一种铝合金板冷锻加工设备的制作方法
1.本发明涉及铝合金加工技术领域,尤其涉及一种铝合金板冷锻加工设备。
背景技术:
2.现有技术公开了申请号为cn202023340546.1的一种铝合金板冷锻加工设备,包括安装框架、微变曲折装置、板材预处理装置和曲压装置等;安装框架左方设置有传送带;安装框架内顶部右侧与板材预处理装置相连接,且板材预处理装置后底部与传送带相连接。为解决现有铝合金板加工装置难以通过轧制加工出曲形的铝合金板的问题,设计微变曲折装置、板材预处理装置和曲压装置。本发明达到了除毛刺防止其干扰曲板成型同时使曲板表面美观、快速同步控制调整整个装置轧制曲度并进行无缝配合轧制曲形铝合金板的效果。
3.以及现有技术公开了申请号为cn202023340546.1的一种锌镁铝合金板冷锻加工装置,包括工作台和冷锻加工机,工作台顶部的内部固定安装有削刀安装框,削刀安装框的内部固定安装有下平面削刀,削刀安装框的顶部固定安装有四个第一调节阀,四个第一调节阀远离削刀安装框一端的外侧固定安装有上平面削刀,工作台的顶部固定安装有四个液压伸缩杆。通过设置除毛刺装置用于对锌镁铝合金板毛刺出除,以防止其干扰锌镁铝合金板成型物的美观,这样设置一方面防止锌镁铝合金板成型物表面凹凸不平,不美观,另一方面防止冷锻加工装置在加工锌镁铝合金板时,对冷锻加工装置造成损坏,从而大大地提高了该锌镁铝合金板冷锻加工装置的使用寿命。
4.上述通过公开专利技术,随可以对铝合金进行打磨除毛刺处理,但是通过打磨盘等形式处理会占据较大的空间,且打磨时产生的碎屑以及粉尘不能够有效处理,导致工作环境较差;同时,对于不同厚度的铝合金板进行打磨时,需要调节,不然对于较薄的铝合金板会出现打磨效果差的情况,则对于厚度铝合金会出现打磨过度的情况;因此,我们设计了一种铝合金板冷锻加工设备来解决以上问题。
技术实现要素:
5.本发明的目的是为了解决现有技术中存在的缺点,而提出的一种铝合金板冷锻加工设备,其通过电机可以对铝合金板的上下面进行全面彻底的去毛刺处理,同时,可以根据铝合金板的厚度自适应打磨程度,无需人工调节,且可以将打磨产生的粉尘除去并收集,同时可以产生水雾,可以对工作环境进行降尘处理,减小对工作环境的影响。
6.为了实现上述目的,本发明采用了如下技术方案:
7.一种铝合金板冷锻加工设备,包括机架和冷锻加工机,所述冷锻加工机位于机架的右侧设置,所述机架上安装有两个输送机构,所述输送机构包括安装在机架上的两个u型板,所述u型板内安装有多个输送轮,两个所述u型板前后设置且输送轮相对设置,两个所述输送机构之间设有与机架相抵的矩形框,所述矩形框的上下内壁均安装有气囊,两个所述气囊相对的一面均安装有打磨刷,所述机架上安装有位于矩形框下方的两个安装板,两个
所述安装板上分别安装有电机和水箱,所述电机的输出端固定连接有转动杆,所述矩形框的底部安装有导向杆,所述导向杆与转动杆相连接的传动机构,所述机架上安装有位于矩形框底部的风机,所述风机的轴端与转动杆相连接,所述水箱通过连接管与风机的进风端相连接,所述风机的输出端安装有降尘机构,所述水箱上安装有位于矩形框上端的除尘机构,两个所述气囊通过u型管相连通,且所述u型管上连接有自动供气机构。
8.优选地,所述传动机构包括与安装板上端转动连接的竖杆,所述竖杆和转动杆上均安装有传动轮,两个所述传动轮通过皮带相连接,所述竖杆的上端固定连接有圆板,所述圆板的上端偏心铰接连接有连杆,所述连杆的另一端与导向杆的底部转动连接。
9.优选地,所述机架上下贯穿设有与矩形框相对的导向槽,所述导向杆贯穿导向槽并与其滑动连。
10.优选地,所述风机的轴端安装有变速箱,所述变速箱的轴端与转动杆共轴固定连接。
11.优选地,所述除尘机构包括安装在矩形框上端的横管,所述横管的底部安装有两个吸尘头,所述横管通过输送管与水箱相连通,所述输送管部分位于水箱内,位于所述水箱内的输送管下端连接有细管,所述细管的底部连接有吸水管,所述水箱内固定连接有网板,所述网板与输送管相对设置。
12.优选地,所述降尘机构包括安装在机架上的竖管,所述竖管的上端安装有喷头,所述风机的出风端安装有供气管,所述供气管与竖管相连通。
