一种利用声响光学调制的激光加工装置及激光加工方法与流程
1.本发明涉及一种利用声响光学调制的激光加工装置及激光加工方法。
背景技术:
2.一般所说的激光加工工程,是指在加工品的表面上注射激光,对加工品表面的形状,物理性质等进行加工的工程,这些加工品有多种多样的形状。
3.现有技术中,一台激光加工装置只有一束加工束,加工时,需要不断改变加工束的方向,加工时间长,加工效率低。
技术实现要素:
4.本发明要解决的技术问题是提供一种利用声响光学调制的激光加工装置。
5.为了解决上述技术问题,本发明采用的技术方案是:一种利用声响光学调制的激光加工装置,包括用于发射脉冲激光束的激光光源模块、激光分割模块、光束筛选模块、光路调节模块,所述激光分割模块包括能够将所述脉冲激光束分割成复数加工束的声响光学变调模块、对所述复数加工束的声波进行调节的声波驱动部,所述声响光学变调模块包括能够改变第一方向上的所述复数加工束的输出角度的第一变调部、能够改变第二方向上的所述复数加工束的输出角度的第二变调部。通过激光分割模块中将脉冲激光束分割成复数加工束的声响光学变调模块,可以增大光源所需要的脉冲幅度限制,利用复数加工束形成加工模式,能够同时对加工件的多处进行加工,缩短激光加工工序的时间,提高激光加工速率,通过设置改变复数加工束输出角度的第一变调部和第二变调部,能够提高激光加工的精度。
6.优选的,所述复数加工束包括0次衍射光束、高次衍射光束,所述高次衍射光束包括一次衍射光束、二次衍射光束和三次衍射光束。
7.优选的,所述光束筛选模块包括将所述0次衍射光束除去的倒空器、将所述高次衍射光束的方向进行改变的筛选反射镜、用于调整所述一次衍射光束出射方向的激光振镜系统。利用倒空器去除不能作为加工光束的0次衍射光束,一次衍射光束易于控制光束强度,比其他高次衍射光束稳定性高,高次衍射光束的衍射次数越高,衍射角度越大,通过这种性质,结合筛选反射镜,可以将二次衍射光束和三次衍射光束去除,留下一次衍射光束,并将其射入激光振镜系统,完成筛选。
8.优选的,所述激光振镜系统包括多块振镜,多块所述振镜能够将所述一次衍射光束入射至所述光路调节模块的设置。
9.优选的,所述第一变调部和所述第二变调部分别包括多种介质,所述介质为玻璃、石英中的一种或多种。
10.优选的,所述光路调节模块包括多块透镜和多块反射镜。
11.优选的,多块所述透镜和多块所述反射镜能够旋转的调节设置。可以调节复数加工束的进行路径,使复数加工束照射到不同位置,形成不同的加工模式。
12.本发明要解决的又一技术问题是提供一种利用声响光学调制的激光加工方法。
13.为了解决上述技术问题,本发明采用的技术方案是:一种采用以上所述的激光加工装置的激光加工方法,具体包括以下步骤:s1,激光光源模块发出脉冲激光束并入射到激光分割模块;s2,入射到激光分割模块的光会被衍射改变行进路线,激光分割模块使高次衍射光束沿x方向和y方向衍射,声波驱动部可以在脉冲激光束发射期间通过随时间改变将脉冲激光束时分割为复数加工束;s3,光路调节模块通过调节复数加工束的光学粒子的排列方向改变复数加工束的进行路径,从而使复数加工束照射到不同位置,形成多种激光加工模式,通过多种激光加工模式完成激光加工。
14.本发明的范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖由上述技术特征或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本技术中公开的(但不限于)具有类似功能的技术特征进行互相替换而形成的技术方案等。
15.由于上述技术方案运用,本发明与现有技术相比具有下列优点:1、本发明通过激光分割模块中将脉冲激光束分割成复数加工束的声响光学变调模块,可以增大光源所需要的脉冲幅度限制,利用复数加工束形成加工模式,能够缩短激光加工工序的时间,提高激光加工速率,通过设置改变复数加工束输出角度的第一变调部和第二变调部,能够提高激光加工的精度;
