短路焊接方法和焊接装置与流程
本发明涉及一种具有连续焊接周期的短路焊接方法,每个焊接周期均具有电弧阶段和短路阶段,并且在焊接周期中具有以下步骤:在短路阶段期间,将熔融焊丝以向后速度远离工件输送,使得材料从焊丝排放到工件并且点燃电弧,其中,焊丝在短路阶段期间在具有第一持续时间的第一向后输送阶段中达到最终向后速度,并且以该最终向后速度被输送,直至第二向后输送阶段的开始,在第二向后输送阶段中,焊丝的向后速度再次降低,其中,第二向后输送阶段紧随着第一向后输送阶段的结束;以及在电弧阶段期间,将焊丝以向前速度沿着工件方向输送,使得焊丝与工件接触并且在焊丝与工件之间产生短路,其中,焊丝在电弧阶段期间在具有第二持续时间的第一向前输送阶段中达到最终向前速度,并且以该最终向前速度被输送,直至第二向前输送阶段的开始,在第二向前输送阶段中,焊丝的向前速度再次降低,其中,第二向前输送阶段紧随着第一向前输送阶段的结束。此外,本发明还涉及一种用于执行上述短路焊接方法的焊接装置,该短路焊接方法具有连续的焊接周期,每个焊接周期均具有电弧阶段和短路阶段,其中,焊接装置包括焊枪。
背景技术:
1、上述类型的短路焊接方法尤其包括所谓的cmt(冷金属转移)焊接方法。在cmt焊接方法中,为了产生焊缝或涂层,电流施加于其上的熔融材料焊丝交替地沿着工件方向移动以及再远离工件。在短路阶段中,在工件和焊丝之间会发生短路,从而有助于材料从焊丝传送至工件。随着材料输送后短路中断以及(重新)点燃电弧,短路阶段结束并且电弧阶段开始。在电弧阶段中,热能被引入焊丝和工件。
2、在现有技术中,熔融焊丝按照预定的顺序,以预定的确定速度以及预定的确定时间被输送至工件(电弧阶段)或者远离工件输送(短路阶段)。例如,从ep3292936a1中就可以知道这一点。在短路阶段中,焊丝达到最终向后速度,该速度然后再次降低,以便沿着工件方向以最终向前速度输送焊丝。焊丝在各阶段以最终速度输送的时间是预先设定的。触发短路发生和中断的时间。
3、其他焊接方法可以从以下文献中得知:jp2021079427a、ep3815828a1和us2018/0264576a1。
4、在上述类型的短路焊接方法中,经常出现的情况是,在不同的焊接周期中,短路的发生和断开在时间上有所不同,因此焊接频率并不恒定。这会导致焊缝质量下降。对于许多材料,例如铬镍合金或钛等粘性材料,在向工件输送材料的过程中也会出现不必要的焊接飞溅,这也会对焊接频率和焊接质量产生不利影响。焊接飞溅通常是由于材料输送时焊丝速度太高造成的。另一方面,如果焊丝速度太低,则会不必要地降低焊接频率或熔滴输送频率,并因此减慢焊接过程,并且进一步地,导致短路时间不规则。即使在短路时间点,焊丝速度也不应选择过高,以避免焊接频率的进一步不规则和不希望出现的影响,例如,焊丝与未熔融母材的接触、焊池振动和焊丝的短期“粘连”。因此,期望以这样的方式选择焊丝的速度曲线,使得能够确保尽可能高的焊接频率,尤其是尽可能稳定的焊接频率,并获得高的焊接质量,同时避免焊接飞溅。
