一种强力旋压多道次带台阶反旋工艺方法与流程
1.本发明涉及旋压工艺技术领域,尤其涉及一种强力旋压多道次带台阶反旋工艺方法。
背景技术:
2.强力旋压一般分为正旋和反旋,芯模部分由芯轴1和卸料环2组成,如图1所示。卸料环2套在芯轴1上,使用时,将芯模固定在旋压设备的旋转主轴上,再将管坯材料3(坯料)套在芯轴1上,芯模旋转时,旋压轮4作进给运动,使管坯材料3连续地逐点变薄并贴靠在芯轴1上而形成所需要形状的零件。强力旋压通过改变管坯材料3的厚度和形状实现工件的成型。强力旋压时,如图1上半部分所示,旋压轮4向前进给,管坯材料3向前延伸,这种管坯材料3延伸方向与旋压轮4进给方向一致称之为正旋;如图1下半部分所示,旋压轮4向前进给,管坯材料3向后延伸,这种管坯材料3延伸方向与旋压轮4进给方向相反称之为反旋。
3.一般情况下,正反旋相比较,正旋对于带台阶产品,台阶间尺寸精度控制精度高,但由于正旋时前端材料处于自由状态,旋压后直径精度相对要差一些;反旋贴模情况好,不容易扩径,直径公差容易控制,且反旋效率高,对于不带底直筒产品尤其适合,而且芯模短,但反旋对于带台阶产品,由于台阶间长度与旋压轮轴向位移以及旋压前后材料厚度成比例关系,不容易控制。
4.通常情况下,由于坯料长度越长加工越难保证加工精度,为减轻坯料的精加工压力,一般会尽量设计坯料长度较短、厚度较大的坯料,通常考虑为减薄率不大于70%。但是由于单道次减薄率一般控制在20-40%以内,因此通常情况下从坯料到成品就需要多道次旋压减薄。在实际试制产品过程中,由于不同材料、不同厚度的坯料、不同的设备刚性,会造成每道旋压后实际尺寸与设定尺寸有一定的反弹量,后一道次需要根据前一道次的实际厚度进行压下量、旋压长度等修正,尤其重要的是对后道是带台阶的旋压,为保证旋压后台阶间尺寸精度,更加需要根据前一道实际尺寸对程序进行修正。由于旋压属于无屑,旋压过程中材料重量不变,因此,通常采用旋压前后重量不变原理来计算,但是由于带台阶产品,形状均为直筒+圆锥形状,体积和重量计算很困难,尤其是在生产现场。所以很多时候,均采用的是仅计算旋压时的坯料和产品厚度比例进行粗略测算,再进行多次试生产,这样不仅试制时间长、精度低,尤其对于精度要求高、弹体贵重材料浪费相当大,所以迫切需要一种准确、快速的工艺方法。
5.因此,本领域的技术人员致力于开发一种强力旋压多道次带台阶反旋工艺方法,以克服现有技术存在的问题。
技术实现要素:
6.有鉴于现有技术的上述缺陷,本发明所要解决的技术问题是如何准确、快速地计算出每一道次的反旋工艺参数,以保证旋压后台阶间尺寸精度,缩短试制时间,提高产品精度,减少材料浪费。
7.为实现上述目的,本发明提供了一种强力旋压多道次带台阶反旋工艺方法,包括以下步骤:
8.步骤1、根据产品尺寸要求,确定芯模直径、管坯材料的内径和厚度;
9.步骤2、根据产品的成型厚度、过渡段长度、减薄段长度以及管坯材料的厚度,准确计算出管坯材料的整体反旋长度;
10.步骤3、根据管坯材料的厚度和产品的成型厚度的差值,确定反旋工艺的道次数目;
11.步骤4、确定每一个道次的反旋工艺参数;
12.步骤5、根据确定的每一个道次的反旋工艺参数,利用数控强力旋压设备进行反旋加工,得到所需的产品粗加工件。
13.进一步地,所述步骤1中,通过产品的内径来确定芯模直径,所述芯模直径与所述产品的内径相一致;通过芯模直径来确定管坯材料的内径,所述管坯材料的内径大于所述芯模内径0.5-2mm。
14.进一步地,所述步骤1中,通过产品的整体减薄率来确定管坯材料的厚度,所述产品的整体减薄率为管坯材料的厚度和产品的成型厚度的差值与管坯材料的厚度之间的比值,所述产品的整体减薄率不大于70%。
15.进一步地,所述步骤2中所述确定管坯材料的整体反旋长度包括:
16.步骤2.1、确定管坯材料的过渡段反旋长度;
17.步骤2.2、确定管坯材料的减薄段反旋长度;
18.步骤2.3、将步骤2.1确定的过渡段反旋长度的两倍与步骤2.2确定的减薄段反旋长度相加,得到所述管坯材料的整体反旋长度。
19.进一步地,所述步骤3中,根据产品的整体减薄率划分每一个道次的减薄率,所述每一个道次的减薄率为前一个道次管坯材料的厚度和后一个道次管坯材料的厚度的差值与前一个道次管坯材料的厚度之间的比值,所述每一个道次的减薄率在15-40%之间,所有道次的减薄率之和等于所述产品的整体减薄率;通过每一个道次的减薄率来确定反旋工艺的道次数目。
