一种高性能镍基合金变形涡轮盘锻件的制备方法与流程
1.本技术涉及材料冶金及热加工的领域,尤其是涉及一种高性能镍基合金变形涡轮盘锻件的制备方法。
背景技术:
2.高合金化的镍基变形(铸&锻)高温合金由于具有优异的强度、抗蠕变、抗氧化及抗疲劳等综合力学性能,同时铸锭冶金工艺拥有纯净度高的天然优势,并具备制造成本低的优点,被选用制造先进航空航天发动机涡轮盘、轴等旋转部件。以涡轮盘为例,轮缘通常比轮毂承受的温度场数值更高,需要具备更高的抗高温蠕变性能和抗疲劳裂纹扩展能力,以及可接受的强度和疲劳性能,因此轮缘需要更粗的晶粒组织。现有技术通常采用梯度热处理方式获得轮缘粗晶、轮毂细晶的双组织涡轮盘,但是铸锭冶金工艺生产的涡轮盘存在源于铸锭遗传的微观枝晶偏析,因此在梯度热处理时,轮缘处组织不能够均匀的长大,因而会出现严重混晶组织,降低涡轮盘性能的一致性和稳定性,降低超声波可探性,给发动机服役可靠性带来隐患。现有技术中铸锭冶金工艺生产的铸锭直径锭型大,导致枝晶偏析程度大,开坯后棒坯或锻坯制备多采用在较低温度下的反复镦拔或多向锻造等热加工手段获得均匀的细晶组织,但是这种细晶组织中一次γ
′
相尺寸含量高、尺寸粗化严重,导致微观尺度范围存储能量的不一致,既影响晶粒随后出现的不均匀长大,又直接影响合金中细小共格γ
′
相的析出来充分发挥合金力学性能潜力,因此难以得到理想的组织和性能。
技术实现要素:
3.有鉴于此,本技术提供一种高性能镍基合金变形涡轮盘锻件的制备方法,解决了现有技术中变形高温合金制备双组织涡轮盘锻件出现的问题,提高共格γ
′
相的面积分数,最后通过梯度热处理在轮缘获得级差小的粗晶组织,保持轮毂的细晶组织,获得满足服役环境条件的组织和优异综合力学性能。
4.本技术提供的一种高性能镍基合金变形涡轮盘锻件的制备方法采用如下的技术方案:
5.一种高性能镍基合金变形涡轮盘锻件的制备方法,所述高性能镍基合金中γ
′
相强化相总含量不小于35%,所述制备方法包括如下步骤:
6.步骤1,铸锭冶炼,然后高温均匀化退火;
7.步骤2,锻造制坯;
8.步骤3,热挤压成形;
9.步骤4,模锻成形;
10.步骤5,热处理。
11.可选的,所述高性能镍基合金包括如下质量百分比的成分组成:c:0.005-0.060wt%,co:12-21wt%,cr:10-18wt%,w:2.0-5.0wt%,mo:2.0-5.0wt%,ti:2.0-6.0wt%,al:2.0-4.0wt%,ta:0-5.0%,b:0.010-0.020wt%,zr:0.030-0.060wt%,nb:
0.5-4.0wt%,fe:≤1%,余量为ni及杂质。
12.可选的,所述步骤1的铸锭冶炼具体包括:采用真空感应制备电极,然后采用电渣重熔或真空自耗重熔或电渣重熔加真空自耗重熔组合进行铸锭的冶炼,所述高性能镍基合金铸锭直径不大于406mm,高径比不小于4;
13.所述高性能镍基合金铸锭横截面的二分之一半径处的二次枝晶间距不大于80um,铸锭横截面心部的二次枝晶间距不大于100um。
14.可选的,所述步骤1中高温均匀化退火的最高温度范围1160-1200℃,保温时间不少于72h。
15.可选的,所述步骤2中的锻造制坯,采用胎膜进行约束锻造,每一火次变形量不大于20%,约束锻造坯料加热温度为ts-20℃至ts+30℃范围,其中ts为γ
′
相全溶温度,锻造火次不少于3;
16.胎膜约束锻造后得到圆柱形坯料,随后进行调质热处理,得到坯料的平均晶粒度范围为2-5级,级差不大于2级,经过机加工后高度/直径比不小于1,表面粗糙度不大于3.2um。
17.可选的,所述步骤3具体包括,对所述步骤2得到的坯料,进行软包套加硬包套,并喷涂玻璃防护润滑剂后进行热挤压,挤压比为4-6,挤压锻造温度为ts-100℃至ts范围,挤压后得到的棒坯平均晶粒度范围为8-11级,级差不大于2级。
18.可选的,所述热挤压后的棒坯中一次γ
′
相的平均尺寸不大于1.5um,一次γ
′
相面积分数不超过γ
′
相总含量的20%。