5、为稳定焊接频率和避免焊接飞溅,焊丝在各阶段以向前和向后速度输送时的理想速度和持续时间取决于焊缝形状、温度、杂质、工件材料和其他参数,因此很难确定。因此,在现有技术中,要在短路焊接方法中为焊丝选择或实现理想的持续时间或速度曲线并不容易。
6、有鉴于此,本发明的目的是减轻甚至完全消除现有技术的缺点。本发明的目的优选是使短路焊接方法的焊接频率尽可能保持稳定,以改善焊接质量。
技术实现思路
1、根据权利要求1的短路焊接方法和权利要求14的焊接装置可实现这一目的。优选实施例在从属权利要求中限定。
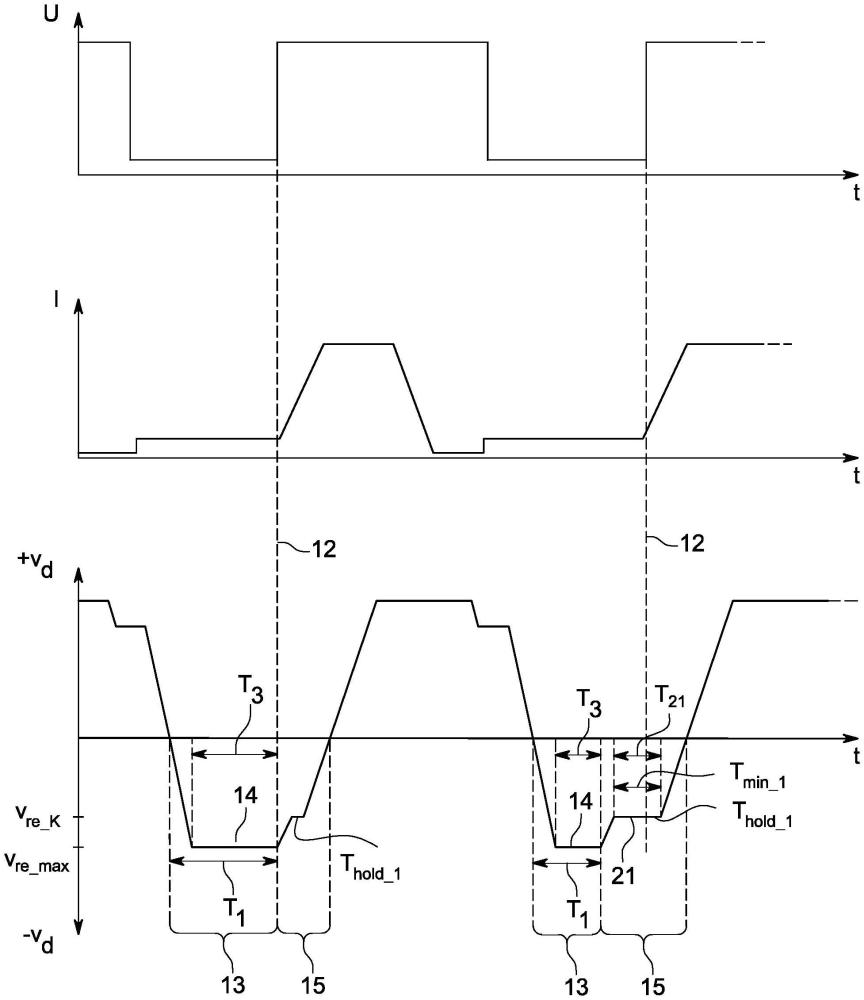
2、因此,根据权利要求1,在上述类型的短路焊接方法中,首先规定第一向后输送阶段的第一持续时间通过前馈控制和/或反馈控制进行调整,使得焊丝在第二向后输送阶段中在短路中断的时间点上不超过预定降低向后速度。优选地,通过前馈控制和/或反馈控制调整第一持续时间,其调整方式使得第二向后输送阶段中的焊丝在短路中断的时间点上基本具有预定降低向后速度。有利的是,通过调整第一持续时间,第一向后输送阶段以及因此焊丝以最终向后速度的输送在短路中断前及时结束,并开始降低焊丝的向后速度,从而当材料被传送至工件时,焊丝就不会输送得太快,从而避免了焊接飞溅。因此,前馈控制和/或反馈控制可确保在焊丝向后速度太高时将其降低。换言之,前馈控制和/或反馈控制可确保在短路中断的时间点,将第二向后输送阶段的焊丝设定为较低的向后速度值,该值不超过预定降低向后速度值。因此,焊接频率得以稳定。预定降低向后速度的绝对值小于最终向后速度的绝对值。第一向后输送阶段的第一持续时间可变地调整,并通过前馈控制和/或反馈控制进行调整。优选地,短路的中断以及短路的发生通过测量焊接电压进行检测。第一持续时间的典型值例如在1毫秒10毫秒之间,优选在2毫秒和3毫秒之间,焊接频率值在5赫兹和200赫兹之间,优选在80赫兹和150赫兹之间。前馈控制和/或反馈控制对第一持续时间的调整可以在不同焊接周期之间进行,或者在本发明的某些实施例中,也可以在一个焊接周期内进行。通过调整第一持续时间,可以缩短或延长第一向后输送阶段。例如,如果确定了在短路中断的时间点焊丝输送过快,则可相应缩短第一向后输送阶段的第一持续时间。例如,如果确定了在短路中断的时间点焊丝输送太慢,则可以相应地延长第一向后输送阶段的第一持续时间。在焊丝从向前速度变为向后速度的时刻,开始第一向后输送阶段。在第一向后输送阶段,焊丝通过加速达到最终向后速度。当达到最终向后速度时,焊丝的加速可以停止,焊丝的速度可以保持大致恒定。优选地,在第一向后输送阶段具有大致恒定的加速。第一向后输送阶段之后紧接着是第二向后输送阶段,在第二向后输送阶段中,通过焊丝的加速(“制动”)(现在是反方向)再次降低向后速度。“降低向后速度”是指减少绝对量,从而减慢焊丝的向后运动。短路的中断优选发生在第二向后输送阶段,其中,前馈控制和/或反馈控制确保了焊丝在短路中断的时间点上不超过预定降低向后速度。如果前馈控制和/或反馈控制能确保焊丝在短路中断时对应于预定降低向后速度,则是优选的。当短路中断时,焊丝的加速可以停止一段时间。