一种保温杯加工全自动生产线及其工作方法与流程
1.本发明涉及一种保温杯加工设备,尤其涉及一种保温杯加工全自动生产线及其工作方法。
背景技术:
2.统保的温杯加工设备为了减少人工需外置机械手,但是外置机械手由于与保温杯加工设备之间匹配度较差,通常存在以下问题:成本较高、占地面积、安全隐患高、与加工设备之间装配起来比较麻烦,导致整体保温杯生产线的操作系统复杂、加工工序无法自由切换、生产线只能生产加工工序类似产品;而且,现有的外置机械手通常是安装在保温杯加工设备的正前方,导致换模不方便,从而影响产能。
技术实现要素:
3.本发明为了解决上述现有技术中存在的缺陷和不足,提供了一种将保温杯加工母机及机械手进行集成化,大大减少设备占地面积,降低成本,降低安全隐患,且不会影响加工设备换模,保证产能,比原有采用传统机械手产能提高20%以上,每台设备采用两个同步动作的机械手取保温杯到加工位和取保温杯到下一道工序,且每两台设备之间采用设备间旋转输送台进行中转输送,输送和取放效率高的保温杯加工全自动生产线及其工作方法。
4.本发明的技术方案:一种保温杯加工全自动生产线,在输送方向上从前往后依次包括供料输送带、激光割头机、液压拉伸机、数控滚筋机、数控螺纹机、激光平口底机、数控压口机和成品输送带,所述激光割头机上设有一号设备间旋转输送台和两个一号取放机械手,所述液压拉伸机上设有二号设备间旋转输送台和两个二号取放机械手,所述数控滚筋机上设有三号设备间旋转输送台和两个三号取放机械手,所述数控螺纹机上设有四号设备间旋转输送台和两个四号取放机械手,所述激光平口底机上设有五号设备间旋转输送台和两个五号取放机械手,所述数控压口机上设有六号设备间旋转输送台和两个六号取放机械手,每台设备上的两个取放机械手同步动作。
5.本发明将保温杯加工母机及机械手进行集成化,大大减少设备占地面积,降低成本,降低安全隐患,且不会影响加工设备换模,保证产能,比原有采用传统机械手产能提高20%以上,每台设备采用两个同步动作的机械手取保温杯到加工位和取保温杯到下一道工序,且每两台设备之间采用设备间旋转输送台进行中转输送,输送和取放效率高。
6.优选地,所述供料输送带和激光割头机的上料侧设有上料机械手,所有设备间旋转输送台均位于对应设备上料侧,每台设备上的其中一个取放机械手位置与该设备上的设备间旋转输送台位置相对应。
7.该种结构确保供料输送带上的保温杯可以快速顺利的送到激光割投机上的一号设备间旋转输送台上,并确保各个设备间旋转输送台上的保温杯可以快速顺利的送到与其对应设备的加工位上。。
8.优选地,所有取放机械手均包括用于抓取保温杯的取放抓手和用于驱动取放抓手
旋转的抓手旋转驱动机构,所述抓手旋转驱动机构和取放抓手之间通过一同步带传动组件连接;所述抓手旋转驱动机构包括带动取放抓手旋转的旋转摆臂和驱动旋转摆臂旋转的摆臂旋转伺服电机,所述同步带传动组件安装在旋转摆臂上,所述摆臂旋转伺服电机连接在旋转摆臂的一端,所述取放抓手转动连接在旋转摆臂的另一端。
9.本发明的取放机械手可很好的抓取并独立旋转保温杯,同时采用同步带传动组件确保取放抓手的抓取方向与旋转方向保持一致,结构简单紧凑,可以与保温杯加工设备进行一体化装配,降低成本,减少占地面积,降低安全隐患,且不会影响加工设备换模,保证产能。
10.优选地,所述同步带传动组件包括连接在摆臂旋转伺服电机上的驱动轮、连接在取放抓手上的抓手安装轴、连接在抓手安装轴上的从动轮以及连接驱动轮和从动轮的同步带,所述驱动轮和从动轮均安装在旋转摆臂上。
11.该种结构确保旋转摆臂带动取放抓手旋转时,取放抓手的抓取方向和旋转方向永远保持同一方向。
12.优选地,所述旋转摆臂的一端底部设有轴套,所述抓手安装轴通过上抓手安装轴承与旋转摆臂连接,抓手安装轴通过下抓手安装轴承与轴套连接,所述轴套外方内圆。
13.该种结构确保抓手安装轴的转动更加平稳可靠,从而带动取放抓手的转动更加平稳可靠。
14.优选地,所述摆臂旋转伺服电机上连接有摆臂旋转减速机,所述摆臂旋转减速机上连接有主安装板,所述旋转摆臂的下侧设有安装支撑板,所述主安装板和安装支撑板之间通过一连接板连接,所述安装支撑板和主安装板平行设置,所述主安装板和摆臂旋转伺服电机垂直设置。