19.可选的,所述棒坯进行高灵敏度的水浸探伤,采用φ0.4mm平底孔试块,将平底孔反射波调整至荧光屏的80%,并增加12db作为扫查灵敏度,噪声水平低于40%,不存在尺寸当量超过φ0.4-12db的缺陷。
20.可选的,所述步骤4中的模锻,根据需要对挤压棒坯进行按尺寸分料,进行模锻成型,模锻温度为ts-50℃至ts范围,得到锻件的晶粒度为8-11级,一次γ
′
相的平均尺寸不大于2.5um,一次γ
′
相面积分数不超过γ
′
相总含量的25%。
21.可选的,所述步骤5包括固溶热处理和时效热处理,所述固溶热处理步骤中的梯度热处理可实现轮缘固溶加热温度为ts-20℃至ts+20℃范围,得到粗晶晶粒度为6-7级,轮毂加热温度为ts-50℃至ts范围,保持细晶8-11级,所述固溶热处理步骤中的亚固溶热处理为锻件整体进行固溶热处理,固溶加热温度为ts-50℃至ts范围,最后进行时效处理温度范围650℃-850℃,时间4-16h。
22.综上所述,本技术包括以下有益技术效果:
23.1、基于元素偏析和组织遗传的思想,通过控制初始组织的微观偏析程度,获得最终组织的可控的微观学晶粒组织,经过梯度热处理后轮缘的粗晶组织晶粒更均匀、晶粒度级差小,达到理想的力学性能。
24.2、多个工序的前后匹配性控制,有效减少一次γ
′
相的数量并抑制粗化,增加了共格γ
′
相的数量,改善力学性能。
25.3、通过匹配性的多个参数控制,采用热挤压工艺获得均匀性细晶组织,避免常规反复镦拔或多向锻造方式,加工工序少,制造周期更短。
26.4、通过调质处理后的组织控制,结合挤压过程中热加工参数,得到理想的挤压棒
坯组织,可为实现最终的锻件和热处理的组织性能控制奠定基础。
27.5、可首次实现对高性能的镍基铸&锻(变形)高温合金双组织、双性能涡轮盘锻件的制备。
附图说明
28.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
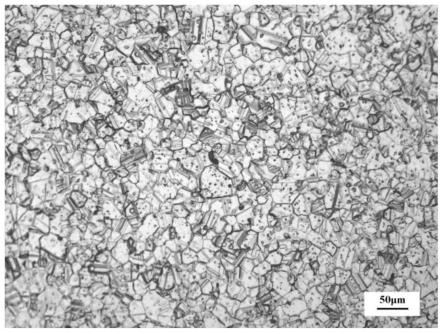
29.图1为实施例1对制坯后的坯料进行调质热处理后的晶粒组织图;
30.图2为实施例1轮缘固溶热处理后的晶粒组织图;
31.图3为实施例1轮毂固溶热处理后的晶粒组织图;
32.图4为实施例2合金固溶热处理后8.5级晶粒的晶粒组织图;
33.图5为实施例3对制坯后的坯料进行调质热处理后的晶粒组织图;
34.图6为实施例3轮缘固溶热处理后的晶粒组织图;
35.图7为实施例3轮毂固溶热处理后的晶粒组织图。
具体实施方式
36.下面结合附图对本技术实施例进行详细描述。
37.以下通过特定的具体实例说明本技术的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本技术的其他优点与功效。显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。本技术还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本技术的精神下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
38.要说明的是,下文描述在所附权利要求书的范围内的实施例的各种方面。应显而易见,本文中所描述的方面可体现于广泛多种形式中,且本文中所描述的任何特定结构及/或功能仅为说明性的。基于本技术,所属领域的技术人员应了解,本文中所描述的一个方面可与任何其它方面独立地实施,且可以各种方式组合这些方面中的两者或两者以上。举例来说,可使用本文中所阐述的任何数目个方面来实施设备及/或实践方法。另外,可使用除了本文中所阐述的方面中的一或多者之外的其它结构及/或功能性实施此设备及/或实践此方法。
39.还需要说明的是,以下实施例中所提供的图示仅以示意方式说明本技术的基本构想,图式中仅显示与本技术中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