随后,可在第二向后输送阶段继续加速。在第二向后输送阶段之后是第一向前输送阶段,在第一向前输送阶段中,焊丝被带至最终向前速度。第一向前输送阶段之后紧接着是第二向前输送阶段,在第二向前输送阶段中,通过焊丝的加速再次降低向前速度。第二向前输送阶段之后再次是第一向后输送阶段。因此,焊接周期依次由第一和第二向后输送阶段以及第一和第二向前输送阶段组成。最终向后速度的值和/或最终向前速度的值例如可以在10米/分钟和70米/分钟之间,特别是在20米/分钟和60米/分钟之间。在本公开内容中,向前速度具有正数符号或无符号。向后速度设有负数符号,以示区别。选择向前速度和向后速度,使得在多个焊接周期中获得沿工件方向的平均向前速度。换言之,在多个焊接周期的速度曲线上,积分为正。这是必要的,因为熔融焊丝会向工件释放材料,以形成焊缝或涂层。焊丝加速度的典型值例如在30,000m/min/s和60,000m/min/s之间。优选地,焊丝由电动机输送,特别是无齿轮直接驱动装置。
3、在一个优选的实施例中规定:第二向后输送阶段包括向后速度大致恒定的第一中间高原阶段,其中,焊丝在第一中间高原阶段优选以预定降低向后速度远离工件输送。焊丝向后速度降低的加速度被中间高原阶段中断。第一个中间高原阶段的优点是,与最终向后速度相比,焊丝在这段时间内以降低的且基本恒定的向后速度输送,并且材料在不加速的情况下转移到工件上,因此不会产生焊接飞溅。在整个第一中间高原阶段期间,向后速度是大致恒定的。
4、因此,优选地,第一持续时间由前馈控制和/或反馈控制进行调整,其调整方式使得短路中断发生在第一中间高原阶段。短路中断后,焊丝的加速仍能够暂停一定的持续时间,然后在第二向后输送阶段继续焊丝的加速。持续时间之后,焊丝可以继续加速,直至焊丝最终以(最终)向前速度输送。
5、在本发明的一个实施例中,提供了用于调整第一持续时间的控制装置,其中,控制装置由带有控制器、特别是p或pi控制器的控制回路执行,其中,控制装置调整第一持续时间,使得第一中间高原阶段与第一目标持续时间相对应。优选的是,控制回路的控制变量由第一持续时间形成,而控制回路的参考变量由第一中间高原阶段的第一目标持续时间形成。第一中间高原阶段的持续时间可作为所测控制变量。控制器调整第一持续时间,其调整方式使得短路中断发生在第一中间高原阶段。第一目标持续时间规定了第一中间高原阶段应持续的时间。例如,第一目标持续时间可以在0.5毫秒和1.5毫秒之间。参考变量也可称为控制回路的目标变量。控制器从一个焊接周期到另一个焊接周期调整第一持续时间。如果第一目标持续时间与第一中间高原阶段的有效持续时间之间存在偏差,则在下一个焊接周期中调整第一向后输送阶段的第一持续时间。如果第一中间高原阶段的有效持续时间过短,则缩短第一向后输送阶段的第一持续时间。如果第一中间高原阶段的有效持续时间过长,则延长第一向后输送阶段的第一持续时间。为了避免任何振荡,控制装置可以优选地具有可参数化的滤波器。例如,滤波器可以限定最大变化率或转换率。例如,滤波器可以由pt1元件形成。
