一种预制热力辅助激光焊接陶瓷材料的方法及装备
1.本发明涉及陶瓷材料激光焊接领域,特别是一种预制热力辅助激光焊接陶瓷材料的方法及装备。
背景技术:
2.陶瓷及其复合材料以较强的耐热/耐蚀性和高温力学性能,成为超高速飞行器冷却系统的首选材料。尤其是氧化铝陶瓷,因制造工艺简单且综合性能优异,成为应用最广泛的陶瓷材料。目前,氧化铝陶瓷的连接大多采用微波焊、钎焊和激光焊接等方式,其中激光焊接是陶瓷焊接最有应用前景的技术。
3.激光焊接技术是利用高能量密度的激光束作为热源的一种高效的焊接方法,与目前广泛应用电弧焊、气焊和电阻焊等传统的焊接方法相比,激光焊接具有焊接速度快、变形小和焊接质量高等优点。
4.在加工过程中,直接采用激光对陶瓷进行焊接,而陶瓷又属于脆性材料,从而导致裂纹的产生,降低连接接头的强度。
5.公开号为cn107790882b的专利公开了一种基于热循环调控的钼及钼合金激光焊接方法,包括以下步骤:1)对待焊钼及钼合金工件进行预处理;2)将待焊钼及钼合金工件通过夹具加紧,再将待焊钼及钼合金工件放置到惰性气体的气氛中,然后再调整激光焊接头,使激光焊接头发出激光光束的轴线与竖直方向的夹角为0
°
~10
°
;3)通过激光焊接头发出的激光光束对待焊钼及钼合金工件的待焊接区域进行逐级预热,再通过激光焊接头发出的激光光束对待焊钼及钼合金工件进行焊接,然后再通过激光焊接头发出的激光光束对待焊钼及钼合金工件的待焊接区域进行逐级保温,得焊接后的工件,该焊接方法能够有效降低焊接钼及钼合金时产生的热应力。目前焊接过程中,焊接应力的主要因素包括:材料因素、制造因素、结构因素,其中制造因素可以通过预热或缓冷的方式调控。虽然公开号为cn107790882b的专利公开了对待焊钼及钼合金工件进行逐级预热,能够有效降低焊接钼及钼合金时产生的热应力,但是目前尚不明确是否能通过逐级预热的方法解决陶瓷激光焊接过程的裂纹问题。
技术实现要素:
6.本发明所要解决的技术问题是,针对现有技术不足,提供一种预制热力辅助激光焊接陶瓷材料的方法及装备,解决陶瓷激光焊接过程陶瓷材料容易产生裂纹的问题。
7.为解决上述技术问题,本发明所采用的技术方案是:一种预制热力辅助激光焊接陶瓷材料的方法,包括以下步骤:
8.s1、将陶瓷材料待焊接的部位装夹拼接在一起,对陶瓷材料实现定位并对陶瓷材料施加2-4n预压力;
9.s2、对陶瓷材料进行预热,使陶瓷材料达到预热温度,预热温度为20℃-250℃;
10.s3、陶瓷材料预热完成后,对陶瓷材料待焊接的部位进行激光焊接。
11.现有技术中,直接采用激光焊接加工过程中,由于激光的高能量密度,易产生较大的温度梯度,而陶瓷又属于脆性材料,激光直接焊接陶瓷过程过大的温度梯度会产生较大的热应力,从而导致裂纹的产生,降低连接接头的强度。本发明采用20℃-250℃的预热温度和2-8n预压力,得到的焊缝形貌美观,焊缝裂纹长度减小,焊缝抗弯曲强度提高。
12.优选地,s2中预热温度为100℃-250℃。进一步优选地,s2中预热温度为200℃≤t<250℃。该预热温度区间内,能同时减少陶瓷母材的裂纹,焊缝裂纹长度减小,焊缝抗弯曲强度提高。预热温度低于100℃时,对焊缝裂缝的改善作用较小,预热温度过高,焊缝出现过烧现象,抗弯曲强度减小。
