一种基于旋转三光楔的激光扫描光学系统及方法与流程
1.本发明属于激光应用技术领域,涉及激光打孔技术,具体为一种基于旋转三光楔的激光扫描光学系统及方法。
背景技术:
2.激光打孔是激光加工的主要应用领域之一,随着近代工业和科技水平的迅速发展,使用硬度大,熔点高的材料越来越多,尤其在航空领域,材料的性能必须具有高强度、高硬度、高耐磨等特性,这就需要无接触激光加工来实现。
3.随着加工技术的发展,越来越多的工件上需要加工深径比大的孔,传统的激光打孔方法是激光束本身固定不动,重复打在工件固定一点上,称之为冲击钻孔,这种方法的缺点是在打深径比大的孔时,会出现上孔孔径比下孔孔径大的问题,无法加工出竖直孔,这是由于激光束聚焦后只有在焦点处是最小的,当激光焦点深入材料后,处在材料表面的光斑就比较大,导致上孔变大。还有的方法是利用扫描振镜,利用扫描振镜使激光束环形扫描或者螺旋形扫描加工小孔,该方法的缺点是:由于扫描振镜精度的限制,加工直径在300微米以内的小孔时,圆弧一般为多边形,与冲击钻孔相似,孔锥度大,入射面孔径大、出孔直径小,通常不能满足加工需求。有的利用光楔和反射镜的组合系统,虽然达到了加工的锥度和半径可调,但由于其对加工半径的调节精度和定位精度较低,导致其在加工小微孔时,孔径与预期存在较大偏差,而为了弥补偏差,又需要增加复杂的结构。因此,现有技术对于在加工孔径小,深径比大的孔时,往往结构复杂或是精度低。
技术实现要素:
4.针对上述现有技术通过激光打孔的方式加工深径比大的孔时,精度低,结构复杂等问题。本发明提出了一种基于旋转三光楔的激光扫描光学系统及方法。
5.本发明一种基于旋转三光楔的激光扫描光学系统,包括沿光的入射方向依次设置的第一楔形镜、第二楔形镜、第三楔形镜以及聚焦镜,所述第一楔形镜、第二楔形镜、第三楔形镜以及聚焦镜同轴设置;通过调节第一楔形镜与第二楔形镜之间的相位差使得聚焦镜焦平面上图形的扫描半径连续可调;
6.所述第一楔形镜与第二楔形镜之间的相位差与焦平面上图形的扫描半径的关系公式为:
7.r=f
×
tan(2
×
(n-1)
×a×
cos((α+β/2)/2))
ꢀꢀꢀ
(1)
8.f为聚焦镜的焦距;n为第一楔形镜的折射率、第二楔形镜的折射率或第三楔形镜的折射率,第一楔形镜的折射率、第二楔形镜的折射率以及第三楔形镜的折射率是相等的;α为第一楔形镜与第二楔形镜之间的相位差;r为聚焦镜焦平面上图形的扫描半径;β为第二楔形镜和第三楔形镜之间的相位差;
9.所述第二楔形镜和第三楔形镜之间的相位差β的计算公式为:
10.β=2
×
arccos(a/2b)
ꢀꢀꢀ
(2)
11.a为第一楔形镜的楔角,b为第二楔形镜的楔角或第三楔形镜的楔角,第二楔形镜的楔角和第三楔形镜的楔角是相等的。
12.进一步限定,通过调节第二楔形镜的楔面与第三楔形镜的楔面之间的间距l使得加工锥角δ可调,调节关系式为:
13.tanδ=l
×
tan((n-1)
×
b)/f
ꢀꢀꢀ
(3)。
14.进一步限定,所述第一楔形镜的楔面与第二楔形镜的楔面相对设置或相背设置,所述第二楔形镜的楔面与第三楔形镜的楔面相对设置或相背设置。
15.进一步限定,所述第二楔形镜的楔角大于第一楔形镜的楔角。
16.进一步限定,所述第一楔形镜的楔角为0.1
°
~2
°
,所述第二楔形镜的楔角为5
°
~30
°
。