15.该种结构确保旋转摆臂的旋转更加平稳可靠,同时确保整体安装在设备上更加牢固可靠。
16.优选地,所述旋转摆臂上还设有配合同步带的张紧轮,所述张紧轮位于驱动轮和从动轮之间,所述旋转摆臂上设有一防护罩,所述驱动轮、从动轮、同步带和张紧轮均位于防护罩内。
17.该种结构使得其可以很好的张紧同步带,进一步保证取放抓手的抓取方向和旋转方向保持一致,同时可以对同步传动组件起到一定的防护作用。
18.优选地,所述主安装板的一端和安装支撑板的一端均设有耳孔,所述摆臂旋转减速机的输出轴下端依次穿过主安装板的耳孔、驱动轮、旋转摆臂后穿入安装支撑板的耳孔内并通过轴承与安装支撑板的耳孔连接。
19.该种结构方便主安装板和安装支撑板的设置,进一步确保整体的牢固性。
20.优选地,每台设备的底部设有定位地轨和若干支撑脚,每台设备上的两个取放机械手相互对称设置,其中一个取放机械手将对应设备上的设备间旋转输送台上的保温杯取来放到该设备的加工位上,另外一个取放机械手将该设备加工完毕的保温杯取来放到下一台设备的设备间旋转输送台上。
21.该种结构方便设备的支撑稳定性,同时确保两个取放机械手的同步动作稳定性。
22.一种保温杯加工全自动生产线的工作方法,步骤如下:
23.1)上料机械手将保温杯从供料输送带上抓取放到一号设备间旋转输送台上,其中
一个一号取放机械手将一号设备间旋转输送台上的保温杯送到激光割头机的加工位上,加工完毕后,另一个一号取放机械手将保温杯送到二号设备间旋转输送台上,由于两个一号取放机械手同步动作,与此同时,前面那个一号取放机械手又从一号设备间输送台上抓取了一个保温杯到激光割头机的加工位上进行加工;
24.2)其中一个二号取放机械手将二号设备间旋转输送台上的保温杯送到液压拉伸机的加工位上,加工完毕后,另一个二号取放机械手将保温杯送到三号设备间旋转输送台上,由于两个二号取放机械手同步动作,与此同时,前面那个二号取放机械手又从二号设备间输送台上抓取了一个保温杯到液压拉伸机的加工位上进行加工;
25.3)其中一个三号取放机械手将三号设备间旋转输送台上的保温杯送到数控滚筋机的加工位上,加工完毕后,另一个三号取放机械手将保温杯送到四号设备间旋转输送台上,由于两个三号取放机械手同步动作,与此同时,前面那个三号取放机械手又从三号设备间输送台上抓取了一个保温杯到数控滚筋机的加工位上进行加工;
26.4)其中一个四号取放机械手将四号设备间旋转输送台上的保温杯送到数控螺纹机的加工位上,加工完毕后,另一个四号取放机械手将保温杯送到五号设备间旋转输送台上,由于两个四号取放机械手同步动作,与此同时,前面那个四号取放机械手又从四号设备间输送台上抓取了一个保温杯到数控螺纹机的加工位上进行加工;
27.5)其中一个五号取放机械手将五号设备间旋转输送台上的保温杯送到激光平口底机的加工位上,加工完毕后,另一个五号取放机械手将保温杯送到六号设备间旋转输送台上,由于两个五号机械手同步动作,与此同时,前面那个五号取放机械手又从四号设备间输送台上抓取了一个保温杯到激光平口底机的加工位上进行加工;
28.6)其中一个六号取放机械手将六号设备间旋转输送台上的保温杯送到数控压口机的加工位上,加工完毕后,另一个六号取放机械手将保温杯送到成品输送带上,由于两个六号机械手同步动作,与此同时,前面那个六号取放机械手又从六号设备间输送台上抓取了一个保温杯到激光平口底机的加工位上进行加工。本发明可很好的抓取并独立旋转保温杯,同时采用同步带传动组件确保取放抓手的抓取方向与旋转方向保持一致,结构简单紧凑,可以与保温杯加工设备进行一体化装配,降低成本,减少占地面积,降低安全隐患,且不会影响加工设备换模,保证产能。
29.本发明将保温杯加工母机及机械手进行集成化,大大减少设备占地面积,降低成本,降低安全隐患,且不会影响加工设备换模,保证产能,比原有采用传统机械手产能提高20%以上,每台设备采用两个同步动作的机械手取保温杯到加工位和取保温杯到下一道工序,且每两台设备之间采用设备间旋转输送台进行中转输送,输送和取放效率高。