13.s2中预热采用预热激光头。
14.焊前预热激光束,用于预热陶瓷板材,随后使用另外一束焊接激光,照射到工件表面,完成陶瓷焊接,从而有利于降低焊接过程中产生的温度梯度。
15.s2、s3中激光工艺参数为:焊接激光功率400-500w,最小光斑直径0.2-0.5mm,焊接速度15-40mm/s,离焦量+2~+4mm,激光束与工件表面夹角0
°
,喷嘴与工件距离0.5-2mm,角度30-60
°
,辅助气压10-20bar,焊接长度为30-50mm。
16.s1中,焊接夹具同时对陶瓷材料施加压力,压力范围为0<f≤50n,压力方向同时垂直于陶瓷材料和焊接方向。
17.其中焊接方向是指陶瓷材料不移动,焊接激光工作时移动的方向,或者焊接过程中焊接激光不移动,陶瓷材料移动的方向。
18.现有技术中,金属材料在焊接过程中,也可以施加一定的压力,其主要目的是消除焊件间的间隙。本技术中,在陶瓷材料的焊接中,施加一定的压力不仅具有消除焊件间的间隙的作用,还可以改善陶瓷材料的韧性。因为陶瓷具有明显的脆性,目前改善陶瓷材料的韧性主要从以下几个方面:1.减少陶瓷材料中的缺陷;2.在陶瓷表面形成一定的压应力;3.消除陶瓷表面的微裂纹。例如,在表面加预压应力,能降低工作中产生的拉应力,而做成“不碎”陶瓷。在预压力下陶瓷开裂机理的研究中,施加合适大小的预压应力能有效的降低材料内部的损伤,限制中位径向裂纹的扩展;预压应力的存在对划痕切向力的影响并不大,即预压应力并不会给材料的加工和去除带来额外的难度。
19.在焊接氧化铝陶瓷实验中发现,并不是预压力越大越好,而是对于不同陶瓷材料和不同尺寸的焊件,应该施加合理范围内的预压力。针对本次实验,0-50n的传感器量程完全可以满足要求,施加较小的预压力可以消除焊缝未融合现象,施加预压力过大,会导致整块陶瓷板材破碎。
20.焊接夹具对陶瓷材料施加的压力范围为2n-4n。未对陶瓷材料施压时,陶瓷材料焊缝中心出现融合开裂,当预压力为2n-4n时,焊缝中心出现的未融合开裂消失。
21.陶瓷材料为氧化铝陶瓷板。本发明适用于广泛使用的氧化铝陶瓷板,因为陶瓷材料均具有脆性,因此本发明同时适用于其它脆性陶瓷材料。
22.本发明还公开了一种预制热力辅助激光焊接的装备,包括预热激光头、焊接激光头和焊接夹具,所述预热激光头和所述焊接激光头并列设置,所述焊接夹具设于所述预热激光头和所述焊接激光头的正下方,所述焊接夹具为加压焊接夹具。
23.预热激光头用于将陶瓷板材预热,然后再使用另外一束焊接激光器进行焊接,降低焊接过程中产生的温度梯度,进而减少裂纹的产生;加压焊接夹具在焊接前向垂直于焊
接方向,施加面压力,保证了焊件间的间隙足够小,以及能够维持0-50n的压力,促进熔池流动和焊接过程的稳定;焊接夹具装夹陶瓷板材以及固定焊前加压装置。当进行激光焊接加工时,预热激光束在前,焊接激光束在后,先由预热激光束对陶瓷板材进行激光预热,达到所需的温度后,在陶瓷板材上形成一定的预热区域,同时焊前加压装置对垂直于焊接方向施加所需的压力,完成焊接前的预热和施压,然后焊接激光束和预热激光束一起在控制器的带动下进行焊接。
