一种防氧化装置及其使用方法与流程
1.本发明属于焊接工装技术领域,具体涉及一种防氧化装置及其使用方法。
背景技术:
2.火焰钎焊是用可燃气体与氧气或压缩空气混合燃烧的火焰作为热源进行焊接,焊接过程在大气中进行,且焊接部位需要被加热到钎料的熔化温度,零件不可避免的存在氧化现象。对于表面状态要求较高的零件,需要增加打磨、吹砂、酸洗工序,以去除零件表面的氧化层,不仅增加了工艺成本,也延长了生产周期。特别是内径较小、长度较大的细长管子零件,其内壁的清理就更为复杂,且清理结果也不易于检查。
3.火焰钎焊时,虽然可以通过调整火焰的类型和部位,使加热零件的火焰呈中性焰、还原焰或碳化焰,防止或减少零件外表面和钎料的氧化,但零件的内部充满大气,在高温下呈氧化气氛,容易使零件内壁氧化。
技术实现要素:
4.为了解决上述现有问题,本发明的目的在于提供一种防氧化装置及其使用方法,结构设计合理,使用方便,能够在管状零件进行火焰钎焊工艺时,防止内壁表面氧化。
5.本发明通过以下技术方案来实现:
6.本发明公开的一种防氧化装置,包括惰性气体恒压供气系统、软管、硬质接头外壳和弹性接头内衬;弹性接头内衬小径端嵌套在硬质接头外壳内部,并且弹性接头内衬小径端外壁与硬质接头外壳大径端内壁紧密配合;硬质接头外壳大径端端部抵接在弹性接头内衬大径端端面;硬质接头外壳和弹性接头内衬中部均设有通孔,作为惰性气体的通道;硬质接头外壳小径端通过软管与惰性气体恒压供气系统连接;使用时,弹性接头内衬大径端的通孔孔口与待焊零件的管口连接。
7.优选地,惰性气体恒压供气系统包括气瓶和减压阀,气瓶出气管与减压阀连接,减压阀通过通用快接头与软管连接,软管通过通用快接头与硬质接头外壳小径端连接。
8.优选地,硬质接头外壳为金属材质,弹性接头内衬为橡胶材质。
9.优选地,硬质接头外壳中部的通孔与弹性接头内衬中部的通孔同心。
10.优选地,弹性接头内衬小径端的端部设有倒角。
11.进一步优选地,所述倒角的角度为30
°
~45
°
。
12.优选地,弹性接头内衬大径端的通孔孔口设有倒角。
13.进一步优选地,所述倒角的角度为30
°
~45
°
。
14.优选地,弹性接头内衬的通孔内径为待焊零件管口外径为过盈配合。
15.本发明公开的上述防氧化装置的使用方法,包括
16.将弹性接头内衬大径端的通孔孔口与待焊零件的管口连接,然后再将弹性接头内衬小径端嵌套在硬质接头外壳内部,调节惰性气体恒压供气系统,使惰性气体稳定在工艺需求压力范围内,惰性气体通过软管充满待焊零件内部,开始进行钎焊操作,钎焊过程中保
持待焊零件内部与外界连通,保持惰性气体的流通。
17.与现有技术相比,本发明具有以下有益的技术效果:
18.本发明公开的一种防氧化装置,使得在火焰钎焊时,管状零件内壁不被氧化;通过硬质接头外壳和弹性接头内衬,能够与待焊零件快速连接;硬质接头外壳提供刚性的外壳支撑,弹性接头内衬能够实现快速插拔和良好的密封作用,不需要再额外设置密封部件。硬质接头外壳大径端端部抵接在弹性接头内衬大径端端面,一方面起到限位作用,另一方面方便拆卸取出待焊零件;采用惰性气体作为焊接时的保护气,用量较小,使用成本较低;使用软管将气源与待焊零件连接,可以灵活的进行布置,不受操作场地的限制,使用场景多样;通过该装置能够显著提高生产效率,且通过加工不同尺寸的接头,可实现该装置与不同零件的匹配,适用性强。
19.进一步地,硬质接头外壳中部的通孔与弹性接头内衬中部的通孔同心,能够保证气流流畅稳定。