20.进一步地,所述步骤2.1中确定管坯材料的过渡段反旋长度的计算公式如下:
[0021][0022]
其中,
[0023]
db=dm+2
·
δb[0024]
△
δ=δ
b-δa[0025][0026]db.a
=d
b-2
·
△
δ
[0027][0028]
式中,l
b.op
代表过渡段反旋长度,v
b.a
代表过渡段体积,db代表管坯材料的外径, dm代表芯模直径,δb代表管坯材料的厚度,δa代表产品的成型厚度,δδ代表减薄量,δδ%代表减薄率,d
b.a
代表旋后锥直径,lb代表过渡段长度。
[0029]
进一步地,所述步骤2.2中确定管坯材料的减薄段反旋长度的计算公式如下:
[0030][0031]
其中,
[0032]
db=dm+2
·
δb[0033]
△
δ=δ
b-δa[0034][0035]ds.a
=d
b-2
·
△
δ
[0036][0037]
式中,l
s.op
代表减薄段反旋长度,v
s.a
代表减薄段体积,db代表管坯材料的外径, dm代表芯模直径,δb代表管坯材料的厚度,δa代表产品的成型厚度,δδ代表减薄量,δδ%代表减薄率,d
s.a
代表旋后直筒径,ls代表减薄段长度。
[0038]
进一步地,所述步骤4中,确定每一个道次的反旋工艺参数包括:
[0039]
步骤4.1、通过管坯材料的整体反旋长度确定最后一个道次的起刀点、抬刀点;
[0040]
步骤4.2、通过每一个道次的减薄率来确定前一个道次管坯材料的厚度;
[0041]
步骤4.3、确定每一个道次的起刀点、抬刀点,在前一个道次的起刀点、抬刀点之间,并与前一个道次的起刀点、抬刀点拉开一定距离。
[0042]
进一步地,所述步骤4中,确定每一个道次的反旋工艺参数还包括:
[0043]
步骤4.4、根据每一个道次k的减薄量和旋压轮的前角α确定每一个道次k终点的退让距离l
e(k)
,公式为式中δδ
(k)
代表每一个道次k的减薄量,为前一个道次k-1的管坯材料的厚度与加工后的第k个道次的管坯材料的厚度的差值。
[0044]
进一步地,所述步骤4中,确定每一个道次的反旋工艺参数还包括:
[0045]
步骤4.5、根据每一个道次k的轴向错距和旋压轮的前角α确定每一个道次k三旋轮前角重叠径向错距d
r(k)
,公式为d
r(k)
=d
a(k)
·
tanα,式中d
a(k)
代表每一个道次k的轴向错距。
[0046]
本发明的有益效果是:
[0047]
通过准确、快速地计算出每一道次的反旋工艺参数,保证了旋压后台阶间尺寸精度,缩短了试制时间,提高了产品精度,减少了材料浪费。
[0048]
以下将结合附图对本发明的构思、具体结构及产生的技术效果作进一步说明,以充分地了解本发明的目的、特征和效果。
附图说明
[0049]
图1是现有技术的强力旋压的正旋和反旋的原理示意图;
[0050]
图2是本发明的一个较佳实施例的反旋厚度减薄的原理示意图;
[0051]
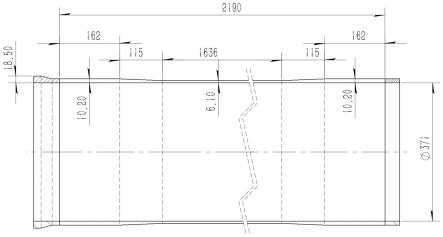
图3是本发明的另一个较佳实施例的生产的210l氢气瓶的尺寸示意图;
[0052]
图4是本发明的另一个较佳实施例的生成的210l氢气瓶的两个道次规划的原理示意图;
[0053]
图5是本发明的另一个较佳实施例的生产的210l氢气瓶的第一道次前后比较的原理示意图;
[0054]
图6是本发明的另一个较佳实施例的生产的210l氢气瓶的前后道次终点退让距离原理示意图。
[0055]
其中,1-芯轴,2-卸料环,3-管坯材料,4-旋压轮,5-成型斜面。
具体实施方式
[0056]
以下参考说明书附图介绍本发明的多个优选实施例,使其技术内容更加清楚和便于理解。本发明可以通过许多不同形式的实施例来得以体现,本发明的保护范围并非仅限于文中提到的实施例。
[0057]
在附图中,结构相同的部件以相同数字标号表示,各处结构或功能相似的组件以相似数字标号表示。附图所示的每一组件的尺寸和厚度是任意示出的,本发明并没有限定每个组件的尺寸和厚度。为了使图示更清晰,附图中有些地方适当夸大了部件的厚度。
[0058]
实施例1
[0059]