24.所述焊接夹具包括底座、安装于所述底座上且相对安装的两个支座,所述支座上端设有垂直夹紧件,所述支座的内表面安装有压力传感器,所述压力传感器的内表面分别安装有第一挡块,待焊接件夹持于两个所述第一挡块之间,所述支座两端安装有水平夹紧件。
25.本发明利用垂直夹紧件将陶瓷材料压紧于底座上,底座上可设有支板,也可将陶瓷材料压紧于支板上。同时利用水平夹紧件将两个陶瓷材料在水平方向上进行夹紧,用于夹紧和定位陶瓷焊件,并且施加垂直于焊接方向的预压力,并且配有螺旋压紧装置、压力传感器以及显示装置,控制预压力的大小。
26.本发明的原理如下:合理的预热温度是为了减弱焊接过程温度梯度,从而减小焊接应力,减少母材上出现的裂纹,明显减少焊接过程中产生的未融合开裂;合理的预压力是为了促进熔池流动,消除焊接过程中产生的未融合开裂;在这两种方法的共同作用下,同时减少陶瓷母材上出现的裂纹,消除焊接过程中产生的未融合开裂,完成陶瓷焊接。
27.与现有技术相比,本发明所具有的有益效果为:(1)本发明为激光焊接陶瓷工艺与装备增加了一个用于焊前预热的激光束用于预热,极大地降低了激光焊接陶瓷过程中产生的温度梯度,并且陶瓷在高温时,会产生一定的塑性,例如氧化铝陶瓷在1237℃,氧化钛陶瓷在1038℃会产生一定的塑性,本发明通过对陶瓷材料预热,使陶瓷材料与其塑性温度更接近,从而降低激光焊接陶瓷过程中产生的应力,减少焊接过程中产生的裂纹。
28.(2)本发明使用了焊前激光束预热,在激光陶瓷焊接中,常见的预热方式有高温炉预热、加热平台预热和火焰预热,但是这些方式会带来装夹工件困难、不能迅速升温、温度控制不够准确、夹具和工件整体加热造成能源浪费等缺点,激光束因能量密度大,容易调节焦距、功率和速度等参数可以使陶瓷焊件局部快速达到预热条件,并且不会对夹具以及焊前加压装置中的传感器造成影响。
29.(3)本发明中使用焊前加压焊接,由于焊件间隙会严重影响激光焊接质量,并且陶瓷的动力粘度系数远低于金属,导致熔池的流动性差,使用焊前加压,保证在焊接过程中焊件贴合紧密并有一定的压力,促进熔池的流动,焊接过程更加稳定。
30.(4)本发明中焊前加压装置,包含螺旋加紧机构,压力传感器以及压力显示器,能够控制预压力的大小。
31.(5)本发明在不移动陶瓷焊件的情况下,完成了预制热力焊接,不仅减少了焊件预热后难装夹的问题,而且局部预热不会影响夹具以及焊前加压装置中的传感器,简化了陶瓷激光焊接的工艺流程。
附图说明
32.图1为本发明实施例1所述方法焊接得到的陶瓷焊缝照片。
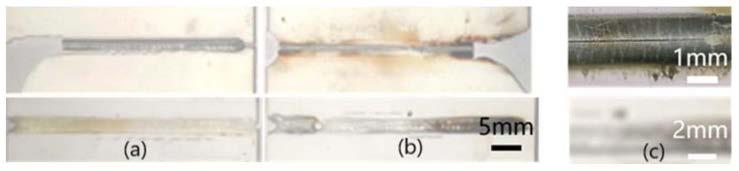
33.图2为本发明对比例1所述方法焊接得到的陶瓷焊缝照片。
34.图3为本发明对比例2所述方法焊接得到的陶瓷焊缝照片。
35.图4为本发明对比例3所述方法焊接得到的陶瓷焊缝照片。
36.图5为本发明对比例4所述方法焊接得到的陶瓷焊缝照片。
37.图6为本发明对比例5所述方法焊接得到的陶瓷焊缝照片。
38.图7是本发明实施例2所述方法焊接得到的陶瓷焊缝照片。
39.图8是本发明预制热力辅助激光焊接装备示意图。
40.图9是预制热力辅助激光焊接方法示意图。
41.图10是焊前预热装置整体示意图。
42.图11是激光焊接夹具整体示意图。
43.图12是焊前加压装置整体示意图。
