基于油包水乳液的电火花电解复合成形加工方法
1.本发明涉及一种基于油包水乳液的电火花电解复合成形加工方法,属于特种加工领域。
背景技术:
2.电火花成形加工是一种利用正负两极之间连续脉冲放电产生的瞬时高温对工件材料进行熔化或气化蚀除的特种加工方法。由于不受工件材料强度和硬度的限制,电火花成形加工已广泛应用于难切削材料及复杂形状零件的加工。然而,电火花成形加工表面通常含有未被抛出的熔化材料凝固形成的重铸层。重铸层含有微裂纹、微气孔等结构缺陷,并具有较大的残余应力,对零件的性能、可靠性及寿命会产生严重的不良影响。
3.电解加工是一种利用金属阳极电化学溶解作用来去除材料的特种加工方法。由于工件材料是以离子的形式被溶解去除,无高热产生,因此电解加工表面不存在重铸层及与之相关的微裂纹、微气孔、残余应力等热损伤缺陷,其表面光整,无毛刺,表面质量好。然而,与电火花加工相比,电解加工的定域性较差,导致其加工精度不高。
4.电火花电解复合加工方法可将电火花加工与电解加工的优势有机结合,实现高精度、高表面质量的加工。电火花电解复合加工所采用的工作液需同时满足电火花加工与电解加工的要求。电火花加工要求工作液具备良好的绝缘性能,以维持火花放电的稳定进行,因此其通常采用油类作为工作液;电解加工则要求工作液具备一定的电导率,因此其通常采用水基工作液。由于不同特性的工作液适用于不同的电加工形式,因此工作液是实现电火花加工与电解加工有机复合的关键因素。
5.目前,电火花电解复合加工通常采用具备一定电导率的水基工作液。水基工作液在微细、小孔和线切割等加工形式中得到了较好的应用,而在成形加工领域还未能达到实际生产应用水平。这是由于水基工作液的电导率较高,能满足电解加工对工作液的要求。但水基工作液易引起电极与工件间不稳定的火花放电,且加工面积越大这种不稳定的现象越明显,因此水基工作液主要应用于加工间隙相对开放、加工面积较小的电火花加工形式。而对于加工间隙封闭、加工面积较大的电火花成形加工而言,水基工作液难以维持其稳定进行,因此在电火花电解复合成形加工中仍未获得实际生产应用。这也表明,现有的基于水基工作液的电火花电解复合加工方法难以解决高精度、高表面质量的成形加工难题。
技术实现要素:
6.本发明针对上述现有加工技术的不足,提供了一种基于油包水乳液的电火花电解复合成形加工方法,该方法利用油包水乳液绝缘性和导电性的双重特性,将电火花成形加工与电解加工有机复合,可充分发挥两种电加工形式的优势,实现高精度、无重铸层的成形加工。
7.油包水乳液是一种油为连续相,水为分散相,且水以液滴的形式高度分散于油中的乳液体系。由于油为“外”相,因此油包水乳液具备良好的绝缘性能,可以维持稳定的电火
花成形加工。同时,油包水乳液由于其中水的存在而具备一定的电导率,可维持电解加工的顺利进行。因此,油包水乳液能同时满足电火花成形加工和电解加工对工作液的要求,可以作为电火花成形加工和电解加工的双性工作液。
8.本发明是通过以下技术方案实现的:将工件浸没于油包水乳液中,工件和工具电极分别连接于脉冲电源的正负两极,工具电极在机床主轴的带动下实现进给运动;油包水乳液冲入加工区域,为加工间隙提供新鲜工作液并辅助排屑;在加工过程中,电火花成形加工和电解加工共同存在,利用电火花成形加工产生的高温对工件材料进行蚀除,利用电解加工对电火花加工产生的重铸层进行去除;通过油包水乳液含水量和水相电解质浓度的不同组合来实现电火花成形加工与电解加工强度的可控调节。具体的,当油包水乳液的含水量和水相电解质浓度较低时,乳液的绝缘性较强,此时电解加工较微弱,电火花成形加工占主导作用;随着油包水乳液的含水量和水相电解质浓度的升高,乳液的导电性逐渐提高,电解加工的作用逐渐增强。当电火花成形加工与电解加工的强度达到合适比例时,可实现高精度、无重铸层的成形加工;进一步地,所述的油包水乳液由去离子水、固体盐、白矿物油和复合乳化剂组成;复合乳化剂由质量配比为173:27的失水山梨糖醇脂肪酸酯和月桂醇聚氧乙烯醚配制而成;去离子水、白矿物油和复合乳化剂的质量配比为2:(3~8):(1~2);固体盐由nacl、nano3和naclo3等一种或几种盐组合而成;进一步地,油包水乳液冲入加工区域的冲液方式,可为内冲液、外冲液和内外组合冲液。
