一种用于机器人激光焊的自动补焊控制方法与流程
1.本发明涉及激光加工技术领域,尤其涉及一种用于机器人激光焊的自动补焊控制方法。
背景技术:
2.由于激光焊接具有高效、高质量、综合成本低等优势,因此激光焊在汽车制造等领域的应用越来越广泛。
3.激光焊焊接工位在生产过程中会由于各种原因导致设备停机,此时需要将整条生产线体停产,待人工介入修复故障并补焊完当前未焊接车体后再恢复线体。
4.进一步的,现有的激光焊补焊方式分为两种,一种是线体停止,工程师从断焊点开始重新示教焊接轨迹,修改程序,重新启动焊接机器人焊接剩余部分;另外一种是恢复故障后工程师手动移动焊接机器人到初始位(机器人home位),将未完成焊接的车身从线体传出,再由工人单独进行补焊。上述方法均会因人工补焊修复耗时过长而达不到预期产能。
技术实现要素:
5.本发明的目的在于提供一种用于机器人激光焊的自动补焊控制方法,其可使得激光焊接机器人自动回到断光点继续完成剩余焊缝的焊接,由此利用机器人的高效能和稳定性优点大幅提高焊接速度、减少人工介入时间,提高焊接质量,满足生产线产能需要。
6.为实现上述目的,本发明提供如下技术方案:
7.提供了一种用于机器人激光焊的自动补焊控制方法,其包括如下步骤:
8.预设焊接中断程序;
9.在激光焊接机器人沿预设焊接轨迹从焊接起始位点向焊接结束位点运动、以形成焊缝的过程中,若具备焊接中断情形,则触发所述焊接中断程序,以通过焊接中断程序停止激光焊接机器人的工作以及记录激光焊接机器人停止工作时所处的位置;
10.激光焊接机器人移动至安全位置;
11.激光焊接机器人从安全位置移动至机器人开始工作初始位点,并在机器人开始工作初始位点完成剪丝;
12.激光焊接机器人回到激光焊接机器人停止工作时所处的位置,激光焊接机器人继续出光,且从激光焊接机器人停止工作时所处的位置开始继续向焊接结束位点运动,以完成剩余焊缝的焊接工作。
13.优选的,所述焊缝形成于工件上,所述工件包括汽车白车身。
14.优选的,所述停止激光焊接机器人的工作包括使得激光焊接机器人不再产生用于焊接的激光。
15.优选的,当所述激光焊接机器人位于安全位置时,其至少与工件以及工件的定位夹具均不产生位置干涉。
16.优选的,激光焊接机器人再通过安全位置回到激光焊接机器人停止工作时所处的
位置。
17.优选的,通过焊接中断程序将激光焊接机器人停止工作时所处的位置信息记录于位置寄存器中。
18.优选的,所述激光焊接机器人停止工作时所处的位置信息通过激光焊接机器人的关节位置变量信息获得。
19.优选的,在激光焊接机器人从安全位置移动至机器人初始位点之前,先完成对所述焊接中断情形的排查。
20.综上所述,本发明与现有技术相比具有以下有益效果:
21.本发明的自动补焊控制方法可使得激光焊接机器人自动避开位置干涉物体回到安全位置,并在完成剪丝后自动按照安全轨迹回到断光点继续完成剩余焊缝的焊接,由此利用机器人的高效能和稳定性优点大幅提高焊接速度、减少人工介入时间,提高焊接质量,满足生产线产能需要。
附图说明
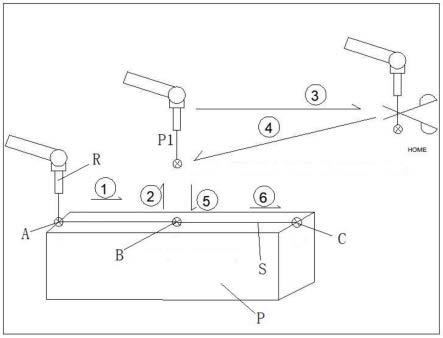
22.图1为本发明中用于机器人激光焊的自动补焊控制方法的步骤示意图。
具体实施方式
23.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.实施例1