根据大量的实际生产经验,为此,本实施例设计出了如下计算方法。详细描述如下:
[0060]
如图2所示,反旋时,坯料流动遵循如下规律:
[0061]
坯料尺寸长度为ac,旋压后长度为ab,图3中点画线示出了管坯材料3,t1为坯料厚度,t2为旋压后厚度。
[0062]
当旋压轮4从管坯材料3的d点压下,使管坯材料3的厚度从t1减薄到t2,轴向从d点向前旋压到e点结束。那么最终达到厚度t1的长度为ef,且ef≈ed*(t1/t2) (假设e、f处斜坡按照90度计算)。
[0063]
因此到这里,旋压轮4的轴向工作长度de明显小于ef,这也就是反旋效率高的原因。
[0064]
但是,由于旋压过程中产品为圆柱筒体,t1/t2与ed和ef的长度并不是成严格的比例关系,况且厚度t1到厚度t2的变化都会是以斜坡过渡,这里,为了更加准确的保证ef长度,我们需要对不同直径、不同厚度、不同斜坡的原始坯料压下位置d 点与e点之间的距离进行精确计算。
[0065]
为此,本实施例专门设计了精确计算方法,如表1至表4所示:
[0066]
表1斜面长度计算反旋长度
[0067][0068]
表2直筒长度计算反旋
[0069][0070]
表3道次终点后退量
[0071]
序号旋压轮前角减薄量后退长度11527.464102215311.19615315414.9282415518.66025
[0072]
表4三旋轮前角重叠轴向与径向错距关系
[0073][0074]
(1)斜面(过渡段)长度计算反旋长度(参考表1),计算公式如下:
[0075]
db=dm+2
·
δbꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)
[0076]
△
δ=δ
b-δaꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(2)
[0077][0078]db.a
=d
b-2
·
△
δ
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(4)
[0079]
其中,dm代表芯模直径,δb代表管坯材料的厚度(原厚度),δa代表成型厚度, db代表旋压前直径(原直径),δδ代表减薄量,δδ%代表减薄率,d
b.a
代表旋后锥直径。
[0080]
根据几何方法,可以计算出旋压后的斜面体积v
b.a
:
[0081][0082]
其中,lb代表斜面长度。
[0083]
计算出斜面(过渡段)反旋长度l
b.op
:
[0084][0085]
(2)直筒(减薄段)长度计算反旋长度(参考表2),计算公式如下:
[0086]
类似地,如式(1)至(3)所示。
[0087]ds.a
=d
b-2
·
△
δ
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(7)
[0088]
其中,d
s.a
代表旋后直筒径。
[0089]
根据几何方法,可以计算出旋压后的直筒体积v
s.a
:
[0090][0091]
其中,ls代表直筒长度。
[0092]
计算出直筒(减薄段)反旋长度l
s.op
:
[0093][0094]
(3)道次终点后退量计算
[0095]
由于旋压轮4前角一般都带有10-30度左右的前角α,如图6所示,因此,多道次旋压时后一道次的终旋轴向位置需要向后退让一定的退让距离(后退长度)l
e(k)
,如果不设退让,旋压轮会再次对前一道次的成型斜面5(台阶面)进行减薄旋压,从而使减薄率过大造成产品损坏甚至设备故障。
[0096]
参考表3,计算公式如下:
[0097][0098]
其中,l
e(k)
代表每一个道次k终点的后退长度,δδ
(k)
代表每一个道次k的减薄量。
[0099]
(4)三旋轮前角重叠轴向与径向错距关系计算(参考表4),计算公式如下:
[0100]dr(k)
=d
a(k)
·
tanα
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(11)
[0101]
其中,d
r(k)
代表每一个道次k的径向错距,d
a(k)
代表每一个道次k的轴向错距。
[0102]
实施例2
[0103]