6、在一个替换实施例中,提供了一种用于调整第一持续时间的控制装置,其中,控制装置由具有控制器的控制回路执行,所述控制器特别是p或pi控制器,其中,控制回路的控制变量由第一持续时间形成,控制回路的参考变量由焊丝的目标向后速度(特别是预定降低向后速度)形成,控制回路的所测控制变量由焊丝在短路中断时间点的所测向后速度形成。如果所测焊丝向后速度与短路中断时的目标向后速度有偏差,则调整下一个焊接周期的第一持续时间。因此,如果焊丝在短路中断时的向后速度过高或过低,则在下一个焊接周期中缩短或延长第一向后输送阶段的第一持续时间。可以测量短路中断时焊丝的速度。
7、在控制方面,给参考变量增加一个偏移值可能是有利的。
8、在另一个替换实施例中,根据焊接电流和焊接电压连续地确定电阻值,并根据电阻值预测短路中断的时间,其中,基于预测并通过从第二向后输送阶段开始来调整第一持续时间。通过连续确定的电阻值,可以得出短路即将中断的结论。如果短路即将中断,则结束第一向后输送阶段,并降低焊丝的向后输送速度,从而使焊丝在短路中断时不超过预定降低向后输送速度,或与之基本一致。最好能及时结束第一向后输送阶段,以便在第一中间高原阶段发生短路中断。因此,在本实施例中,第一持续时间的调整发生在一个焊接周期内。
9、为了能够确定短路中断的瞬间,可以根据预定电阻阈值或电阻变化率进行预测。例如,当连续确定的电阻值超过预定电阻阈值或电阻变化率超过预定电阻变化率阈值时,可以结束第一向后输送阶段。
10、如果第一向后输送阶段具有第一最终高原阶段,则会产生本发明的特别有效的实施例,其中焊丝在第一最终高原阶段以大致恒定的最终向后速度输送并且第一最终高原阶段的持续时间通过前馈控制和/或反馈控制进行调整。借助调整第一最终高原阶段的持续时间而调整向后输送阶段的第一持续时间。
11、前面的说明涉及短路焊接方法的短路阶段。为了提高焊接方法的效率和稳定性,特别是焊接频率,可以将上述方法步骤类比地应用于电弧阶段和短路发生。因此,在一个实施例中,通过进一步的前馈控制和/或反馈控制来调整第一向前输送阶段的第二持续时间,使得焊丝在第二向前输送阶段在短路发生时不超过预定降低向前速度。通过调整第二持续时间,缩短或延长第一向前输送阶段,使得焊丝在第二向前输送阶段在短路发生时不超过或大致等于预定降低向前速度。第二向前输送阶段紧随第一向前输送阶段。与最终向前速度相比,预定降低向前速度更小。优选地,第二向前输送阶段包括具有大致恒定向前速度的第二中间高原阶段,其中,焊丝在第二中间高原阶段优选以预定降低向前速度输送。此外,优选地,第二持续时间通过进一步的前馈控制和/或反馈控制进行调整,使得短路发生是在第一中间高原阶段。
12、上述与短路阶段有关的调节和/或控制系统的实施例可以类比地应用于电弧阶段。