附图说明
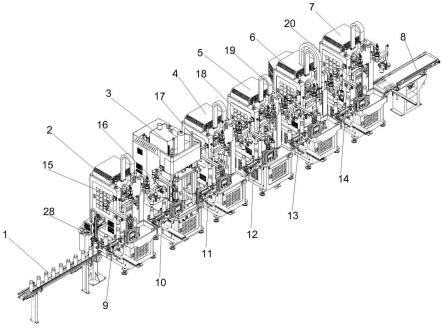
30.图1为本发明的结构示意图;
31.图2为本发明的正面示意图;
32.图3为本发明的俯视示意图;
33.图4为本发明中取放机械手其中一个角度的结构示意图;
34.图5为本发明中取放机械手另外一个角度的结构示意图;
35.图6为本发明中取放机械手的局部剖视图;
36.图中1.供料输送带,2.激光割头机,3.液压拉伸机,4.数控滚筋机,5.数控螺纹机,6.激光平口底机,7.数控压口机,8.成品输送带,9.一号设备间旋转输送台,10.二号设备间旋转输送台,11.三号设备间旋转输送台,12.四号设备间旋转输送台,13.五号设备间旋转输送台,14.六号设备间旋转输送台,15.一号取放机械手,16.二号取放机械手,17.三号取放机械手,18.四号取放机械手,19.五号取放机械手,20.六号取放机械手,21.取放抓手,22.保温杯,23.主安装板,24.安装支撑板,25.轴套,26.上抓手安装轴承,27.下抓手安装轴承,28.上料机械手,29.定位地轨,30.支撑脚,31.旋转摆臂,32.摆臂旋转伺服电机,33.驱动轮,34.抓手安装轴,35.从动轮,36.同步带,37.摆臂旋转减速机,38.张紧轮,39.防护罩,40.连接板。
具体实施方式
37.下面结合附图对本发明作进一步详细的说明,但并不是对本发明保护范围的限制。
38.如图1-6所示,一种保温杯加工全自动生产线,在输送方向上从前往后依次包括供料输送带1、激光割头机2、液压拉伸机3、数控滚筋机4、数控螺纹机5、激光平口底机6、数控压口机7和成品输送带8,激光割头机2上设有一号设备间旋转输送台9和两个一号取放机械手15,液压拉伸机3上设有二号设备间旋转输送台10和两个二号取放机械手16,数控滚筋机4上设有三号设备间旋转输送台11和两个三号取放机械手17,数控螺纹机5上设有四号设备间旋转输送台12和两个四号取放机械手18,激光平口底机6上设有五号设备间旋转输送台13和两个五号取放机械手19,数控压口机7上设有六号设备间旋转输送台14和两个六号取放机械手20,每台设备上的两个取放机械手同步动作。供料输送带1和激光割头机2的上料侧设有上料机械手28,所有设备间旋转输送台均位于对应设备上料侧,每台设备上的其中一个取放机械手位置与该设备上的设备间旋转输送台位置相对应。
39.所有取放机械手均包括用于抓取保温杯22的取放抓手21和用于驱动取放抓手21旋转的抓手旋转驱动机构,抓手旋转驱动机构和取放抓手21之间通过一同步带传动组件连接;抓手旋转驱动机构包括带动取放抓手21旋转的旋转摆臂31和驱动旋转摆臂31旋转的摆臂旋转伺服电机32,步带传动组件安装在旋转摆臂31上,摆臂旋转伺服电机32连接在旋转摆臂31的一端,取放抓手21转动连接在旋转摆臂31的另一端。同步带传动组件包括连接在摆臂旋转伺服电机32上的驱动轮33、连接在取放抓手21上的抓手安装轴34、连接在抓手安装轴34上的从动轮35以及连接驱动轮33和从动轮35的同步带36,驱动轮33和从动轮35均安装在旋转摆臂31上。旋转摆臂31的一端底部设有轴套25,抓手安装轴34通过上抓手安装轴承26与旋转摆臂31连接,抓手安装轴34通过下抓手安装轴承27与轴套25连接,轴套25外方内圆。摆臂旋转伺服电机32上连接有摆臂旋转减速机37,摆臂旋转减速机37上连接有主安装板23,旋转摆臂31的下侧设有安装支撑板24,主安装板23和安装支撑板24之间通过一连接板40连接,主安装板23和安装支撑板24均安装在设备的机架上,安装支撑板24和主安装板23平行设置,主安装板23和摆臂旋转伺服电机32垂直设置。旋转摆臂31上还设有配合同步带36的张紧轮38,张紧轮38位于驱动轮33和从动轮35之间,旋转摆臂31上设有一防护罩39,驱动轮33、从动轮35、同步带36和张紧轮38均位于防护罩39内。主安装板23的一端和安装支撑板24的一端均设有耳孔,摆臂旋转减速机37的输出轴下端依次穿过主安装板23的耳
