一种大口径管道对接双面焊一次放样修口施工工艺的制作方法
1.本发明涉及水利工程施工技术领域,尤其涉及一种大口径管道对接双面焊一次放样修口施工工艺。
背景技术:
2.在我国水利水电工程建设中,大中型引调水工程较多,引调水工程主要以泵站、隧洞、管道、渠道、渡槽工程为主,其中长距离有压pccp管道最为常用,而pccp管道对接双面焊闭合工艺更是最为常见的应用到pccp管道闭合施工中;但大口径pccp管道在施工过程中由于施工环境、现场施工人员专业程度等原因造成管道中心高程及管道轴线偏差的问题在所难免,这种即便在规范允许范围内的偏差同样给管道能否顺利高效的闭合带来较大影响;目前,传统的管道对接双面焊闭合工艺往往是依靠现场管道管工经验,并配备专业测量人员往复测量修正,这种焊接前的管口测量修口往往占整个闭合施工时间60%~70%,因此,如何经济、安全、快速,且科学高效的完成对管口测量修口放样是闭合施工的关键;为此,我们提出一种大口径管道对接双面焊一次放样修口施工工艺。
技术实现要素:
3.本发明的目的是为了解决现有技术中存在的缺陷,而提出的一种大口径管道对接双面焊一次放样修口施工工艺。
4.为了实现上述目的,本发明采用了如下技术方案:
5.一种大口径管道对接双面焊一次放样修口施工工艺,包括如下步骤:
6.1)在待焊接大口径管道上安装管道上、下游转换件,并进行转换件调节水平;所述管道上、下游转换件在安装前需在设计技术蓝图的基础上,对待焊接大口径管道闭合点上、下游已安装铺设管道管底高程、水平轴线线进行现场复测和核对;
7.2)找出所述上、下游转换件和闭合节的中挂线;
8.3)测量所述上、下游转换件中心点距离l和上、下游转换件管件口夹角∠a;
9.4)利用已知管径d,上、下游转换件中心点距离l和上、下游转换件管件口夹角∠a,根据空间几何关系分析,通过三角函数进行解析,计算放样数据,并根据计算后放样数据进行闭合节放样和上、下游转换件放样;
10.5)对放样后所述待焊接大口径管道进行修口,最后进行吊装焊接。
11.进一步地,所述对待焊接大口径管道闭合点上、下游已安装铺设管道管底高程、水平轴线线进行现场复测和核对,还包括水平尺校对,其步骤如下:
12.a1:将水平尺放置在转换件开口处,然后贴内壁左右移动至水准泡居中为止,沿水平尺在管件内壁画线,并标记中心点位置,转换件另一端口同理操作;
13.a2:将转换件两端口已标记中心点位置在管件内壁上首尾相连,然后把水平尺放在连线上,上下轻微调节管件使水平尺水准泡居中,掖角回填固定管件。
14.进一步地,所述找出所述上、下游转换件和闭合节的中挂线,包括:
15.b1:上、下游转换件在已标记画线的基础上,将线锤沿管件口自上而下缓慢释放,释放长度大于管径d+10cm为宜,静置线锤待锤球稳定后,沿管件口左右缓慢移动线锤直至线锤刚好垂直穿过管件口已标记画线的中心点位置,保持线锤不动,在管件口外壁上、下标记线锤位置,在标记的线锤位置上点焊标钉;闭合节(凑合节)点焊标钉按照转换件点焊标钉方法同理操作;
16.b2:采用棉线,棉线长度大于闭合节(凑合节)长度lc+10cm为宜;在上游转换件标钉上绑棉线,拉紧棉线,并将棉线连接至下游转换件标钉上。
17.进一步地,所述测量所述上、下游转换件中心点距离l和上、下游转换件管件口夹角∠a,包括:
18.c1:利用测角仪测量已绑扎棉线与上、下游转换件管件口夹角∠a,并记录;
19.c2:沿棉线走向利用卷尺测量上、下游转换件中心点距离l,并记录。
20.相比于现有技术,本发明的有益效果在于:
21.本技术提出的一种大口径管道对接双面焊一次放样修口施工工艺,其将大口径管道承、插转换件,闭合节(凑合节),在不通过专业的测量人员辅助施工的情况下,仅通过简易工具(包括水平尺、棉线、测角仪、卷尺等)进行现场测量,并将测量数据经计算转化为放样数据,实现了对大口径管道对接双面焊施工;其相较于与传统的管道对接双面焊方法而言,本发明有效解决了现场闭合施工多次测量多次放样修口等技术问题,且本发明通俗易懂,实操上手快,轻量化测量使用程度高,现场技术操作人少,测量简洁,能有效缩短施工工期;能够实现一次测量、一次放样修口,能在保证安全的前提下,既缩短闭合施工周期,又降低施工成本,有利于实现良好的经济和社会效益。
附图说明
22.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。
23.图1为大口径管道与上、下游承插转换件的结构示意图;
24.图2为将水平尺放置在转换件开口处的示意图;
25.图3为把水平尺放在连线上的示意图;
26.图4为在管件口外壁上、下标记线锤位置,在标记的线锤位置上点焊标钉的示意图;
27.图5为闭合节修口放样的主视图;
28.图6为闭合节修口放样的俯视图;
29.图7为上、下游转换件修口放样的俯视图。
具体实施方式
30.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
31.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以
特定的方位构造和操作,因此不能理解为对本发明的限制。
32.本发明一种大口径管道对接双面焊一次放样修口施工工艺适用于预应力钢筒混凝土管(pccp)、预应力混凝土管(pcp)、钢筋混凝土排水管(rcp)、预应力钢筒混凝土顶管(jpccp)等管道对接双面焊闭合施工,特别适用于管道爆管抢修,能节约现场闭合时间,提高闭合施工效率,对经济和社会效益显著,且其主要根据空间几何关系分析,利用三角函数解析可得(如图1),其具体公式如下:
[0033][0034][0035][0036][0037]
此外,本发明一种大口径管道对接双面焊一次放样修口施工工艺主要通过下表材料与设备实现:
[0038]
表1:主要材料与设备
[0039]
序号名称规格(型号)数量1承、插转换件dn14002(套)2闭合节dn14002(个)3汽吊25t1(台)4电焊机15kw1(台)5氧气焊 2(个)6铁锹 4(把)7回填木槌 4(把)8水平尺delix/dwsp-23151(把)9棉线 8(米)10标钉 4(个)
[0040]
在一个实施例中,参照图1,提供了一种大口径管道对接双面焊一次放样修口施工工艺,包括如下步骤:
[0041]
1)在待焊接大口径管道上安装管道上、下游转换件,并进行转换件调节水平;管道上、下游转换件在安装前需在设计技术蓝图的基础上,对待焊接大口径管道闭合点上、下游已安装铺设管道管底高程、水平轴线线进行现场复测和核对;
[0042]
在一个实施例中,该对待焊接大口径管道闭合点上、下游已安装铺设管道管底高程、水平轴线线进行现场复测和核对,还包括水平尺校对,其步骤如下:
[0043]
将水平尺放置在转换件开口处(如图2),然后贴内壁左右移动至水准泡居中为止,沿水平尺在管件内壁画线,并标记中心点位置,转换件另一端口同理操作;
[0044]
将转换件两端口已标记中心点位置在管件内壁上首尾相连,然后把水平尺放在连
线上(如图3),上下轻微调节管件使水平尺水准泡居中,掖角回填固定管件。
[0045]
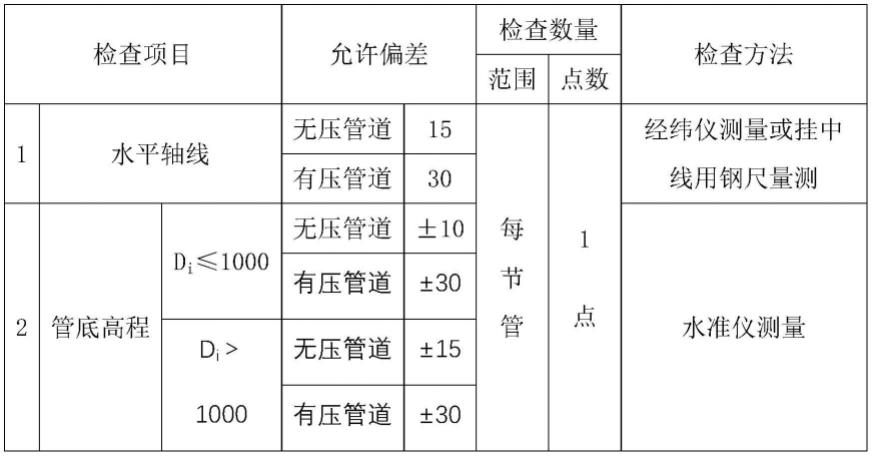
在这需要说明一点的是:转换件安装偏差应符合标准允许偏差,其具体允许偏差范围见下表:
[0046]
表2:管道铺设允许偏差(mm)
[0047][0048]
2)找出上、下游转换件和闭合节的中挂线;
[0049]