具体以如图3所示的210l氢气瓶的坯料强旋举例说明:
[0104]
首先,芯模直径为已知固定值,旋压前厚度(原厚度)δb、旋压后要求厚度(成型厚度)δa、过渡段长度(斜面长度)lb和减薄段长度(直筒长度)ls,这些也都是已知参数。
[0105]
其次,在进行台阶反旋前,需要对旋压前材料进行准确测量,如图所示,我们测量出坯料旋压前厚度δb为10.2mm。
[0106]
产品要求前后斜坡厚度从δb=10.2mm减薄到δa=6.1mm且斜面长度lb均为115 mm,根据计算,斜坡成型时旋压轮轴向的运行长度(斜面反旋长度)l
b.op
应该均为 91.43mm。
[0107]
产品要求厚度6.1mm段直筒长度ls为1636mm,经过计算这段的直筒反旋长度 l
s.op
为967.87mm。
[0108]
因此,要旋压出115+1636+115mm这段台阶,我们需要的10.2mm厚的管坯材料的长度为91.43+967.87+91.43=1150.73mm。
[0109]
具体到这里,厚度从10.2mm到6.1mm,由于变形量太大,一般采用2个道次完成,所以还需要对这里的台阶进行2个道次规划。如图4所示。
[0110]
根据产品需要,在10.2mm坯料的合适位置取1150.73mm长度,并在a、b两点处用记号笔做上标记,a、b点间的坯料距离就是最后第二道次的旋压轮工作范围,在这个范围内,我们可以再增加一个道次,以减小变形量,如图中第一道次轨迹所示,这个道次的范围必须要在a、b之间进行,不能超出这个范围,否则最终尺寸会有变化,第一道次的起点和终点我们一般会距第二道次的起点和终点拉开一定的长度,针对这个产品我们拉开20mm左右比较
合适。
[0111]
这里第一道次旋压后,如图5所示,b点会随着材料的延伸向后移动,所以,第二道次的起点b,我们就以前边做好的记号处开始,随轨迹运行到记号a点即可。
[0112]
另外,如图6所示,由于旋压轮4前角一般都带有10-30
°
左右的前角,因此,多道次旋压时后一道次的终旋轴向位置需要向后退让一定的距离,如果不设退让,旋压轮会再次对前一道次的台阶面进行减薄旋压,从而使减薄率过大造成产品损坏甚至设备故障。
[0113]
实施例3
[0114]
本实施例详细介绍一种用于高压氢气瓶的生产的产品多道次+台阶成型完整程序。
[0115]
其中,坯料内径为371mm,厚度为19.5mm,长度为910mm,材料为6061h112 铝合金。
[0116]
旋压设备采用550三轮强旋机,g代码为国际标准代码,具有通用性,其中辅助 m代码指令根据不同机型有所不同,请参照相应说明书。
[0117]
根据氢气瓶产品要求,成型后产品内孔尽量没有划伤等缺陷,因此,坯料内孔会比芯模直径适当大一些(0.5-2mm为宜),以确保上料时内壁不会有损伤。但是,由于坯料内孔过大,旋压时旋压轮抬起后产品会向后滑出,因此,第一道次要求进给速度快一些,使毛坯缩径紧贴芯模,便于后道旋压。为了脱模容易,不划伤内孔,最后一道次的进给量以及减薄量适当小一些,从而使产品进行适当扩径,保证内径与芯模间有适当的间隙。
[0118]
根据铝材的强旋工艺,单道次减薄率一般控制在15-30%之间,对于厚度19.5mm 到6.1mm的减薄过程,可以设计为5个道次,如表5所示,依次减薄厚度为 15.5-12.8-10.2-7.6-6.1mm,速度依次为f2.5-f2.5-f2.5-f2.5-f2.2。
[0119]
另外,为保证产品表面旋压纹路均匀,我们将三只旋压轮的轴向错距量调整为2 mm,根据上述表格计算出径向错距不大于0.5mm。
[0120]
表5用于高压氢气瓶的生产的多道次参数
[0121][0122]
具体程序段如下:
[0123]
;强旋铝管371,19.5
‑‑
10
‑‑
6mm 15-r12-15 cj1-1-1
[0124]
[0125]
[0126]
[0127][0128]
以上详细描述了本发明的较佳具体实施例。应当理解,本领域的普通技术无需创造性劳动就可以根据本发明的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本发明的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1