热卷箱中间坯钢卷的卷径控制方法与流程
本发明涉及一种对热卷箱中间坯钢卷的卷径进行计算获取并控制的方法,属于用非轧制方式生产金属带的。
背景技术:
1、热卷箱的主要作用是将粗轧中间坯进行无芯轴卷取,然后经开卷将中间坯尾部转变成头部、下表面变成上表面,并送入精轧机组进行轧制。其最大特点是可以消除头尾温差,保证产品质量,提高薄规格及变形抗力较大品种的稳定性,改善二次氧化铁皮对表面质量的影响,提高除鳞效果。中间坯钢卷的卷形质量是检验热卷箱的关键指标。中间坯钢卷的卷形质量是指卷径(钢卷外圆半径)达到标准要求且保持一致(即卷形的圆度好),卷形质量高对卷取区域的设备冲击会越小;反之,如果钢卷的实际卷径与标准要求的卷径差距过大(钢卷过松或过紧,通常是过松),就会影响定尾、开卷及后续的平尾销的动作时序,从而影响带钢轧制生产。一般来说,中间坯钢卷成卷时的卷眼半径大小是钢卷最终卷径大小的关键因素,卷眼半径通常称为基圆半径。一般根据生产经验,不同生产线的热卷箱都有其最佳标准的基圆半径范围,在这个最佳标准基圆半径范围基础上形成的中间坯钢卷的卷径范围就是最佳标准卷径范围。如果实际生产中热卷箱形成的中间坯钢卷的卷径超出最佳标准卷径范围,就需要通过调整热卷箱的弯曲辊辊缝来调整热卷箱形成的中间坯钢卷的卷径。
2、目前所知涉及对成卷钢卷卷径的获取和控制的是,通过安装的相机对成形后的钢卷进行拍照、再由计算机图像处理系统来获取热卷箱成卷钢卷卷径的技术,但其投资较昂贵,且误判率较高。除此以外,尚未发现有涉及对热卷箱成卷钢卷卷径的获取和控制的其他技术报道。
技术实现思路
1、本发明要解决的技术问题是:如何实时获取并控制热卷箱成卷钢卷的实际卷径。
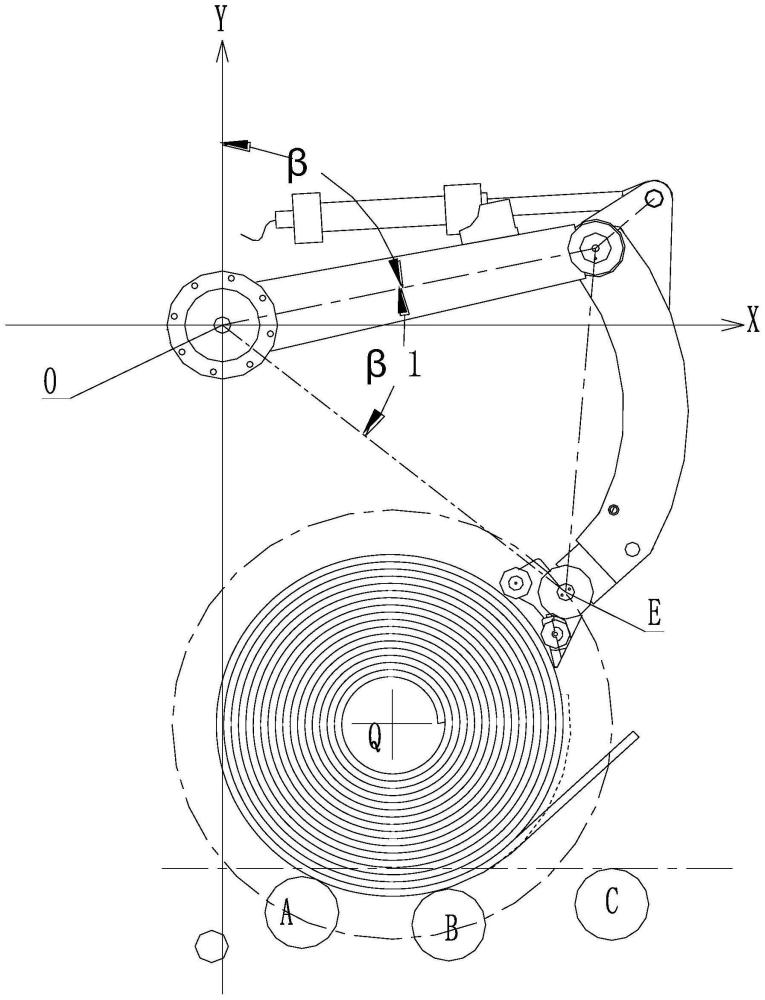
2、本发明为解决上述技术问题提出的技术方案是:一种热卷箱中间坯钢卷的卷径控制方法,涉及的热卷箱包括一端铰接在牌坊座上的大摆臂、一端与大摆臂另一端铰接的插入臂、与插入臂另一端铰接的铲头,大摆臂2上安装有油缸,油缸活塞杆叉头与插入臂一端铰接,在大摆臂一端设有角度传感器,在油缸上设有位移传感器,在中间坯钢卷底部设有承托中间坯钢卷的两个托辊a托辊和b托辊;执行以下步骤:1)根据具体热卷箱,确定中间坯钢卷的标准基圆半径范围和标准钢卷半径范围(r1,r2);
3、2)将热卷箱和中间坯钢卷沿运行方向同在的纵轴切面设定为坐标平面,
4、将热卷箱的插入臂与大摆臂的铰接点投影在所述坐标平面内形成d点,
5、将热卷箱的大摆臂与牌坊座的铰接点投影在所述坐标平面内形成o点,
6、将热卷箱的插入臂与铲头的铰接点投影在所述坐标平面内形成e点,
7、将中间坯钢卷的圆心投影在所述坐标平面内形成q点,
8、将a、b托辊的圆心投影在所述坐标平面内分别形成a点和b点,
9、3)在所述坐标平面内以o点为原点建立平面直角坐标系,设定油缸处于满行程状态,此时ode三点构成固定三角形△ode,三角形△ode的边长oe、od和ed是已知固定值;a、b两点的坐标值是已知固定坐标值,分别记为(xa,ya)和(xb,yb);q点的坐标值记为(xq,yq);a、b托辊的半径是已知固定值r0,三角形△ode的夹角∠doe的度数是已知固定值β1,设od线段与纵坐标的夹角为β并由角度传感器实时读取;