13.优选地,所述自动供气机构包括安装在机架上的活塞筒,所述活塞筒内滑动连接有活塞,所述活塞与活塞筒的内底部之间固定连接有弹簧,所述活塞筒通过软管与u型管相连通,所述活塞的上端固定连接有n型杆,所述n型杆的另一端转动安装有滚轮。
14.优选地,所述滚轮位于活塞筒的下方,且所述滚轮位于矩形框和u型板之间。
15.本发明与现有技术相比,其有益效果为:
16.1、若是铝合金板较厚,则活塞上移的空间较大,从而从气囊内抽取的空气越多,则两个打磨刷之间的距离增加,从而可以适用于厚的铝合金板,不会对铝合金板过度打磨,相反,铝合金板变薄,活塞移动的距离减小,从而从气囊内抽取的空气越少,则两个打磨刷之间的距离增幅不大,从而可以适用于薄铝合金板打磨,不会出现打磨效果不好的情况,从而可以自适应对铝合金板打磨的功能。
17.2、移动的铝合金板通过矩形框且位于两个打磨刷之间,电机工作带动转动杆转动,在皮带和传动轮的传动下,可以实现竖杆和圆板转动,圆板转动带动连杆移动,从而可以实现导向杆和矩形框前后往复移动,矩形框移动带动两个打磨刷移动,从而可以对铝合金板上下面进行打磨去毛刺处理,去毛刺效果更好且占据的空间小。
18.3、吸尘头处产生负压,从而可以将打磨产生的灰尘和粉尘吸走,最终通过横管、输送管输送至水箱内,当空气通过细管处时,细管上端的压强较小,则水箱内的清水通过吸水管被压至输送管内,最终清水和灰尘通过输送管喷出,喷出散开的液体与网板撞击可以产生水雾,如此实现对灰尘和粉尘的处理以及收集,减小对工作环境的影响,同时,风机工作可以将水箱内产生的水雾通过供气管和竖管输送至喷头处,最终水雾通过喷头喷出,如此可以再次对剩余的粉尘进行降尘处理,再一次保证了工作环境的质量。
19.综上所述,本发明通过电机可以对铝合金板的上下面进行全面彻底的去毛刺处
理,同时,可以根据铝合金板的厚度自适应打磨程度,无需人工调节,且可以将打磨产生的粉尘除去并收集,同时可以产生水雾,可以对工作环境进行降尘处理,减小对工作环境的影响。
附图说明
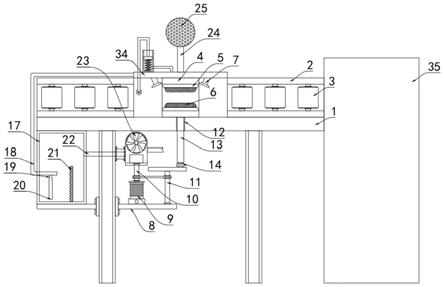
20.图1为本发明提出的一种铝合金板冷锻加工设备的结构示意图;
21.图2为本发明提出的一种铝合金板冷锻加工设备中传动轮与皮带处的示意图;
22.图3为本发明提出的一种铝合金板冷锻加工设备中活塞筒处的结构示意图;
23.图4为本发明提出的一种铝合金板冷锻加工设备中圆板处的部分俯视图;
24.图5为本发明提出的一种铝合金板冷锻加工设备中矩形框的侧视图;
25.图6为本发明提出的一种铝合金板冷锻加工设备中输送机构的俯视图。
26.图中:1机架、2u型板、3输送轮、4矩形框、5气囊、6打磨刷、7吸尘头、8安装板、9电机、10转动杆、11竖杆、12导向槽、13导向杆、14连杆、15传动轮、16皮带、17水箱、18输送管、19细管、20吸水管、21网板、22连接管、23风机、24竖管、25喷头、26活塞筒、27软管、28弹簧、29活塞、30n型杆、31滚轮、32圆板、33u型管、34横管、35冷锻加工机。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
28.参照图1-6,一种铝合金板冷锻加工设备,包括机架1和冷锻加工机35,冷锻加工机35为现有技术;冷锻加工机35位于机架1的右侧设置,机架1上安装有两个输送机构,输送机构包括安装在机架1上的两个u型板2,u型板2内安装有多个输送轮3,两个u型板2前后设置且输送轮3相对设置,输送轮3可以通过驱动电机驱动转动,则其之间通过链轮和链条连接,可以对铝合金板进行输送。
29.两个输送机构之间设有与机架1相抵的矩形框4,矩形框4的底部和机架1上均设有四氟板,可以减小两者之间的摩擦力,减小磨损;矩形框4的上下内壁均安装有气囊5,两个气囊5相对的一面均安装有打磨刷6。
30.机架1上安装有位于矩形框4下方的两个安装板8,两个安装板8上分别安装有电机9和水箱17,电机9的输出端固定连接有转动杆10,矩形框4的底部安装有导向杆13,机架1上下贯穿设有与矩形框4相对的导向槽12,导向杆13贯穿导向槽12并与其滑动连接。