20.进一步地,弹性接头内衬小径端的端部设有倒角,能够使与硬质接头外壳安装连接时更顺畅。
21.进一步地,弹性接头内衬大径端的通孔孔口设有倒角,能够使待焊零件的管口插入时更加顺畅。
22.进一步地,弹性接头内衬的通孔内径与待焊零件管口外径为过盈配合,能够在待焊零件的管口插入后实现良好地密封。
23.本发明公开的上述防氧化装置的使用方法,操作简便,不依赖操作者的经验和技能水平,能够起到良好的防氧化效果,并显著提高工作效率。
附图说明
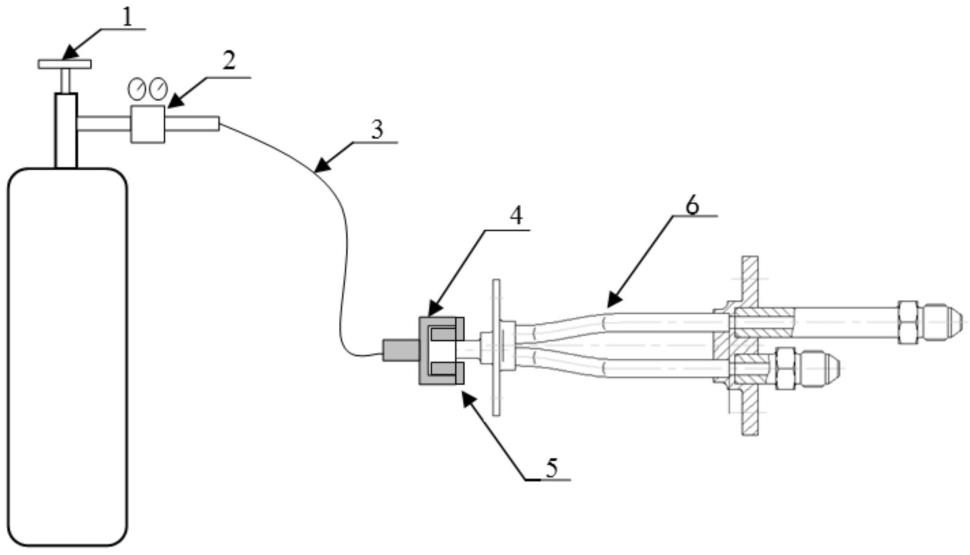
24.图1为本发明的整体结构示意图;
25.图2为接头的结构示意图;
26.图3为内衬的结构示意图。
27.图中:1为气瓶,2为减压阀,3为软管,4为硬质接头外壳,5为弹性接头内衬,6为待焊零件。
具体实施方式
28.下面结合附图和具体实施例对本发明做进一步详细描述,其内容是对本发明的解释而不是限定:
29.如图1和图2,本发明的一种防氧化装置,包括惰性气体恒压供气系统、软管3、硬质接头外壳4和弹性接头内衬5;弹性接头内衬5小径端嵌套在硬质接头外壳4内部,并且弹性接头内衬5小径端外壁与硬质接头外壳4大径端内壁紧密配合;硬质接头外壳4大径端端部抵接在弹性接头内衬5大径端端面;硬质接头外壳4和弹性接头内衬5中部均设有通孔,作为惰性气体的通道;硬质接头外壳4小径端通过软管3与惰性气体恒压供气系统连接;使用时,弹性接头内衬5大径端的通孔孔口与待焊零件6的管口连接。
30.惰性气体可采用氮气、氩气等。
31.硬质接头外壳4小径端外壁可以加工为标准尺寸的螺纹,与相应的快接头连接。
32.在本发明的一个较优的实施例中,惰性气体恒压供气系统包括气瓶1和减压阀2,气瓶1出气管与减压阀2连接,减压阀2通过通用快接头与软管3连接,软管3通过通用快接头与硬质接头外壳4小径端连接。
33.在本发明的一个较优的实施例中,硬质接头外壳4为金属材质,弹性接头内衬5为橡胶材质。
34.在本发明的一个较优的实施例中,硬质接头外壳4中部的通孔与弹性接头内衬5中部的通孔同心。
35.如图3,在本发明的一个较优的实施例中,弹性接头内衬5小径端的端部设有倒角。优选地,所述倒角的角度为30
°
~45
°
。在本发明的一个较优的实施例中,弹性接头内衬5大径端的通孔孔口设有倒角。优选地,所述倒角的角度为30
°
~45
°
。
36.在本发明的一个较优的实施例中,弹性接头内衬5的通孔内径与待焊零件6管口外径过盈配合,弹性接头内衬5的通孔内径略大于待焊零件6的管口外径。
37.上述防氧化装置的使用方法,包括:
38.首先将弹性接头内衬5大径端的通孔孔口与待焊零件6的管口连接,然后再将弹性接头内衬5小径端嵌套在硬质接头外壳4内部,将气瓶1内的惰性保护气体通过减压阀2稳定在工艺需求压力范围内,通过软管3充满待焊零件6内部,开始进行钎焊操作,钎焊过程中保持待焊零件6内部与外界连通,保持惰性气体的流通,防止零件内部压强增大,影响焊缝内焊料的填充。
39.以上所述仅为本发明实施例,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内可轻易想到的变化或者替换,或利用本发明说明书及附图内容所作的等效结构或者等效流程变换,或直接、间接运用在其他相关技术领域的情况,均应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1