13、因此,在本发明的一个实施例中,提供了用于调整第二持续时间的进一步控制,其中,所述进一步控制由带有进一步控制器(尤其是p或pi控制器)的进一步控制回路执行,其中,所述进一步控制调整所述第二持续时间,使得第二中间高原阶段具有第二目标持续时间。如果进一步控制回路的控制变量由第二持续时间形成,而进一步控制回路的参考变量由第二中间高原阶段的第二目标持续时间形成,则是优选的。进一步控制器对第二持续时间进行调整,其调整方式使得短路发生是在第二中间高原阶段。第二目标持续时间规定了第二中间高原阶段的持续时间。例如,第二中间高原阶段的第二目标持续时间可以介于0.5毫秒和2毫秒之间。参考变量也可以称为控制回路的目标变量。所述进一步控制器会根据不同的焊接周期调整第二持续时间。如果第二目标持续时间与第二中间高原阶段的有效持续时间之间存在偏差,则在下一个焊接周期中调整第二向前输送阶段的第二持续时间。在本实施例中,第二目标持续时间因此是预先确定的,并且第二持续时间的调整使得第二中间高原阶段具有第二目标持续时间。例如,如果第二中间高原阶段的有效持续时间太短,则缩短第一向前输送阶段的第二持续时间。例如,如果第二中间高原阶段的有效持续时间太长,则延长第二向前输送阶段的第二持续时间。
14、在一个替换实施例中,提供了用于调整第二持续时间的进一步控制,其中,所述进一步控制由具有进一步控制器(尤其是p或pi控制器)的进一步控制回路执行,其中,所述进一步控制回路的控制变量由第二持续时间形成,所述进一步控制回路的参考变量由焊丝的目标向前速度(尤其是预定降低向前速度)形成,并且所述进一步控制回路的所测控制变量由短路发生时焊丝的所测向前速度形成。如果焊丝的向前速度与所需向前速度存在偏差,则在下一个焊接周期中调整第二持续时间。因此,如果在短路发生时焊丝的向前速度过高或过低,则在下一个焊接周期中缩短或延长第二向前输送阶段的第二持续时间。可以测量短路发生时焊丝的速度。
15、在控制方面,给参考变量增加一个偏移值可能是有利的。
16、如果第一向前输送阶段具有第二最终高原阶段,则产生本发明的一个特别有效的实施例,在所述第二最终高原阶段中,焊丝以大致恒定的最终向前速度输送并且第二最终高原阶段的持续时间由前馈控制和/或反馈控制进行调整。通过第二最终高原阶段的持续时间的调整而发生向前输送阶段的第二持续时间的调整。
17、通过权利要求14所述的焊接装置也能实现开头提到的目标。该焊接装置被构造成执行短路焊接方法,并包括焊枪。所述焊接装置被设计成:
18、在短路阶段以向后速度将熔融焊丝远离工件输送,使得材料从焊丝排放到工件上并点燃电弧,其中,焊接装置被进一步设计成:在短路阶段期间在具有第一持续时间的第一向后输送阶段中,使焊丝达到最终向后速度,并且以该最终向后速度输送焊丝,直至第二向后输送阶段的开始,在第二向后输送阶段中,焊丝的向后速度再次降低,其中,第二向后输送阶段紧随着第一向后输送阶段的结束;
19、并且焊接装置被进一步设计成在电弧阶段期间以向前速度沿工件方向输送焊丝,以便在焊丝和工件之间产生短路,其中,焊接装置被进一步设计成在电弧阶段期间在具有第二持续时间的第一向前输送阶段中使焊丝达到最终向前速度,并以该最终向前速度输送焊丝,直至第二向前输送阶段的开始,在所述第二向前输送阶段中,焊丝的向前速度再次降低,其中,第二向前输送阶段紧随着第一向前输送阶段的结束;
20、其中,提供了控制和/或调节单元,其被设计成调整第一向后输送阶段的第一持续时间,使得焊丝在第二向后输送阶段在短路中断时不超过预定降低向后速度。