17.进一步限定,所述第一楔形镜上的入射光束为准直激光束。
18.进一步限定,所述基于旋转三光楔的激光扫描光学系统还包括高精度电机ⅰ、高精度电机ⅱ、高精度电机ⅲ和导向装置,所述高精度电机ⅰ的动力输出端与第一楔形镜连接,所述高精度电机ⅱ的动力输出端与第二楔形镜连接,所述高精度电机ⅲ的动力输出端通过导向装置与第三楔形镜连接。
19.上述的基于旋转三光楔的激光扫描光学系统所形成的基于旋转三光楔的激光扫描光方法,包括以下步骤:
20.将第一楔形镜、第二楔形镜、第三楔形镜以及聚焦镜沿光的入射方向依次同轴设置,调节第一楔形镜与第二楔形镜之间的相位差,从而调节聚焦镜焦平面上图形的扫描半径;
21.第一楔形镜与第二楔形镜之间的相位差与焦平面上图形的扫描半径的关系公式为:
22.r=f
×
tan(2
×
(n-1)
×a×
cos((α+β/2)体2))
ꢀꢀꢀ
(1)
23.f为聚焦镜的焦距;n为第一楔形镜的折射率、第二楔形镜的折射率或第三楔形镜的折射率,第一楔形镜的折射率、第二楔形镜的折射率以及第三楔形镜的折射率是相等的;α为第一楔形镜与第二楔形镜之间的相位差;r为聚焦镜焦平面上图形的扫描半径;β为第二楔形镜和第三楔形镜之间的相位差;
24.第二楔形镜和第三楔形镜之间的相位差β的计算公式为:
25.β=2
×
arccos(a/2b)
ꢀꢀꢀ
(2)
26.a为第一楔形镜的楔角,b为第二楔形镜的楔角或第三楔形镜的楔角,第二楔形镜(2)的楔角和第三楔形镜的楔角是相等的。
27.进一步限定,所述步骤还包括:
28.调节第二楔形镜的楔面与第三楔形镜的楔面之间的间距l实现加工锥角δ的调节,调节关系为:
29.tanδ=l
×
tan((n-1)
×
b)/f
ꢀꢀꢀ
(3)。
30.与现有技术相比,本发明的有益效果在于:
31.1、本发明通过利用第一楔形镜与第二楔形镜的较大的相位差,实现第二楔形镜与第三楔形镜之间较小的扫描半径变化,达到高精度调节扫描半径的目的;且当加工孔径为0时,第二楔形镜与第三楔形镜的组合能够补偿第一楔形镜对入射激光的偏折,能够适用于
深径比大的孔,且结构简单、精度高。
32.2、本发明基于旋转三光楔的激光扫描光学系统,其包括沿光的入射方向依次设置的第一楔形镜、第二楔形镜、第三楔形镜以及聚焦镜,在加工孔时,通过调节高精度电机i和高精度电机ii的转速,控制第一楔形镜和第二楔形镜之间的相位差,配合同步旋转来实现光束在聚焦镜的聚焦平面上扫描图形的半径大小连续可调;同步通过高精度电机ⅲ转过的角度,控制第二楔形镜与第三楔形镜之间的间距,可以调节聚焦后光束与第一楔形镜、第二楔形镜、第三楔形镜以及聚焦镜形成的中心轴之间的夹角(加工锥角),间距越大,加工锥角也就越大,能够有效避免加工深孔时,激光孔上表面遮挡出现锥形孔的情况;确保加工出的孔为直孔,保证加工孔的质量。本发明的激光扫描光学系统,可加工深径比高达20:1,例如航空发动机叶片上的气膜孔,其孔深为几百微米孔径和几毫米孔深的孔;其旋转角度分辨率能达到0.001
°
,使得聚焦镜焦平面上图形的扫描半径的分辨率能高达纳米级别,调节精度高。
33.3、本发明仅需要两个至三个高精度电机,简单的机械结构,能提高设备长期运行的可靠性。
附图说明
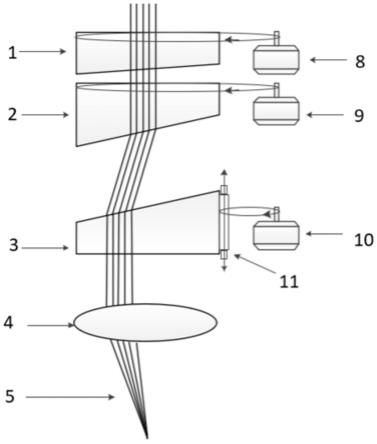
34.图1为本发明基于旋转三光楔的激光扫描光学系统的示意图;