44.图中1.焊前预热装置,2.焊接夹具,3.焊前加压装置,4.预热激光处理器,5.焊接激光处理器,6.控制器,7.运动控制器,8.温度控制器,9.温度监测装置,10.第一法兰,11.预热激光头,12.第二法兰,13.焊接激光头,14.底座,15.压力传感器,16.第一挡块,17.压紧螺钉,18.陶瓷板材,19.第二挡块,20.夹紧螺钉,21.预热激光束,22.焊接激光束,23.预热区域,24.压力数值显示装置,25.支座。
具体实施方式
45.实施例1
46.本实例工件是两块95氧化铝陶瓷板,其尺寸为40
×
40
×
1mm,加工要求将两块陶瓷板材通过对接焊的方法连接到一起。
47.本实例采用的焊接工艺参数为:焊接激光功率450w,最小光斑直径0.3mm,焊接速度25mm/s,离焦量+3mm,激光束与工件表面夹角0
°
,喷嘴与工件距离1mm,角度45
°
,辅助气压15bar,焊接长度为40mm。预热温度范围在200℃-250℃。
48.将两块陶瓷板材通过焊接夹具装夹到一起,陶瓷板材实现定位和夹紧,通过螺旋夹紧机构,向陶瓷板材施加4n的面力,然后使用预热激光头对陶瓷板材进行预热,由温度控制器完成所需的预热温度,最后控制器控制焊接激光头进行焊接。在整个焊接过程中,不移动陶瓷板材,完成了预制热力辅助激光焊接陶瓷。激光焊接过程中,通过激光对陶瓷材料进行加热,形成焊缝,使相邻的陶瓷材料焊接在一起。
49.与传统的激光直接焊接、高温炉预热焊接、钎焊等加工方式相比,本发明所提供的预制热力辅助激光焊接陶瓷材料工艺及装备具有以下优点:(1)加工质量高;(2)加工速度快;(3)预热期间不需要移动焊件,也不需要更换工装,可以大大提高生产效率;(4)焊接接头耐高温。
50.如图1所示,在施加4n预压力和200℃-250℃预热的共同作用下得到的焊缝形貌如下所示,焊缝中心没有出现未融合开裂,母材上的裂纹减少。
51.对比例1
52.本对比例与实施例1的区别在于不对陶瓷板材进行预热,未对陶瓷板材施加压力。
53.如图2中(a)、(b)、(c)分别为对比例1所述工艺焊接得到的陶瓷焊缝照片不同角度的视图,未预热和未施加压力时,激光焊接过程中,陶瓷直接大块开裂形成图2中焊缝两侧
的缺口,并且焊缝中心形成明显的未融合开裂。
54.对比例2
55.本对比例与实施例1的区别在于未对陶瓷板材施加压力,预热的温度分别为20℃、50℃、100℃、200℃、250℃。
56.如图3所示,(a1)、(a2)分别为预热的温度分别为20℃得到的陶瓷焊缝照片的照片;(b 1)、(b 2)分别为预热的温度分别为50℃得到的陶瓷焊缝照片的照片,(c 1)、(c 2)分别为预热的温度分别为100℃得到的陶瓷焊缝照片的照片,(d1)、(d2)分别为预热的温度分别为200℃得到的陶瓷焊缝照片的照片,(e1)、(e2)分别为预热的温度分别为250℃得到的陶瓷焊缝照片的照片。
57.预热温度低于100℃时,对焊缝裂缝的改善作用较小。预热温度提高,得到的焊缝形貌美观,焊缝裂纹长度减小,焊缝抗弯曲强度提高;但是预热温度过高(250℃),焊缝出现过烧现象,抗弯曲强度减小;其中当预热温度为100℃时,其抗弯强度为9.3mpa,较常温提高了272%。
58.对比例3