9.本发明的有益效果在于:1. 本发明采用油包水乳液作为电火花电解复合成形加工的双性工作液,该工作液克服了传统纯油类工作液只能进行电火花成形加工,且加工表面存在重铸层,而水基工作液可以进行电解加工,但无法维持稳定电火花成形加工,难以作为电火花电解复合成形加工工作液的缺点;2. 本发明在整个加工过程中无需更换工作液类型、电源系统和机床设备,通过改变油包水乳液含水量和水相电解质浓度完成电火花成形与电解加工的可控调节,当两者的强度达到合适比例时,可实现高精度、无重铸层的成形加工;3. 本发明所提供的双性工作液油包水乳液不仅适用于电火花电解复合成形加工,也可适用于微细加工、小孔加工、铣削加工和线切割加工等电火花电解复合加工形式。
附图说明
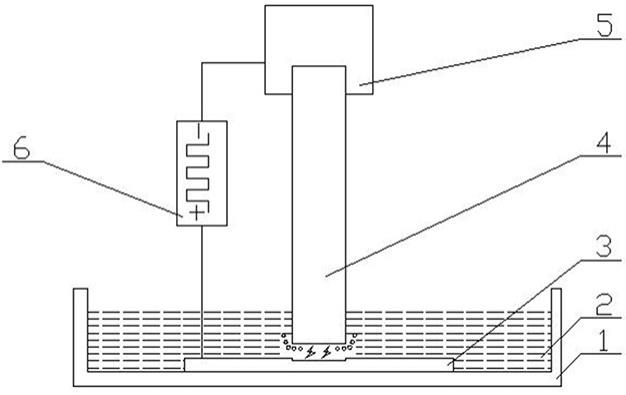
10.图1为基于油包水乳液的电火花电解复合成形加工方法原理图;其中,1.加工槽,2.油包水乳液,3.工件,4.工具电极,5.机床主轴,6.脉冲电源。
具体实施方式
11.以下结合附图对本发明的具体实施方式做进一步说明,应当指出此处所描述的具体实施方式和详细的操作过程仅仅是为了便于描述本发明,不对本发明起到限制作用。
12.图1是基于油包水乳液的电火花电解复合成形加工方法原理图;油包水乳液盛放
在加工槽中,将工件浸没于油包水乳液;此外,油包水乳液冲入加工区域,为加工间隙提供新鲜工作液并辅助排屑;工具电极在机床主轴的带动下实现进给运动,脉冲电源的正负极分别连接工件和工具电极,为复合加工提供适宜的输入能量;使用油包水乳液作为电火花电解复合成形加工的双性工作液,在加工过程中,电火花成形加工和电解加工共同存在,通过改变油包水乳液的含水量和水相电解质浓度,可实现电火花放电蚀除强度和阳极电化学溶解强度的可控调节。当油包水乳液的含水量和水相电解质浓度达到合适比例时,利用电火花放电蚀除大部分工件材料,利用电化学溶解作用去除加工表面重铸层,最终实现工件的高精度、无重铸层的电火花电解复合成形加工。
13.油包水乳液的配制过程如下所述:第一步将质量配比为173:27的失水山梨糖醇脂肪酸酯和月桂醇聚氧乙烯醚均匀混合,形成复合乳化剂;第二步将固体盐颗粒溶解于去离子水中并均匀混合,形成盐溶液;第三步将质量配比为2:(3~8):(1~2)的盐溶液、白矿物油和复合乳化剂在常温下混合,并进行充分搅拌,形成油包水粗乳液;第四步将粗乳液置于80℃的恒温水浴锅中,持续搅拌15分钟使其自乳化;最后将混合液在常温下自然冷却,得到所需油包水乳液。
技术特征:
1.一种基于油包水乳液的电火花电解复合成形加工方法,其特征在于:将工件浸没于油包水乳液中,工件和工具电极分别连接于脉冲电源的正负两极,工具电极在机床主轴的带动下实现进给运动;油包水乳液冲入加工区域,为加工间隙提供新鲜工作液并辅助排屑;在加工过程中,电火花成形加工和电解加工共同存在,利用电火花成形加工产生的高温对工件材料进行蚀除,利用电解加工对电火花加工产生的重铸层进行去除;通过油包水乳液含水量和水相电解质浓度的不同组合来实现电火花成形加工与电解加工强度的可控调节。2.根据权利要求1所述的一种基于油包水乳液的电火花电解复合成形加工方法,其特征在于,所述油包水乳液由去离子水、固体盐、白矿物油和复合乳化剂组成;复合乳化剂由质量配比为173:27的失水山梨糖醇脂肪酸酯和月桂醇聚氧乙烯醚配制而成;去离子水、白矿物油和复合乳化剂的质量配比为2:(3~8):(1~2);固体盐由nacl、nano3和naclo3等一种或几种盐组合而成。3.根据权利要求1所述的一种油包水乳液电火花电解复合成形加工方法,其特征在于,油包水乳液冲入加工区域的冲液方式,可为内冲液、外冲液和内外组合冲液。
技术总结
本发明涉及一种基于油包水乳液的电火花电解复合成形加工方法,利用油包水乳液的绝缘性和导电性的双重特性,将电火花成形加工与电解加工有机复合;在加工过程中,利用电火花成形加工产生的高温对工件材料进行蚀除,利用电解加工对电火花加工产生的重铸层进行去除;通过油包水乳液含水量和水相电解质浓度的不同组合来完成电火花成形加工与电解加工强度的可控调节,当电火花成形加工与电解加工的强度达到合适比例时,可实现高精度、无重铸层的成形加工。形加工。形加工。
技术研发人员:董行 龚伟新 赵濡铭 邱宇 周建平
受保护的技术使用者:新疆大学
技术研发日:2022.06.22
技术公布日:2022/9/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1