35.图2为本发明基于旋转三光楔的激光扫描光学系统的初始相位调节示意图;
36.图3为本发明基于旋转三光楔的激光扫描光学系统的打孔示意图;其中,图3中a表示第二楔形镜与第三楔形镜之间相位变大时的打孔孔径,图3中b第二楔形镜与第三楔形镜之间相位变小时的打孔孔径;
37.图4为本文中提及的楔形镜之间的相位差的定义示意图,其中,(a)为两个楔形镜的相位差为0
°
的示意图;(b)为两个楔形镜的相位差为180
°
的示意图;(c)为两个楔形镜的相位差为θ
°
的示意图,0
°
<θ
°
<180
°
;
38.其中,1-第一楔形镜,2-第二楔形镜,3-第三楔形镜,4-聚焦镜,5-激光束,6-ccd探头,7-待加工样品,8-高精度电机i,9-高精度电机ii,10-高精度电机iii,11-导向装置。
具体实施方式
39.下面结合附图及实施例对本发明的技术方案进行进一步地解释说明,但本发明并不限于以下说明的实施方式。
40.实施例1
41.参见图2,本实施例一种基于旋转三光楔的激光扫描光学系统,其包括沿光的入射方向依次设置的第一楔形镜1、第二楔形镜2、第三楔形镜3以及聚焦镜4,第一楔形镜1、第二楔形镜2、第三楔形镜3以及聚焦镜4同轴设置,通过调节第一楔形镜1与第二楔形镜2之间的相位差使得聚焦镜4焦平面上图形的扫描半径连续可调;参见图4,为两个楔形镜的相位差调节示意图,其中,(a)为两个楔形镜的相位差为0
°
的示意图,(b)为两个楔形镜的相位差为180
°
的示意图,(c)为两个楔形镜的相位差为θ
°
的示意图,0
°
<θ
°
<180
°
;
42.第一楔形镜1与第二楔形镜2之间的相位差与焦平面上图形的扫描半径的关系公式为:
43.r=f
×
tan(2
×
(n-1)
×a×
cos((α+β/2)体2))
ꢀꢀꢀ
(1)
44.f为聚焦镜4的焦距;n为第一楔形镜1的折射率、第二楔形镜2的折射率或第三楔形镜3的折射率,第一楔形镜1的折射率、第二楔形镜2的折射率以及第三楔形镜3的折射率是相等的;α为第一楔形镜1与第二楔形镜2之间的相位差;r为聚焦镜4焦平面上图形的扫描半径;β为第二楔形镜2和第三楔形镜3之间的相位差;
45.第二楔形镜2和第三楔形镜3之间的相位差β的计算公式为:
46.β=2
×
arccos(a/2b)
ꢀꢀꢀ
(2)
47.a为第一楔形镜1的楔角,b为第二楔形镜2的楔角或第三楔形镜3的楔角,第二楔形镜2的楔角和第三楔形镜3的楔角是相等的。
48.将公式(2)代入公式(1)中,可得r=f
×
tan(2
×
(n-1)
×a×
cos((α+arccos(a/2b))/2)),当n=1.5、a=0.35
°
(0.005弧度)、b=15
°
(0.26弧度)、f=100mm时,将α=80
°
(1.396弧度)带入公式,得r=0.057mm,将α=81
°
(1.414弧度)带入公式,得r=0.051mm。可见,第一楔形镜1与第二楔形镜2之间的相位差α每改变1
°
,聚焦镜4焦平面上图形的扫描半径约改变0.006mm。参见图1,再配合高精度电机,使得聚焦镜4焦平面上图形的扫描半径的分辨率高达纳米级别。
49.优选的,第一楔形镜1、第二楔形镜2和第三楔形镜3均为一面为平面的楔形镜,且对应的平面均为圆形平面,第一楔形镜1、第二楔形镜2和第三楔形镜3均可绕中心轴旋转。