16.2、利用倒空器去除不能作为加工光束的0次衍射光束,一次衍射光束易于控制光束强度,比其他高次衍射光束稳定性高,高次衍射光束的衍射次数越高,衍射角度越大,通过这种性质,结合筛选反射镜,可以将二次衍射光束和三次衍射光束去除,留下一次衍射光束,并将其射入激光振镜系统,完成筛选,结构简单,筛选速度快;
17.3、光路调节模块通过调整多块透镜和多块反射镜,可以调节复数加工束的进行路径,使复数加工束照射到不同位置,形成不同的加工模式。
附图说明
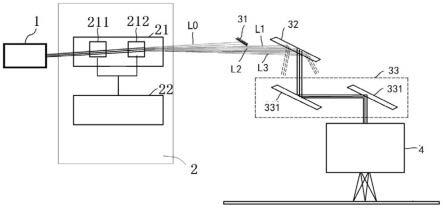
18.图1为激光加工装置结构示意图;
19.图2为激光分割模块改变激光的示意图;
20.图3为激光加工装置的激光加工方法的流程图;
21.图4为均等分割为脉冲激光束的示意图;
22.图5为差等分割为脉冲激光束的示意图;
23.图6为通过比较激光加工方法形成的加工模式的示意图;
24.图7为复数加工束形成第一种加工模式的示意图;
25.图8为复数加工束形成第二种加工模式的示意图;
26.图9为复数加工束形成第三种加工模式的示意图;
27.图10为复数加工束形成第四种加工模式的示意图;
28.其中:1、激光光源模块;2、激光分割模块;21、声响光学变调模块;211、第一变调部;212、第二变调部;22、声波驱动部;3、光束筛选模块;31、倒空器;32、筛选反射镜;33、激光振镜系统;331、振镜;4、光路调节模块;l0、0次衍射光束;l1、一次衍射光束;l2、二次衍射光束;l3、三次衍射光束。
具体实施方式
29.如图1所示的利用声响光学调制的激光加工装置,包括用于发射脉冲激光束的激光光源模块1、激光分割模块2、光束筛选模块3、光路调节模块4。
30.脉冲激光束是指强度随时间变化为脉冲形态的激光束,激光光源模块1发出的脉冲激光束的脉冲幅度及周期可以是固定的,也可以是不规则的,激光光源模块1发出的脉冲激光束入射入激光分割模块2,激光分割模块2可以衍射脉冲激光束,激光分割模块2包括能够将脉冲激光束分割成复数加工束的声响光学变调模块21,声响光学变调模块21包括能够改变第一方向上的复数加工束的输出角度的第一变调部211、能够改变第二方向上的复数加工束的输出角度的第二变调部212。
31.第一变调部211和第二变调部212分别包括多种介质,介质为玻璃、石英中的一种或多种,第一变调部211和第二变调部212的衍射特性可根据声波驱动部22来调节,声波驱动部22通过在第一变调部211和第二变调部212中认可声波来改变第一变调部211和第二变调部212中包含的介质的折射率,第一变调部211和第二变调部212所含介质的折射率会周期性变化。入射到第一变调部211和第二变调部212的光束,由于干涉效应,可产生布拉格衍射现象。
32.复数加工束包括0次衍射光束l0、高次衍射光束,高次衍射光束包括一次衍射光束l1、二次衍射光束l2和三次衍射光束l3,激光束在第一变调部211和第二变调部212发生衍射,会根据衍射次数改变其进行路径,0次衍射光束l0进行路径可以不变保持进行,高次衍射光束l1、l2、l3衍射次数越高,衍射角度越大,由于激光束路径不变,0次衍射光束l0不容易调制,所以不能作为加工光束,因此,0次衍射光束l0可以利用倒空器31进行去除,高次衍射光束l1、l2、l3可以利用筛选反射镜32改变方向,在高次衍射光束l1,l2,l3中,一次衍射光束l1的强度几乎可以与声波驱动部22认可的声波强度成比例。一次衍射光束l1易于控制光束强度,比其他高次衍射光束l2、l3稳定性高。因此,一次衍射光束l1可作为加工光束使用,激光加工装置利用激光振镜系统33可选择性地将一次衍射束l1射进光路调节模块4。激光振镜系统33可以包含多个振镜331。振镜331的排列角度可根据一次衍射束l1的出射方向调整,多个振镜331在高次衍射光束l1,l2,l3中间,选择一次衍射光束l1入射到光路调节模块4。
