一种法兰的锻造加工方法与流程
1.本发明属于精密锻造成型技术领域,尤其是涉及一种法兰的锻造加工方法。
背景技术:
2.一般情况下,产品的硬度越高,随之其延伸率不高;但此法兰锻件力学性能要求:硬度hb:345-410hb,延伸率a≥11%,rm:1100-1300 mpa,re≥930mpa,对于这种高性能的锻件,很难单独依靠热处理工艺来进行保证。所以通过锻造工艺来改变产品的流线,进而来实现法兰锻件的较高的性能要求。
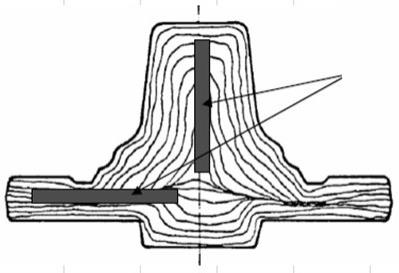
3.如图1所示锻造流线为原锻造工艺,其流线特征基本为竖状,沿着流线方向 (纵向)抗拉强度较高,在这种流线特征下图2所示圆柱体(竖直方向位置)内部性能要求可满足,而垂直于流线方向(横向)抗拉强度较低,所以平板内部(水平方向)很难达到要求。文件号cn113118709a提供了一种可提高法兰机械性能的法兰加工方法,其对圆棒材料施加压力的方向为沿圆棒材料的径向,而非传统工艺中沿圆棒轴向施压锻造,一定程度上提高了法兰的机械性能,但是其工艺简单,仅仅是将其方向由纵向改为横向,仅仅是在抗弯性上得到提升,法兰整体的性能提高仍然有限。
技术实现要素:
4.针对以上问题,本发明的目的在于提供一种工艺简单、成本低、用料少、且产品质量较高的适合于性能要求较高的法兰的锻造加工方法。
5.为解决上述技术问题,本发明从改变锻件的流线分布着手,流线分布可根据锻造工艺改进进行优化,良好的流线可以使锻件机械性能更好。相反,如果流线有重大缺陷,如乱流、穿流、金属流线乱等现象出现,会影响到锻件的力学性能。锻造流线使金属性能呈现异向性; 沿着流线方向(纵向)抗拉强度较高,而垂直于流线方向(横向)抗拉强度较低。生产中若能利用流线组织纵向强度高的特点,使锻件中的流线组织连续分布并且与其受拉力方向一致,则会显著提高零件的承载能力。
6.本发明采用的技术方案是:一种法兰的锻造加工方法,具体包括如下步骤:下料
→
加热
→
制坯
→
预锻
→
终锻
→
切边
→
热处理
→
打磨
→
喷丸
→
发出,具体工序如下:(1)下料:通过带锯床对圆料下料,将圆料锯成棒状的下料件;(2)加热:通过机械自动上料装置将步骤1所得到的下料件加入高频感应加热炉进行加热;(3)制坯:将加热后的下料件进行预镦坯,先将下料件放到压力机下镦头上,压力机施加压力下,上镦头下压,对下料件进行物料分流同时去除加热时产生的氧化皮,获得中间为圆盘且与两头圆柱相连接的预镦坯件;(4)预锻:将步骤3中所得到的预镦坯件先经过一次润滑处理工艺,然后将预镦坯件放入电液锤内预锻模内,将预镦坯件两端的圆柱在模具作用下直径减小形成板状,锤击下中间圆盘的一端的形成预锻坯件;
(5)终锻:去除预锻坯件表面氧化皮,将其放入终锻模腔内,进行锤打,得到终锻件;(6)切边:终锻件经输送链至切边工位根据需要的尺寸进行切边作业;(7)热处理:将步骤6中所得到的锻件采用网带保护气氛炉加热,空炉到达工艺温度后工件均匀横放一层,然后淬火冷却,冷却介质采用流动的快速淬火油,之后对其进行清洗,最后采用连续网带炉进行回火;(8)打磨喷丸发出:将成型的锻件依次经过打磨和喷丸,然后送入下一道工序,所述打磨包括圆磨和倒角打磨,通过喷丸对其表面进行处理得到成品工件后发出。
7.本发明的进一步改进在于:所述步骤(1)中,下料件的尺寸规格为φ60~280mm。
8.本发明的进一步改进在于:所述步骤(7)中,加热时,加热温度为1区850
±
20℃, 2区880
±
10℃,3区880
±
10℃,4区880
±
10℃,5区880
±
10℃,6区880
±
10℃,加热保温总时间 120
±
10min。
9.本发明的进一步改进在于:所述步骤(7)中,淬火冷却时,油温为50-80℃,冷却提升调速控制在240-260s,工件出油温度为110-160℃。
10.本发明的进一步改进在于:所述步骤(7)中,对工件进行淬后清洗时,用80
°
以上热水清洗残油,且工件在确保无淬火开裂的情况下才能采用热水清洗。
11.本发明的进一步改进在于:所述步骤(7)中,回火时,工件合理分布在网带上连续进炉,回火温度为1区450
±
10℃,2区450
±
10℃,3区450
±
10℃,4区450
±
10℃回火,加热总时间240
±
10min。
12.本发明的进一步改进在于:所述步骤(2)中,加热温度为1100-1200℃。
13.本发明的进一步改进在于:所述步骤(6)中切边工艺的残留飞边不大于0.8。