50.第一楔形镜1的楔面与第二楔形镜2的楔面相对设置或相背设置,第二楔形镜2的楔面与第三楔形镜3的楔面相对设置或相背设置。
51.优选的,在本实施例中第一楔形镜1、第二楔形镜2、第三楔形镜3以及聚焦镜4的材质均为熔融石英材料。
52.在使用时,第一楔形镜1、第二楔形镜2以及第三楔形镜3均可绕中心轴(第一楔形镜1、第二楔形镜2、第三楔形镜3以及聚焦镜4所形成的中心轴)旋转,第二楔形镜2与第三楔形镜3的间距固定,通过调整第一楔形镜1与第二楔形镜2的相位差,配合同步同向旋转来实现光束在聚焦镜4的聚焦平面上图形的扫描半径大小连续可调。此实施例只需要用到高精度电机i8和高精度电机ii9,高精度电机i8用于控制第一楔形镜1的转速,高精度电机ii9控制第二楔形镜2与第三楔形镜3的转速,这就大大降低了机械复杂程度。
53.实施例2
54.本实施例一种基于旋转三光楔的激光扫描光学系统,其通过调节第二楔形镜2的楔面与第三楔形镜3的楔面之间的间距l使得加工锥角δ可调,调节关系式为:
55.tanδ=l
×
tan((n-1)
×
b)/f
ꢀꢀꢀ
(3)。
56.优选地,第二楔形镜2和第三楔形镜3的楔角为15
°
,当第二楔形镜2与第三楔形镜3的间距为0mm到90mm时,基于上述计算式,激光加工锥角为0
°
到6.21
°
。
57.其中,第二楔形镜2的楔角大于第一楔形镜1的楔角。具体的,第一楔形镜1的楔角为0.1
°
~2
°
,可以是0.1
°
、0.3
°
、0.5
°
、0.8
°
、1.0
°
、1.2
°
、1.5
°
、1.8
°
或2.0
°
,第二楔形镜2的楔角为5
°
~30
°
,可以是5
°
、8
°
、10
°
、12
°
、15
°
、18
°
、20
°
、22
°
、25
°
、25
°
、28
°
或30
°
。优选的,为了加工孔径较大的孔,使激光束5保持与系统的中心轴在同一平面内,第一楔形镜1的的楔角应大于0
°
且小于1
°
。
58.优选的,第一楔形镜1上的入射光束为准直激光束。
59.参见图1,本实施例基于旋转三光楔的激光扫描光学系统,其还包括高精度电机i8、高精度电机ii9、高精度电机iii10和导向装置11,高精度电机ⅰ8的动力输出端与第一楔形镜1连接,高精度电机ii9的动力输出端与第二楔形镜2连接,高精度电机iii10的动力输出端通过导向装置11与第三楔形镜3连接,导向装置11可使第三楔形镜3上下位移,从而调节第二楔形镜2与第三楔形镜3之间的间距;导向装置11是可以实现第三楔形镜3上下移动的结构,例如:在第三楔形镜3的一侧设置内螺纹套筒,在内螺纹套筒内设置丝杠,通过高精度电机iii10驱动丝杠旋转,实现第三楔形镜3沿光轴方向的上下移动。
60.在使用时,第一楔形镜1、第二楔形镜2以及第三楔形镜3均可绕中心轴(第一楔形镜1、第二楔形镜2、第三楔形镜3以及聚焦镜4的中心轴)旋转,第二楔形镜2可相对于第三楔形镜3进行前后运动,通过调整第一楔形镜1与第二楔形镜2的相位差,配合同步同向旋转来实现光束在聚焦镜4的聚焦平面上图形的扫描半径大小连续可调。通过调节第二楔形镜2和第三楔形镜3之间的间距实现聚焦光束与旋转中心轴之间夹角的连续可调。相较于实施例1,实施例2需要多了一个高精度电机iii10,高精度电机iii10控制第二楔形镜2与第三楔形镜3的间距,增加了加工锥角的在线可调,满足了更多应用场景的需求,适用于更多元化的加工需求,满足待加工样品7加工锥角的灵活调节。