59.本对比例与实施例1的区别在于未对陶瓷板材进行预热,施加压力分别为0n、2n、4n、6n、8n。
60.如图4所示,(a)为0n时陶瓷焊缝正面照片;(f)为0n陶瓷焊缝背面照片;(b)为2n陶瓷焊缝正面照片;(g)为2n陶瓷焊缝背面照片;(c)为4n陶瓷焊缝正面照片;(h)为4n陶瓷焊缝背面照片;(d)为6n陶瓷焊缝正面照片;(k)为6n陶瓷焊缝背面照片;(e)为8n陶瓷焊缝正面照片;(l)为8n陶瓷焊缝背面照片。随着夹紧力的施加,焊缝裂纹从焊缝中心位置过渡到母材位置,母材上的裂纹长度逐渐增大。在2n-4n之间,焊缝中心未出现开裂,并且母材上的裂纹也相对较少。
61.对比例4
62.本对比例与实施例1的区别在于不对陶瓷板材进行预热,未对陶瓷板材施加压力。如图5所示,当未施加压力时,焊缝中心出现为融合开裂。
63.对比例5
64.本对比例与实施例1的区别在于不对陶瓷板材进行预热,对陶瓷板材施加的压力为4n。
65.如图6所示,当预压力为4n时,焊缝中心出现的未融合开裂消失,焊缝下侧的陶瓷母材有裂纹。
66.实施例2
67.本实施例与实施例1的区别在于使用+20mm的离焦量,并施加2-4n预压力和200℃的预热。
68.如图7所示,焊缝裂纹减少,母材上未出现裂纹,但熔深变浅。
69.本发明预压力和预热组合实现陶瓷的激光焊接,能够在不移动陶瓷焊件的情况下,施加局部预热和预压力,促进熔池流动,降低激光焊接陶瓷过程中的温度梯度,完成陶瓷激光焊接。有效解决以往陶瓷预热需要反复拆卸焊件、高温焊件装夹困难、焊接接头难以连接,耗时耗力的技术难题,从而简化工艺流程、大幅度提高陶瓷焊接质量、生产效率和激光焊接工艺的适用范围。
70.如图8所示,本发明提供一种预制热力辅助激光焊接陶瓷材料的装备,包括焊前预热装置1、焊前加压装置3、焊接夹具2、预热激光处理器4、焊接激光处理器5、控制器6、运动控制器7、温度控制器8。焊前预热装置1与温度控制器8配合用于将陶瓷板材预热到所需温度,随后使用另外一束焊接激光进行焊接,降低焊接过程中产生的温度梯度,减少裂纹的产生;焊前加压装置3在焊接前向垂直于焊接方向,施加面力,保证了焊件间的间隙足够小以及能够维持0-50n的压力,促进熔池流动和焊接过程的稳定;焊接夹具2是用于装夹陶瓷板材以及固定焊前加压装置;预热激光处理器4和焊接激光处理器5是用于为预热和焊接提供能源;控制器6和运动控制器7连接用于控制焊接的速度和方向。图7中预热激光处理器4、焊接激光处理器5、控制器6、运动控制器7、温度控制器8均安装在控制面板中,并整体安装于焊前预热装置1中。
71.当进行激光焊接加工时,如图9所示,预热激光束21在前,焊接激光束22在后,先由预热激光束21对陶瓷板材进行激光预热,达到所需的温度后,在陶瓷板材上形成一定的预热区域23,同时焊前加压装置对垂直于焊接方向施加所需的预压力,具体方向如图中箭头所示,此时完成了焊接前的预热和施压,然后焊接激光束22和预热激光束21一起在控制器的带动下进行焊接。