孔、驱动轮33、旋转摆臂31后穿入安装支撑板24的耳孔内并通过轴承与安装支撑板24的耳孔连接。每台设备的底部设有定位地轨29和四个支撑脚30,每台设备上的两个取放机械手相互对称设置,其中一个取放机械手将对应设备上的设备间旋转输送台上的保温杯取来放到该设备的加工位上,另外一个取放机械手将该设备加工完毕的保温杯取来放到下一台设备的设备间旋转输送台上。
40.一种保温杯加工全自动生产线的工作方法,步骤如下:
41.1)上料机械手将保温杯从供料输送带上抓取放到一号设备间旋转输送台上,其中一个一号取放机械手将一号设备间旋转输送台上的保温杯送到激光割头机的加工位上,加工完毕后,另一个一号取放机械手将保温杯送到二号设备间旋转输送台上,由于两个一号取放机械手同步动作,与此同时,前面那个一号取放机械手又从一号设备间输送台上抓取了一个保温杯到激光割头机的加工位上进行加工;
42.2)其中一个二号取放机械手将二号设备间旋转输送台上的保温杯送到液压拉伸机的加工位上,加工完毕后,另一个二号取放机械手将保温杯送到三号设备间旋转输送台上,由于两个二号取放机械手同步动作,与此同时,前面那个二号取放机械手又从二号设备间输送台上抓取了一个保温杯到液压拉伸机的加工位上进行加工;
43.3)其中一个三号取放机械手将三号设备间旋转输送台上的保温杯送到数控滚筋机的加工位上,加工完毕后,另一个三号取放机械手将保温杯送到四号设备间旋转输送台上,由于两个三号取放机械手同步动作,与此同时,前面那个三号取放机械手又从三号设备间输送台上抓取了一个保温杯到数控滚筋机的加工位上进行加工;
44.4)其中一个四号取放机械手将四号设备间旋转输送台上的保温杯送到数控螺纹机的加工位上,加工完毕后,另一个四号取放机械手将保温杯送到五号设备间旋转输送台上,由于两个四号取放机械手同步动作,与此同时,前面那个四号取放机械手又从四号设备间输送台上抓取了一个保温杯到数控螺纹机的加工位上进行加工;
45.5)其中一个五号取放机械手将五号设备间旋转输送台上的保温杯送到激光平口底机的加工位上,加工完毕后,另一个五号取放机械手将保温杯送到六号设备间旋转输送台上,由于两个五号机械手同步动作,与此同时,前面那个五号取放机械手又从四号设备间输送台上抓取了一个保温杯到激光平口底机的加工位上进行加工;
46.6)其中一个六号取放机械手将六号设备间旋转输送台上的保温杯送到数控压口机的加工位上,加工完毕后,另一个六号取放机械手将保温杯送到成品输送带上,由于两个六号机械手同步动作,与此同时,前面那个六号取放机械手又从六号设备间输送台上抓取了一个保温杯到激光平口底机的加工位上进行加工。
47.本发明的取放机械手中摆臂旋转伺服电机通过摆臂旋转减速机既可以带动旋转摆臂旋转,旋转摆臂旋转带动取放抓手可绕摆臂旋转减速机的输出轴转动;又可以带动驱动轮旋转,驱动轮旋转通过同步带带动从动轮旋转,从动轮旋转通过抓手安装轴带动取放抓手可绕抓手安装轴转动;由于旋转摆臂和驱动轮采用同轴驱动,可以保证取放抓手的抓取方向和旋转方向保持一致。
48.本发明通过安装在地面上的地轨槽配合定位地轨定位设备,根据保温杯加工工艺的不同,将设备尺寸统一化,就可进行不同加工设备的位置调换,确保设备中心位置不发生变化,大大提高生产线灵活性;生产线所有设备加工调整部位处都采用伺服电机驱动控制,
系统可实现数据存储,将设备所有加工参数保存在系统内,下次在做相同产品时,只需一键调用此参数即可,则可实现快速换模、调模的功能;生产线所有设备系统支持数据采集、打造智慧工厂,实现工业4.0。
49.本发明中的取放抓手为市面采购的常规产品,其结构和动作过程均为常规手段,故不作细述。
50.本发明将保温杯加工母机及机械手进行集成化,大大减少设备占地面积,降低成本,降低安全隐患,且不会影响加工设备换模,保证产能,比原有采用传统机械手产能提高20%以上,每台设备采用两个同步动作的机械手取保温杯到加工位和取保温杯到下一道工序,且每两台设备之间采用设备间旋转输送台进行中转输送,输送和取放效率高。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1