40.另外,在以下描述中,提供具体细节是为了便于透彻理解实例。然而,所属领域的技术人员将理解,可在没有这些特定细节的情况下实践所述方面。
41.本技术实施例提供一种高性能镍基合金变形涡轮盘锻件的制备方法。
42.一种高性能镍基合金变形涡轮盘锻件的制备方法,所述高性能镍基合金中γ
′
相强化相总含量不小于35%,所述制备方法包括如下步骤:
43.步骤1,铸锭冶炼,然后高温均匀化退火;
44.步骤2,锻造制坯;
45.步骤3,热挤压成形;
46.步骤4,模锻成形;
47.步骤5,热处理。
48.为解决现有技术中的变形高温合金制备双组织涡轮盘锻件出现的问题,本技术采用低偏析铸锭冶炼+锻造制坯+挤压+模锻+热处理的工艺路线,通过连锁性的复合匹配控制铸锭枝晶偏析程度、热挤压前坯料组织控制、热挤压组织控制和梯度热处理组织控制得到理想的组织和性能,以满足先进航空航天发动机服役环境条件下的综合性能需求。
49.具体的:步骤1,所述高性能镍基合金包括如下质量百分比的成分组成:c:0.005-0.060wt%,co:12-21wt%,cr:10-18wt%,w:2.0-5.0wt%,mo:2.0-5.0wt%,ti:2.0-6.0wt%,al:2.0-4.0wt%,ta:0-5.0%,b:0.010-0.020wt%,zr:0.030-0.060wt%,nb:0.5-4.0wt%,fe:≤1%,余量为ni及杂质。
50.采用真空感应制备电极,然后采用电渣重熔或真空自耗重熔或电渣重熔加真空自耗重熔组合进行铸锭的冶炼,优选地,采用真空感应制备电极,电渣重熔连续定向凝固重熔冶炼铸锭,所述高性能镍基合金铸锭直径不大于406mm,高径比不小于4;
51.所述高性能镍基合金铸锭横截面的二分之一半径处的二次枝晶间距不大于80um,铸锭横截面心部的二次枝晶间距不大于100um。高温均匀化退火的最高温度范围1160-1200℃,保温时间不少于72h。
52.步骤2,采用胎膜进行约束锻造,每一火次变形量不大于20%,约束锻造坯料加热温度为ts-20℃至ts+30℃范围,其中ts为γ
′
相全溶温度,锻造火次不少于3;
53.胎膜约束锻造后得到圆柱形坯料,随后进行调质热处理,得到坯料的平均晶粒度范围为2-5级,优选地坯料的平均晶粒度为3-4级,级差不大于2级,经过机加工后高度/直径比不小于1,表面粗糙度不大于3.2um。
54.步骤3,对所述步骤2得到的坯料,进行软包套加硬包套,并喷涂玻璃防护润滑剂后进行热挤压,挤压比为4-6,挤压锻造温度为ts-100℃至ts范围,挤压后得到的棒坯平均晶粒度范围为8-11级,优选地棒坯平均晶粒度为8.5-9.5级,级差不大于2级。
55.所述热挤压后的棒坯中一次γ
′
相的平均尺寸不大于1.5um,一次γ
′
相面积分数不超过γ
′
相总含量的20%。
56.对所述棒坯进行高灵敏度的水浸探伤,采用φ0.4mm平底孔试块,将平底孔反射波调整至荧光屏的80%,并增加12db作为扫查灵敏度,噪声水平低于40%,不存在尺寸当量超过φ0.4-12db的缺陷。
57.步骤4,模锻成形,其中的模锻根据需要对挤压棒坯进行按尺寸分料,进行模锻成型,模锻温度为ts-50℃至ts范围,得到锻件的晶粒度为8-11级,优选地晶粒度为8-9级,一次γ
′
相的平均尺寸不大于2.5um,一次γ
′
相面积分数不超过γ
′
相总含量的25%。
58.步骤5,最后经过热处理后达到理想的力学性能,热处理包括固溶热处理和时效热处理,所述固溶热处理步骤中的梯度热处理可实现轮缘固溶加热温度为ts-20℃至ts+20℃
范围,得到粗晶晶粒度为6-7级,轮毂加热温度为ts-50℃至ts范围,保持细晶8-11级,所述固溶热处理步骤中的亚固溶热处理为锻件整体进行固溶热处理,固溶加热温度为ts-50℃至ts范围,最后进行时效处理温度范围650℃-850℃,时间4-16h。
59.本技术针对解决高γ
′
相含量(≥35%)的镍基变形(铸&锻)高温合金组织和性能与服役环境条件不匹配,锻件局部晶粒组织级差较大导致的性能不稳定和超声可探性低,以及热加工生产流程长的问题。提出一种制备工艺技术路线,通过设计长高径比锭型的低偏析铸锭冶炼,多火次小变形胎膜约束锻造制坯并有效控制热挤压前晶粒度,匹配热挤压成形工艺,得到改善的理想的坯料和棒坯的晶粒度分布,减小合金的一次γ