14.本发明的进一步改进在于:所述步骤(7)的热处理工艺所能实现力学性能满足:获得硬度hb:345-410hb,延伸率a≥11%,rm:1100-1300 mpa,re≥930mpa。
15.与现有技术相比,本发明的有益效果是:1.本发明通过在原工艺的基础上改变墩粗与制坯工艺,进而改变锻件的流线,使得锻件水平方向上的流线组织连续分布,而非垂直于流线方向,从而获得锻件整体性能的提升,采用该优化后的工艺,使煅件更容易实现较高的机械性能要求,获得硬度hb:345-410hb,延伸率a≥11%,rm:1100-1300 mpa,re≥930mpa;2.相比现有的锻造工艺节省了材料和人力,省时省力,同时节省了设备的占用,适合广泛推广使用。
附图说明
16.图1为原锻造工艺锻造流线示意图;图2为原锻造工艺锻造产品性能特征示意图,图中条形阴影为内部取样位置;图3为本发明锻造方式示意图;图4为本发明锻造流线示意图。
具体实施方式
17.本发明通过下列实施例作进一步说明:根据下述实施例,可以更好地理解本发明。然而,本领域的技术人员容易理解,实施例所描述的具体的方法条件及其结果仅用于说明
本发明,而不应当也不会限制权利要求书中所详细描述的本发明。
18.实施例1:一种法兰的锻造加工方法,具体包括如下步骤:下料
→
加热
→
制坯
→
预锻
→
终锻
→
切边
→
热处理
→
打磨
→
喷丸
→
发出,具体工序如下:(1)下料:通过带锯床对圆料下料,将圆料锯成棒状的下料件,下料件的尺寸规格为φ60~280mm;(2)加热:通过机械自动上料装置将步骤1所得到的下料件加入高频感应加热炉进行加热,加热温度为1150℃;(3)制坯:将加热后的下料件进行预镦坯,采用400t冲床成型,先将下料件放到压力机下镦头上,压力机施加压力下,上镦头下压,对下料件进行物料分流同时去除加热时产生的氧化皮,获得中间为圆盘且与两头圆柱相连接的预镦坯件;(4)预锻:将步骤3中所得到的预镦坯件先经过一次润滑处理工艺,然后将预镦坯件放入电液锤内预锻模内,将预镦坯件两端的圆柱在模具作用下直径减小形成板状,锤击下中间圆盘的一端的形成预锻坯件;(5)终锻:去除预锻坯件表面氧化皮,将其放入终锻模腔内,进行锤打,得到终锻件;(6)切边:终锻件经输送链至切边工位根据需要的尺寸进行切边作业,切边工艺的残留飞边不大于0.8;(7)热处理:将步骤6中所得到的锻件采用网带保护气氛炉加热,空炉到达工艺温度后工件均匀横放一层,分成6个区,加热时,加热温度为1区850℃, 2区880℃,3区880℃,4区880℃,5区880℃,6区880℃,加热保温总时间 120min,然后淬火冷却,冷却介质采用流动的快速淬火油,油温为65℃,冷却提升调速控制在250s,工件出油温度为130℃,之后对其进行清洗,对工件进行淬后清洗时, 用80
°
以上热水清洗残油,且工件在确保无淬火开裂的情况下才能采用热水清洗,最后采用连续网带炉进行回火,回火时,工件合理分布在网带上连续进炉,回火温度为1区450℃,2区450℃,3区450℃,4区450℃回火,加热总时间240min,所能实现力学性能满足:获得硬度hb:345-410hb,延伸率a≥11%,rm:1100-1300 mpa,re≥930mpa;(8)打磨喷丸发出:将成型的锻件依次经过打磨和喷丸,然后送入下一道工序,所述打磨包括圆磨和倒角打磨,打磨工艺为手工打磨,改进后极大减少打磨工作量,且不易影响锻件外观,之后通过喷丸对其表面进行处理得到成品工件后发出。
19.本实施例公开了一种法兰的锻造加工方法,该法兰的锻造加工方法,通过改变原工艺的制坯与锻造方式,将产品水平方向锻造代替了竖直方向锻造,使得锻件水平方向上的流线组织连续分布,而非垂直于流线方向,从而获得锻件整体性能的提升,显著提高零件的承载能力,实现产品的高性能要求,并且降低了锻造的复杂系数,降低了模具的制造难度,降低了成本。采用该优化后的工艺,使煅件更容易实现;相比现有的工艺节省了材料和人力,省时省力,同时节省了设备的占用。
20.实施例仅用于解释本发明,以上描述的实施例仅是本发明的优选实施方式,而并非对本发明的保护范围的限定,在所属技术领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下做出各种变化,任何基于本发明精神所做的改进都理应在
本发明保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1