33.光路调节模块4包括多个光学要素如透镜和反射镜。光路调节模块4可通过调整透镜和反射镜排列位置来改变加工光束被照射的位置。
34.图2是第一变调部211和第二变调部212筛选激光示意图,通过第一变调部211激光束可以向第一方向(x方向)衍射。另外,激光束也可以通过第二变调部212向第二方向(y方向)衍射,第一方向和第二方向互相正交设置。
35.第一变调部211通过的光中间0次衍射光束l0可以通过倒空器31进行去除,第一变调部211中衍射的光束的x方向衍射角度θx可以依据第一变调部211认可的声波来改变,声波驱动部22可以通过改变第一变调部211所认可的声波频率,从而使x方向的衍射角度发生变化。
36.第二变调部212通过的光中间,0次衍射光束通过倒空器31进行去除,第二变调部212中衍射的光束y方向衍射角度θy可以依靠第二变调部212认可的声波来改变,声波驱动部22可以通过改变第二变调部212所认可的声波的频率,从而使y方向的衍射角度发生变
化。
37.声波的波长和衍射光束的衍射角度满足于布拉格衍射条件中的关系式为其中,θ表示衍射角度,m表示衍射次数,m可以是任意正数,λ表示介质内部光的波长,λ表示介质内部声波的波长。
38.正如关系式所示,衍射光的衍射角度是根据介质内部光的波长λ和介质内部声波的波长λ之间的比率,声波驱动部22可分别调节第一变调部211和第二变调部212所认可的声波的频率,并通过调节声波的频率来改变声波的波长,即声波驱动部22可以通过改变第一变调部211和第二变调部212各自接收的声波的频率即而来改变x方向衍射角度和y方向衍射角度,随着x方向衍射角度和y方向衍射角度的调整,激光分割模块2输出的加工束输出功率方向可用作二次调整。
39.图3是使用激光加工装置的激光加工方法的流程图,激光加工方法具体包括以下步骤:步骤一,激光光源模块1发出脉冲激光束并入射到激光分割模块2;步骤二,入射到激光分割模块2的光会被衍射改变行进路线,如图2,激光分割模块2可以使高次衍射光束沿x方向和y方向衍射,声波驱动部22可以在脉冲激光束发射期间通过声波的激光分割模块2认可的声波随时间改变将其分割为复数加工束。
40.图4是脉冲激光束分割示意图,脉冲激光束中的一个脉冲可以被分割成复数加工束,激光分割模块2可以将一个脉冲按时段分割为第1至第4时间领域(a、b、c、d)。
41.第1至第4小时间领域内可分别对应分割复数加工束,第1时间区间(a)被时分割为第1加工束向第1方向进行,第二时间区间(b)被时分割为第2加工束向第2方向进行,第3小时区间(c)点被时分割为第3加工束向第3方向进行,第4时间区间(d)被时分割为第4加工束向第4方向进行。
42.在脉冲束强度增大或减少的时间区域(f)中,声波驱动部22不认可激光分割模块2上的声波。因此,在脉冲束强度增大或减少的时间区域(f)上的光束不发生衍射。
43.在脉冲光束强度接近一致的时间段里,声波驱动部22可以在激光分割模块2的第一变调部211和第二变调部212中认可声波,当一个脉冲入射到激光分割模块2期间,声波驱动部22第一变调部211和第二变调部212各自认可的声波的频率可以随着时间变化,声波驱动部22可以改变在第1至第4个时间领域内认可的声波(a、b、c、d)的频率。如果声波驱动部22在不同的时间区改变声波的频率,激光束可以在第1至第4时间区(a、b、c、d)以不同的衍射角度衍射。因此,时分割的复数加工束可由激光分割模块2向不同方向发射。
44.图5是脉冲激光束分割的示意图,脉冲激光束分割为复数加工束。此时分割的时间领域(a,b,c,d)的大小可能互不不同。通过改变声波驱动部22声波的频率时间间隔,那么时分割的时间领域(a、b、c、d)的大小也不同。如图5所示,如果使时分割的时间领域(a,b,c,d)的大小不同的话。则可使复数加工束各自的输出比例也不同.