61.实施例3
62.本实施例基于旋转三光楔的激光扫描光方法,其是基于实施例2中的基于旋转三光楔的激光扫描光学系统所形成的,包括以下步骤:
63.将第一楔形镜1、第二楔形镜2、第三楔形镜3以及聚焦镜4沿光的入射方向依次同轴设置,调节第一楔形镜1与第二楔形镜2之间的相位差,从而调节聚焦镜4焦平面上图形的扫描半径;
64.第一楔形镜1与第二楔形镜2之间的相位差与焦平面上图形的扫描半径的关系公式为:
65.r=f
×
tan(2
×
(n-1)
×a×
cos((α+β/2)体2))
ꢀꢀꢀ
(1)
66.f为聚焦镜4的焦距;n为第一楔形镜1的折射率、第二楔形镜2的折射率或第三楔形镜3的折射率,第一楔形镜1的折射率、第二楔形镜2的折射率以及第三楔形镜3的折射率是相等的;α为第一楔形镜1与第二楔形镜2之间的相位差;r为聚焦镜4焦平面上图形的扫描半径;β为第二楔形镜2和第三楔形镜3之间的相位差;
67.第二楔形镜2和第三楔形镜3之间的相位差β的计算公式为:
68.β=2
×
arccos(a/2b)
ꢀꢀꢀ
(2)
69.a为第一楔形镜1的楔角,b为第二楔形镜2的楔角或第三楔形镜3的楔角,第二楔形镜2的楔角和第三楔形镜3的楔角是相等的。
70.其步骤还包括:
71.调节第二楔形镜2的楔面与第三楔形镜3的楔面之间的间距l实现加工锥角δ的调节,调节关系为:
72.tanδ=l
×
tan((n-1)
×
b)/f
ꢀꢀꢀ
(3)。
73.以下的说明是对于包括实施例1、实施例2的整个发明专利系统在初始安装的过程中都需要做的相位初始化调节工作:
74.本系统在初始安装过程中,需要精确定位各个楔形镜的初始相位,作为开机归零
的基准,以下提供一种精确定位各个楔形镜初始相位的方法,参见图2和图3,具体步骤如下:
75.1、将ccd探头6的接收面调整至聚焦镜4的焦平面位置或者略小于聚焦镜4的焦平面位置;同时设置打孔半径为零;
76.2、调节第一楔形镜1:同速同向旋转第一楔形镜1、第二楔形镜2以及第三楔形镜3,通过ccd探头6的接收屏上的光斑轨迹;停止旋转,改变第一楔形镜1的初始相位,继续将第一楔形镜1、第二楔形镜2以及第三楔形镜3同速同向旋转,记录接收屏上的光斑轨迹半径。重复以上步骤,直到找到光斑轨迹半径最小时对应的第一楔形镜1的初始相位。
77.3、调节第二楔形镜2以及第三楔形镜3:同速同向旋转第一楔形镜1、第二楔形镜2以及第三楔形镜3,记录接收屏上的光斑轨迹半径,停止旋转,改变第三楔形镜3相对于第二楔形镜2的相位,继续旋转,记录接收屏上的光斑轨迹半径,重复直到接收屏上的光斑轨迹半径最小。
78.4、重复上述步骤2和步骤3,直到确定第一楔形镜1、第二楔形镜2以及第三楔形镜3同步旋转时的光斑轨迹半径最小。半径调的越小说明调的越准确。
79.5、确定好第一楔形镜1、第二楔形镜2以及第三楔形镜3的光斑轨迹半径后,设置打孔半径,启动第一楔形镜1、第二楔形镜2以及第三楔形镜3同步旋转,确定第一楔形镜1与第二楔形镜2之间的相位差为正直还是负值,将接收屏向聚焦镜4方向移动,如果显示光斑轨迹半径先变小再变大,说明第一楔形镜1的相位差调节方向正确,若不是,则应当是相反方向。
80.6、打孔。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1