′
相含量的尺寸和数量,提高共格γ
′
相的面积分数,最后通过梯度热处理在轮缘获得级差小的粗晶组织,保持轮毂的细晶组织,获得满足服役环境条件的组织和优异综合力学性能。
60.本技术基于基于元素偏析和组织遗传的思想,通过控制初始组织的微观偏析程度,获得最终组织的可控的微观学晶粒组织,经过梯度热处理后轮缘的粗晶组织晶粒更均匀、晶粒度级差小,达到理想的力学性能;多个工序的前后匹配性控制,有效减少一次γ
′
相的数量并抑制粗化,增加了共格γ
′
相的数量,改善力学性能;通过匹配性的多个参数控制,采用热挤压工艺获得均匀性细晶组织,避免常规反复镦拔或多向锻造方式,加工工序少,制造周期更短。通过调质处理后的组织控制,结合挤压过程中热加工参数,得到理想的挤压棒坯组织,可为实现最终的锻件和热处理的组织性能控制奠定基础。可首次实现对高性能的镍基铸&锻(变形)高温合金双组织、双性能涡轮盘锻件的制备。
61.实施例1:
62.制备高性能的gh4096合金双组织涡轮盘锻件。
63.高性能镍基合金的化学成分质量百分数为:c:0.050wt%,co:13wt%,cr:16wt%,w:4.0wt%,mo:4.0wt%,ti:3.80wt%,al:2.20wt%,b:0.015wt%,zr:0.050wt%,nb:0.70wt%,余量为ni及不可避免的杂质。
64.采用真空感应加电渣重熔连续定向凝固冶炼工艺制备φ260
×
1600mm定向凝固铸锭,高径比约为6,铸锭心部和二分之一半径处的二次枝晶间距分别约为90um和80um;经过最高温度台阶为1195℃,保温时间为72h的高温均匀化热处理;采用胎膜进行约束锻造制坯,锻造火次为6火,工程变形量分别为10%,15%,15%,20%,20%和20%,得到φ460
×
500mm的坯料,锻造温度为1120℃,得到晶粒组织为2-6级;对制坯后的坯料进行调质热处理,温度1125℃,得到的晶粒度为3-5级,如图1所示;随后进行热挤压,采用软包套加不锈钢硬包套,坯料加热温度为1070℃,挤压比为4,得到直径φ230mm的棒坯,平均晶粒度为8.5级,一次γ
′
相平均尺寸1.2um,含量不超过γ
′
相总含量的20%;模锻,平均晶粒度为8.5级,一次γ
′
相平均尺寸1.6um,含量不超过γ
′
相总含量的25%;最后进行梯度热处理,轮缘固溶热处理温度为1115℃,得到5-7级晶粒如图2所示,轮毂固溶热处理温度1075℃,得到平均晶粒度为8.5级晶粒组织如图3所示。时效制度为760℃/4h空冷。
65.实施例2:
66.制备高性能的gh4096合金均匀细晶涡轮盘锻件
67.高性能镍基合金的化学成分质量百分数为:c:0.050wt%,co:13wt%,cr:16wt%,w:4.0wt%,mo:4.0wt%,ti:3.80wt%,al:2.20wt%,b:0.015wt%,zr:0.050wt%,nb:0.70wt%,余量为ni及不可避免的杂质。
68.采用真空感应+电渣重熔连续定向凝固冶炼工艺制备φ260
×
1600mm定向凝固铸锭,高径比约为6,铸锭心部和二分之一半径处的二次枝晶间距分别约为90um和80um;经过最高温度台阶为1195℃,保温时间为72h的高温均匀化热处理;采用胎膜进行约束锻造制坯,锻造火次为6火,工程变形量分别为10%,15%,15%,20%,20%和20%,得到φ460
×
500mm的坯料,锻造温度为1120℃,得到晶粒组织为2-6级;对制坯后的坯料进行调质热处理,温度1125℃,得到的晶粒度为3-5级,如图1所示;随后进行热挤压,采用软包套加不锈钢硬包套,坯料加热温度为1070℃,挤压比为4,得到直径φ230mm的棒坯,平均晶粒度为8.5级,一次γ
′
相平均尺寸1.2um,含量不超过γ
′
相总含量的20%;模锻,平均晶粒度为8.5级,一次γ
′
相平均尺寸1.6um,含量不超过γ