45.从图4和图5可以看到,脉冲激光束利用激光分割模块2进行时分割的话,可以将一个脉冲时分割为复数加工束。由于一个脉冲可时分割为复数加工束,因此即使脉冲激光束的脉冲幅度大,加工束各自的脉冲幅度也会相对变小。因此,即使使用低性能激光光源,也可以进行精密的激光加工.
46.激光加工方法还包括步骤三:光路调节模块4可以通过改变加工束的进行路径从而使复数加工束照射到不同位置,光路调节模块通过调节复数加工束的光学粒子的排列方向来变更上述加工束的进行路径,光路调节模块4可以改变复数加工束各自的照射位置,从而形成激光加工模式。所谓激光加工模式,是指利用激光在加工物上形成的切割线、开槽线、标记形状等概念。
47.图6是根据比较激光器加工方法形成加工模式的示意图,一束激光就可以形成加工模式。激光束照射的位置可以沿着加工预计的形状边移动边可以形成加工模式。但是,此时因激光束照射的位置沿着加工预计的形状移动需要时间所以高速加工可能有些困难。
48.图7是通过多个加工光束形成的加工模式示意图,复数加工束可以分割形成一个加工模式,在形成圆形的加工模式时,经过光路调节模块4的加工光束可以照射到不同的位置。第1加工束照射于第1位置,第2加工束照射于第2位置,第3加工束照射于第3位置,第4加工束照射于第4位置。第1至第4位的位置在圆弧上的间隔90度排列。激光分割模块2及光路调节模块4可使第1至第4加工束被照射的位置沿着圆可以移动。
49.例如,第一次脉冲中时分割的加工束如图7所示,可以照射到第1至第4位置,还有在第2个脉冲中,时分割的加工束如图7所示可以照射到从第1至第4位置按规定角度的移动位置,如图7所示,由复数加工束分割形成一个加工模式的话,可以缩短形成加工模式的时间。
50.图8是通过复数加工束形成加工模式的示意图,4个圆模样的加工模式形成时,通过光路调节模块4的加工光束可以互相照射到不同的位置。可以照射到第1位置,第2加工光束照射第2位置,第3加工光束照射第3位置,第4加工光束第4位置。第1至第4加工光束可分别在不同位置形成圆形加工模式。激光分割模块2及光路调节模块4可使第1至第4加工束照射的位置分别沿不同的圆移动。
51.例如,第1次脉冲中时分割的加工束如图9所示能照射到第1至第2位置,在第2个脉冲中,时分割的加工束可以沿不同的圆照射到所规定角度移动的位置。如图8所示,复数加工束形成复数加工模式的同时,可缩短形成加工模式的时间
52.图9是根据如图3所示的实施例,根据复数加工束形成的加工模式的示意图,复数加工束各自的光斑尺寸会有所不同。加工束的光斑随着对应的加工束的时分割领域的大小及光路调节模块4的光学粒子的排列状态等不同会有所不同。此外,复数加工束各自的照射位置的移动方向也会有着多样的变化。例如,第1加工束的照射位置可以沿着圆移动。另外,第2加工束的照射位置2可以沿着第1加工束的照射位置边移动,还可以沿着比画的圆更小的圆移动。另外,第3加工束的照射位置可以沿多边形移动。另外,第4加工束的照射位置可能不变。激光加工装置可以通过改变加工束的尺寸和加工束各自照射的位置,快速形成多种形状的加工模式。
53.图10是通过复数加工束形成加工模式的示意图,激光加工装置可以通过复数加工束的照射位置排成一列来进行线束加工。激光加工装置利用激光分割模块2可以将激光光源模块1发出的脉冲激光束时分割成复数加工束。另外,激光加工装置可以通过激光分割模块2和光路调节模块4的动作,使复数的加工束排成一列,产生类似于线束照射一样的效果.
54.以上参照图1至图10通过实例说明了激光加工装置及激光加工方法。根据上述实施例,激光光源模块1出射的脉冲激光束可分割为复数的加工激光束。因此,可以扩大对激
光光源模块1的脉冲幅度限制。同时,利用复数加工激光束形成加工模式,可缩短激光加工工序的时间。
55.上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1