21、关于该装置的优点和其他特点,请参考上文所述的短路焊接方法。所描述的与短路焊接方法相关的特征也可以转移到焊接装置上。该焊接装置可以包括焊丝进给单元,所述进给单元构造成输送焊丝。该焊接装置可以包括电机,特别是无齿轮直接驱动装置。
22、还公开了下文所述类型的另一种短路焊接方法。因此,在开头提到的那种短路焊接方法中,通过进一步的前馈控制和/或反馈控制来调整第一向前输送阶段的第二持续时间,其调整方式使得焊丝在第二向前输送阶段期间在短路发生时不超过预定降低向前速度。该方法可描述如下:
23、一种具有连续焊接周期的短路焊接方法,每个焊接周期具有一电弧阶段和一短路阶段,在焊接周期中具有以下步骤:
24、在短路阶段,将熔融焊丝以向后速度远离工件输送,使得材料从焊丝排放至工件并且点燃电弧,其中,焊丝在短路阶段期间在具有第一持续时间的第一向后输送阶段中达到最终向后速度,并以该最终向后速度输送,直至第二向后输送阶段的开始,在第二向后输送阶段中,焊丝的向后速度再次降低,
25、在电弧阶段,以向前速度沿工件方向输送焊丝,以便使焊丝与工件接触,并在焊丝和工件之间产生短路,其中,焊丝在电弧阶段期间在具有第二持续时间的第一向前输送阶段中达到最终向前速度,并以该最终向前速度输送焊丝,直至第二向前输送阶段的开始,在所述第二向前输送阶段,焊丝的向前速度再次降低,
26、其中,第一向前输送阶段的第二持续时间通过进一步的前馈控制和/或反馈控制进行调整,其调整方式使得焊丝在第二向前输送阶段中在短路发生时不超过预定降低向前速度。
27、因此,前馈控制和/或反馈控制确保了在焊丝向前速度过高时将其降低。换言之,前馈控制和/或反馈控制确保了将第二向前输送阶段的焊丝设定为在短路发生时具有较低的向前速度值,该值不超过预定降低向前速度值。
28、附加的前馈控制和/或反馈控制已结合权利要求1所述的短路方法进行了描述。上述特征和解释也适用于本文所述的短路方法。
29、另外还公开了一种下述类型的焊接装置。该焊接装置被配置为执行进一步的短路焊接方法,并包括焊枪,所述焊接装置被设计为:
30、在短路阶段期间以向后速度将熔融焊丝远离工件输送,使得材料从焊丝排放到工件上并点燃电弧,其中,焊接装置进一步被设计为在短路阶段期间在具有第一持续时间的第一向后输送阶段使焊丝达到最终向后速度,并以该最终向后速度输送焊丝,直至第二向后输送阶段的开始,在所述第二向后输送阶段焊丝的向后速度再次降低,
31、并且焊接装置进一步设计为在电弧阶段以向前速度沿工件方向输送熔融焊丝,以便在焊丝和工件之间产生短路,其中,焊接装置进一步设计为在电弧阶段在具有第二持续时间的第一向前输送阶段使焊丝达到最终向前速度,并以该最终向前速度输送焊丝,直至第二向前输送阶段的开始,在所述第二向前输送阶段,焊丝的向前速度再次降低,
32、其中,提供了附加的控制和/或调节单元,其被设计成调整第一向前输送阶段的第二持续时间,使得焊丝在第二向前输送阶段在短路发生时不超过预定降低向前速度。
- 还没有人留言评论。精彩留言会获得点赞!