和水平滑移轨道梁的挠度中有一个指标不合格,则轧机吊具需要将轧机下放到组装台架上,然后对轧机吊具的各立柱和水平滑移轨道梁进行加固检测;如此,可以有效的避免第二步骤操作操作过程中立柱和水平滑移轨道梁的结构形变对轧机吊装工序的吊装效率、吊装准确性的影响以及可能产生的安全隐患带来的影响,有效提高吊装效率与吊装准确性。
46.轧机吊装工序的第二步骤的具体操作如下,滑座带动轧机沿水平滑移轨道梁滑移至轧机安装位置的上方,使轧机的轧机纵向中心线与轧机安装位置的轧制中心线在竖直方向上的投影重合;接着,测量轧机底座的水平度,要求轧机底座的水平度在设定范围内。
47.本实施例中,轧机安装位置的轧机机列中心线与轧制中心线相垂直,轧机安装位置的轧机机列中心线与轧制中心线均呈水平分布,轧机机列中的各轧机沿轧制中心线依次分布。
48.组装台架上的轧机的轧机中心线包括轧机横向中心线与轧机纵向中心线,其中,轧机纵向中心线与轧制中心线相平行,轧机横向中心线与轧机机列中心线相平行。
49.组装台架上的轧机底座的底座中心线包括底座横向中心线与底座纵向中心线,其中,底座横向中心线与轧机机列中心线相平行,且底座横向中心线与轧机横向中心线在竖直方向上的投影重合;底座纵向中心线与轧制中心线相平行,且底座纵向中心线与轧机纵向中心线在竖直方向上的投影重合。
50.以上所述,仅是本发明的较佳实施例,并非对本发明作任何限制,凡是根据本发明技术实质对以上实施例所作的任何简单修改、变更以及等效变换,均仍属于本发明技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1