31.导向杆13与转动杆10相连接的传动机构,传动机构包括与安装板8上端转动连接的竖杆11,竖杆11和转动杆10上均安装有传动轮15,两个传动轮15通过皮带16相连接,竖杆11的上端固定连接有圆板32,圆板32的上端偏心铰接连接有连杆14,连杆14的另一端与导向杆13的底部转动连接,圆板32、连杆14之间形成曲轴。
32.机架1上安装有位于矩形框4底部的风机23,风机23的轴端与转动杆10相连接,风机23的轴端安装有变速箱,即转动杆10低转速时,通过变速箱可以增加风机23的转速;变速箱的轴端与转动杆10共轴固定连接;水箱17通过连接管22与风机23的进风端相连接。
33.风机23的输出端安装有降尘机构,降尘机构包括安装在机架1上的竖管24,竖管24的上端安装有喷头25,风机23的出风端安装有供气管,供气管与竖管24相连通。
34.水箱17上安装有位于矩形框4上端的除尘机构,除尘机构包括安装在矩形框4上端的横管34,横管34的底部安装有两个吸尘头7,横管34通过输送管18与水箱17相连通,输送管18部分位于水箱17内,位于水箱17内的输送管18下端连接有细管19,细管19的底部连接有吸水管20,水箱17内固定连接有网板21,网板21与输送管18相对设置;水箱17内的水位于细管19的下方。
35.两个气囊5通过u型管33相连通,且u型管33上连接有自动供气机构,自动供气机构包括安装在机架1上的活塞筒26,活塞筒26内滑动连接有活塞29,活塞29与活塞筒26的内底部之间固定连接有弹簧28,活塞筒26通过软管27与u型管33相连通,活塞29的上端固定连接有n型杆30,n型杆30的另一端转动安装有滚轮31,滚轮31位于活塞筒26的下方,且滚轮31位于矩形框4和u型板2之间。
36.本发明使用时,铝合金板放在机架1上且位于输送轮3之间,输送轮3转动可以对铝合金板进行输送,并启动电机9;
37.移动中的铝合金板与滚轮31相抵并驱动滚轮31和n型杆30向上,n型杆30向上移动带动活塞29向上移动,此时的弹簧28被拉伸,活塞29向上移动可以将气囊5内的空气吸到活塞筒26内,如此上下相对的打磨刷6会相背移动,具体的解释,若是铝合金板较厚,则活塞29上移的空间较大,从而从气囊5内抽取的空气越多,则两个打磨刷6之间的距离增加,从而可以适用于厚的铝合金板,不会对铝合金板过度打磨,相反,铝合金板变薄,活塞29移动的距离减小,从而从气囊5内抽取的空气越少,则两个打磨刷6之间的距离增幅不大,从而可以适用于薄铝合金板打磨,不会出现打磨效果不好的情况,从而可以自适应对铝合金板打磨的功能;
38.移动的铝合金板通过矩形框4且位于两个打磨刷6之间,电机9工作带动转动杆10转动,在皮带16和传动轮15的传动下,可以实现竖杆11和圆板32转动,圆板32转动带动连杆14移动,从而可以实现导向杆13和矩形框4前后往复移动,矩形框4移动带动两个打磨刷6移动,从而可以对铝合金板上下面进行打磨去毛刺处理,去毛刺效果更好且占据的空间小;
39.转动杆10转动实现风机23工作,风机23工作可以将水箱17内的空气抽出,使得水箱17内出现负压,如此可以在吸尘头7处产生负压,从而可以将打磨产生的灰尘和粉尘吸走,最终通过横管34、输送管18输送至水箱17内,当空气通过细管19处时,细管19上端的压强较小,则水箱17内的清水通过吸水管20被压至输送管18内,最终清水和灰尘通过输送管18喷出,喷出散开的液体与网板21撞击可以产生水雾,如此实现对灰尘和粉尘的处理以及收集,减小对工作环境的影响;
40.转动杆10转动实现风机23工作,风机23工作可以将水箱17内产生的水雾通过供气管和竖管24输送至喷头25处,最终水雾通过喷头25喷出,如此可以再次对剩余的粉尘进行降尘处理,再一次保证了工作环境的质量;
41.最终除毛刺后的铝合金板通过输送轮3输送至冷锻加工机35内,实现加工处理。
42.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1