72.如图10所示,焊前预热装置1包括焊接激光头13、预热激光头11、温度监测装置9。焊接激光头13与焊接激光处理器5连接,预热激光头11与预热激光处理器4相连;预热激光头11安装在第二法兰12上,第二法兰12安装在焊接激光头13上,焊接激光头13安装在控制器6上,预热激光头11发射激光在陶瓷焊件18上扫描,陶瓷材料与预热激光束相互作用使其升温,温度监测装置9安装在第一法兰10上,第一法兰10安装在预热激光头11上,监测预热是否达到所需温度,如果未达到所需温度,由温度控制器8改变预热激光处理器4的输出参数,调节预热温度,由运动控制器7控制焊接激光头的焊接速度、离焦量、焊接位置。
73.如图11-12所示,垂直夹紧件采用垂直压紧螺钉17,水平夹紧件采用水平压紧螺钉20。焊接夹具2包括底座14、垂直压紧螺钉17、第一挡块16、第二挡块19、压力传感器15。底座14底面与第一挡块16、第二挡块19组合限制陶瓷板材18的5个自由度,沿焊接方向的移动自由度没有被限制。
74.水平压紧螺钉20顺时针旋转压紧陶瓷板材18,压力传感器15固定在底座14上,保证了焊接过程中陶瓷板材的定位与夹紧。
75.焊接夹具2的设计中,沿焊接方向的移动自由度没有被限制,因为在机加工中,加工后相对于加工前,工件的体积和重量会减小,在焊接加工中,加工后相对于加工前,工件的体积和重量会增大。所以,在焊接夹具的设计中,可以允许有一个自由度不被限制,其目的在于方便安装和拆卸焊件。
76.焊前加压装置3包括螺钉20和第一挡块16、第二挡块19、压力传感器15、压力数值显示装置24。通过顺时针旋转夹紧螺钉20使第二挡块19进给运动0-10mm,并且螺纹之间形成死点,不能通过移动第二挡块19而使夹紧螺钉20逆时针旋转。顺时针旋转螺钉向陶瓷板材18施加0-50n的面力,陶瓷板材18通过第一挡块16传递给压力传感器15,压力传感器15输出压力数,通过与压力数值显示装置24连接,读出施加的预压力数值。所述焊接夹具在底侧设有凹槽,压力传感器15能够固定在焊接夹具上,并且能够装夹尺寸为40
×
40
×
1mm至50
×
40
×
5mm的两块陶瓷板材对接焊。
77.本发明公布了一种预制热力辅助激光焊接陶瓷材料的方法及装备,包括焊前预热装置、焊前加压装置和焊接夹具,其中:焊前预热激光束,用于预热陶瓷板,随后使用另外一束焊接激光,照射到工件表面,完成陶瓷焊接,从而降低焊接过程中产生的温度梯度;焊前加压装置,用于焊前施加垂直于焊接方向的预压力,并且配有螺旋压紧装置、压力传感器以及显示装置,控制预压力的大小;焊接夹具,用于夹紧和定位陶瓷焊件,并且固定焊前加压装置。本装备可以实现使陶瓷焊件局部快速达到预热条件,并且不会对夹具以及焊前加压装置中的传感器造成影响,使用焊前加压装置,保证在焊接过程中焊件贴合紧密并有一定的预压力,促进熔池的流动,焊接过程更加稳定,降低焊接过程中产生的热应力,减少焊接裂纹的产生。该方法的具体实施步骤如下:1.焊前对陶瓷板材四周打磨光滑,四周颜色与母材相同,无切割痕迹和微裂纹,使用酒精清洗整块板材,确保陶瓷板材清洁干燥。2.使用焊接夹具对陶瓷板材进行装夹,焊前加压装置对陶瓷板材施加一定的预压力。3.焊前预热装置中的预热激光束对陶瓷板材进行扫描,达到陶瓷材料的软化温度,形成一定的预热区域,随后焊接激光束在控制器的带动下进行焊接,使用预制热力辅助完成陶瓷焊接。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1