10、4)随着插入臂与铲头运动接近中间坯钢卷,当铲头接触到中间坯钢卷并下压产生触发信号时刻时,按照下式(1)-(2)计算并读取此时刻e点的坐标值(xe,ye),
11、xe=oe*cos(90-β-β1), (1)
12、ye=oe*sin(90-β-β1) (2)
13、5)将此时的e点与a点、b点这三点构成三点圆,根据e点、a点、b点的坐标值按照下式(3)-(5)计算三点圆的半径r,
14、r2=(xq-xe)2+(yq-ye)2 (3)
15、r2=(xq-xa)2+(yq-ya)2 (4)
16、r2=(xq-xb)2+(yq-yb)2 (5)
17、6)将r减去所述a、b托辊的半径r0的差值作为此时中间坯钢卷的实际半径rs;再将实际半径rs与标准钢卷半径范围(r1,r2)进行比较,如果rs>r2,则调整热卷箱的弯曲辊缝变小,如果rs<r1,则调整热卷箱的弯曲辊缝变大,如果r1≤rs≤r2,则不调整。
18、本发明的有益效果是:首先根据具体热卷箱,确定中间坯钢卷的标准基圆半径范围和标准卷径范围,然后通过将热卷箱和中间坯钢卷沿运行方向同在的纵轴切面设定为坐标平面,将热卷箱产生运动的几个铰接点、中间坯钢卷的圆心及其托辊圆心投影到该坐标平面内并建立平面直角坐标系,从而在该坐标平面内形成对运动铰接点(插入臂与铲头的铰接点)e点坐标值的实时追踪计算,同时引入了铲头运动接近中间坯钢卷产生触发信号的时刻点并读取计算该时刻的e点坐标值,从而最终计算获得中间坯钢卷的实时卷径,最后将获得的实时卷径与标准卷径范围进行比较,从而通过调整控制热卷箱的弯曲辊缝实现对中间坯钢卷卷径的控制。
技术特征:
1.一种热卷箱中间坯钢卷的卷径控制方法,涉及的热卷箱包括一端铰接在牌坊座上的大摆臂、一端与大摆臂另一端铰接的插入臂、与插入臂另一端铰接的铲头,大摆臂2上安装有油缸,油缸活塞杆叉头与插入臂一端铰接,在大摆臂一端设有角度传感器,在油缸上设有位移传感器,在中间坯钢卷底部设有承托中间坯钢卷的两个托辊a托辊和b托辊;其特征在于执行以下步骤:
技术总结
本发明涉及一种热卷箱中间坯钢卷的卷径控制方法,属于用非轧制方式生产金属带的技术领域。该方法首先根据具体热卷箱,确定中间坯钢卷的标准基圆半径范围和标准卷径范围,然后通过将热卷箱和中间坯钢卷沿运行方向同在的纵轴切面设定为坐标平面,将热卷箱产生运动的几个铰接点、中间坯钢卷的圆心及其托辊圆心投影到该坐标平面内并建立平面直角坐标系,从而在该坐标平面内形成对插入臂与铲头的铰接点E点坐标值的实时追踪计算,同时引入了铲头运动接近中间坯钢卷产生触发信号的时刻点并读取计算该时刻的E点坐标值,从而最终计算获得中间坯钢卷的实时卷径,再将实时卷径与标准卷径范围进行比较,并通过调整弯曲辊缝实现对中间坯钢卷卷径的控制。
技术研发人员:袁亚东,陶绍斌,张星,吴索团
受保护的技术使用者:上海梅山钢铁股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!