25.如图1所示,为本发明的一个实施例提供的一种用于机器人激光焊的自动补焊控制方法,其包括如下步骤:
26.s1、预设焊接中断程序wire_cut.tp;
27.s2、在激光焊接机器人r沿预设焊接轨迹s从焊接起始位点a向焊接结束位点c运动、以形成焊缝的过程中,若具备焊接中断情形,则触发所述焊接中断程序wire_cut.tp,以通过焊接中断程序wire_cut.tp停止激光焊接机器人r的工作以及记录激光焊接机器人r停止工作时所处的位置(如b点);本实施例中,所述激光焊接机器人r包括六轴机器人;
28.其中,所述焊缝形成于工件p上,本实施例中,所述工件p包括汽车白车身;同时,所述焊接中断情形包括:激光焊接机器人r发生故障(如无法按照预设程序出光、机器人无法按照预设程序移动等)、实际激光焊接轨迹偏离预设焊接轨迹s、自动/手动停止激光焊接机器人r动作、激光相关设备出现内部急停故障、人员擅自闯入焊接工位等等。
29.所述“停止激光焊接机器人r的工作”包括使得激光焊接机器人r不再产生用于焊接的激光(即不再出光);
30.s3、激光焊接机器人r移动至安全位置p1,且当所述激光焊接机器人r位于安全位置p1 时,其至少与工件p以及工件p的定位夹具均不产生位置干涉;
31.由于激光焊接机器人r会因故障原因等会停在任意位置,当激光焊接机器人r停在焊接过程中不同的位置时,与激光焊接机器人r可能产生位置干涉的物体会不同,因此需要
将激光焊接机器人r移动到相对可控的的安全位置p1,在该安全位置p1,激光焊接机器人r至少不会与工件p以及工件p的定位夹具产生位置干涉,以利于后面自动补焊过程的控制;
32.s4、激光焊接机器人r从安全位置p1移动至机器人开始工作初始位点(即home点),以避免与其他物体产生位置干涉,并在机器人开始工作初始位点完成剪丝,以使得在进行下一次焊接时可更好的控制起弧和焊接质量;
33.s5、激光焊接机器人r再通过安全位置p1回到激光焊接机器人r停止工作时所处的位置,并调用出光程序,激光焊接机器人r继续出光,且从激光焊接机器人r停止工作时所处的位置(如b点)开始继续向焊接结束位点c运动,以完成剩余焊缝(即同一条焊缝上未完成焊接的部分)的焊接工作。
34.实施例2:
35.本实施例与实施例1的不同之处仅在于,步骤s2中,通过焊接中断程序wire_cut.tp将激光焊接机器人r停止工作时所处的位置(如b点)信息记录于位置寄存器中。
36.实施例3:
37.本实施例与实施例1的不同之处仅在于,所述激光焊接机器人r停止工作时所处的位置 (如b点)信息可通过激光焊接机器人r的关节位置变量信息获得。
38.实施例4:
39.本实施例与实施例1的不同之处仅在于,步骤s4中,在激光焊接机器人r从安全位置 p1移动至机器人初始位点(即home点)之前,先完成对所述焊接中断情形的排查,以避免焊接中断情形再次发生,影响产线生产。
40.综上所述,通过本发明的自动补焊控制方法,激光焊接机器人可自动避开位置干涉物体 (如工件和夹具等)回到安全位置,并在完成剪丝后自动按照安全轨迹(即通过安全位置) 回到断光点(即b点)继续完成剩余焊缝的焊接,由此利用机器人的高效能和稳定性优点大幅提高焊接速度、减少人工介入时间(如单独人工补焊、人工手动将机器人移动回home等),提高焊接质量,满足生产线产能需要。
41.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1