在一个实施例中,找出上、下游转换件和闭合节的中挂线,包括:
[0050]
上、下游转换件在已标记画线的基础上,将线锤(在现场可用棉线悬挂重物自制)沿管件口自上而下缓慢释放,释放长度大于管径d+10cm为宜,静置线锤待锤球稳定后,沿管件口左右缓慢移动线锤直至线锤刚好垂直穿过管件口已标记画线的中心点位置,保持线锤不动,在管件口外壁上、下标记线锤位置,在标记的线锤位置上点焊标钉(如图4);闭合节(凑合节)点焊标钉按照转换件点焊标钉方法同理操作;
[0051]
采用棉线,棉线长度大于闭合节(凑合节)长度lc+10cm为宜;在上游转换件标钉上绑棉线,拉紧棉线,并将棉线连接至下游转换件标钉上。
[0052]
3)测量上、下游转换件中心点距离l和上、下游转换件管件口夹角∠a;
[0053]
在一个实施例中,测量上、下游转换件中心点距离l和上、下游转换件管件口夹角∠a,包括:
[0054]
利用测角仪测量已绑扎棉线与上、下游转换件管件口夹角∠a,并记录;
[0055]
沿棉线走向利用卷尺测量上、下游转换件中心点距离l,并记录。
[0056]
4)利用已知管径d,上、下游转换件中心点距离l和上、下游转换件管件口夹角∠a,根据空间几何关系分析,通过三角函数进行解析,计算放样数据,并根据计算后放样数据进行闭合节放样和上、下游转换件放样;
[0057]
在一个实施例中,进行闭合节(凑合节)放样,以闭合节(凑合节)一端为例,放样要点具体如下:
[0058]
已知管径d,弧长即计算根据计算数据,采用卷尺以标钉为起点,计算数据值大小为界限尺寸,贴管件外壁竖直向下量测,并标记(如图5)。
[0059]
采用卷尺以标钉为起点,放样数据x4值大小为界限尺寸,贴管件外壁顺管件轴线
方向量测,并标记(如图6)。
[0060]
采用卷尺分别以标记点a、e为起点,放样数据x2、x3值大小为界限尺寸,贴管件外壁顺管件轴线方向量测,并标记(如图6)。
[0061]
将所有已标记点、标钉用记号笔或粉笔依次连接,形成修口放样图(如图6);
[0062]
在一个实施例中,进行闭合节(凑合节)放样,以上游转换件为例,放样要点具体如下:
[0063]
采用卷尺以标钉为起点,弧长长度(与闭合节弧长数值上相等)为界限尺寸,贴管件外壁顺管件轴线方向量测,并标记(如图7)。
[0064]
采用卷尺以标记点a’为起点,放样数据x1值大小为界限尺寸,贴管件外壁顺管件轴线方向量测,并标记(如图7)。
[0065]
将所有已标记点、标钉用记号笔或粉笔依次连接,形成修口放样图(如图7);
[0066]
综上操作要点,同理可得闭合节(凑合节)另一端口和下游转换件修口放样图。
[0067]
5)对放样后待焊接大口径管道进行修口,最后进行吊装焊接。
[0068]
本发明将大口径管道承、插转换件,闭合节(凑合节)经现场测量,应用总结性计算方法计算放样修口数据,并结合cad软件修正数据,使得在闭合施工中实现一次计算、一次模拟修正、一次放样修口,有效的解决了现场闭合施工多次测量多次放样修口等技术问题;
[0069]
解决大口径管道承、插转换件,闭合节(凑合节)测量数据最简易采集的技术问题,不再利用专业的测量人员辅助施工,在现场采用水平尺、棉线、测角仪、卷尺等简易工具,测量相关数据;
[0070]
利用经研究自定的科学的数据处理计算公式(证明推算而得),将测量数据经计算转化为放样数据,使放样更具精确性、科学性;
[0071]
本发明大口径管道对接双面焊一次放样修口施工工艺数据采集、数据处理实用性强,原理简单,实操可行,可使用于各种口径的钢管对接双面焊施工。
[0072]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1