′
相总含量的25%;最后进行固溶热处理,固溶热处理温度为1075℃,得到8.5级晶粒如图4所示,时效制度为760℃/4h空冷。
69.实施例3:
70.制备高性能的gh4198合金双组织涡轮盘锻件
71.高性能镍基合金的化学成分质量百分数为:c:0.020wt%,co:20.5wt%,cr:13wt%,w:2.3wt%,mo:3.8wt%,ti:3.80wt%,al:3.40wt%,b:0.015wt%,zr:0.050wt%,nb:1.0wt%,余量为ni及不可避免的杂质。
72.采用真空感应+电渣重熔连续定向凝固冶炼工艺制备φ260
×
1600mm定向凝固铸锭,高径比约为6,铸锭心部和二分之一半径处的二次枝晶间距分别约为90um和80um;经过最高温度台阶为1195℃,保温时间为100h的高温均匀化热处理;采用胎膜进行约束锻造制坯,锻造火次为6火,工程变形量分别为10%,15%,15%,20%,20%和20%,得到φ460
×
500mm的坯料,锻造温度为1160℃,得到晶粒组织为2-6级;对制坯后的坯料进行调质热处理,温度1160℃,得到的晶粒度为3-5级,如图5所示;随后进行热挤压,采用软包套加不锈钢硬包套,坯料加热温度为1110℃,挤压比为4,得到直径φ230mm的棒坯,平均晶粒度为8.5级,一次γ
′
相平均尺寸1.6um,含量不超过γ
′
相总含量的20%;模锻,平均晶粒度为8.5级,一次γ
′
相平均尺寸2.2um,含量不超过γ
′
相总含量的25%;最后进行涡轮盘锻件的梯度热处理,轮缘固溶热处理温度为1150℃,得到5-7级晶粒组织如图6所示,轮毂固溶热处理温度1120℃,得到平均晶粒度为8.5级晶粒组织如图7所示。时效制度为780℃/4h空冷。
73.对比例1:
74.对比例1参考实施例1的制备方法,区别在于:冶炼铸锭的二分之一半径和心部的二次枝晶间距分别为100um和120um。
75.对比例1最终得到的锻件轮缘组织晶粒度均匀性差。
76.对比例2:
77.对比例2参考实施例1的制备方法,区别在于:步骤2中的调质热处理,得到的晶粒尺寸相对更粗,为2-4级。
78.对比例2最终得到的锻件轮缘组织晶粒度均匀性差,混晶严重。
79.对比例3:
80.对比例3参考实施例1的制备方法,区别在于:步骤3中的热挤压,挤压比为6,挤压得到的晶粒尺寸相对更细,为10-12级。
81.对比例3最终得到的锻件轮缘组织晶粒度均匀性较差。
82.对比例4:
83.对比例4参考实施例1的制备方法,区别在于:步骤2中的调质热处理,得到平均晶粒度为6级的组织,级差不大于2级。
84.对比例4最终得到的锻件轮缘二次和三次γ
′
相面积分数相对较小,强度较低。
85.对比例5
86.对比例5为常规制备工艺制备gh4096合金双组织涡轮盘锻件,步骤1和步骤2参考实施例1,未采用调质处理,未采用热挤压锻造,而是采用多向锻造或3d锻造制备锻坯,通过步骤4模锻成形和步骤5梯度热处理参照实施例1。最终得到的锻件轮缘二次和三次γ
′
相面积分数较小,高温强度较低。
87.表1不同实施例和对比例的涡轮盘锻件的微观组织统计结果
[0088][0089]
表1中所示为实施例和对比例锻件的微观组织情况,以及热挤压后棒坯的探伤杂波水平。可以看出,实施例1的二次和三次γ
′
相面积分数最多,有利于发挥更优异的力学性能;实施例1和2的轮缘的晶粒级差最小为2级,组织均匀性性最好,对比例2的轮缘组织均匀性最差,晶粒级差达到4级;实施例1,热挤压后的棒坯杂波水平较优,对比例2的杂波水平最高为45%左右,反映出了组织均匀性水平最差。
[0090]
表2拉伸性能
[0091][0092]
[0093]
表2为实施例和对比例锻件轮缘的拉伸性能,650℃下对比例1拉伸强度最好。同时计算了实施例和对比例650℃下屈服强度的标准差,标准差越大则材料强度性能离散度越大,反应组织宏观的均匀性较差。
[0094]
以上所述,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1