一种数控阴阳榫一体加工机床的制作方法
1.本发明涉及一种机床,尤其是一种数控阴阳榫一体加工机床。
背景技术:
2.t型电梯导轨是厢式电梯的主要零部件。t型电梯导轨一端为阴榫,一端为阳榫,每两段导轨的连接配合都是依靠阴阳榫,榫与榫槽的对称度决定了导轨连接是否平滑。在电梯导轨两侧工作面刨削过程中,由于机床刀具、材质等因素可能导致导轨工作面厚度产生一些误差,到加工阴阳榫这道工序是,如果采用一边定位,一边夹紧的方式,那么这些误差就会反映在阴阳榫对称度的误差当中,造成产品质量的不合格,现有技术中电梯导轨的阴榫和阳榫采用不同机床分别加工,导致加工效率有待提高。
技术实现要素:
3.针对现有技术所存在的上述不足,本发明要解决的问题是现有电梯导轨两侧工作面刨削过程中,夹具采用单边定位,无法消除前几个工步加工误差对阴阳榫对称度的影响,且现有技术中电梯导轨的阴榫和阳榫采用不同机床分别加工,导致加工效率有待提高。
4.本发明为解决以上技术问题所采用的技术方案是:一种数控阴阳榫一体加工机床,包括底座,所述底座上设置有两套第一滑台组件,分别位于底座上的两端,所述第一滑台组件的滑动为x轴方向,两个第一滑台组件对称布置,每个第一滑台组件上均固定设置有滑动方向为y轴方向的第二滑台组件,所述第二滑台组件上固定设置有立柱,所述立柱上设置有滑动方向为z方向的第三滑台组件,所述第三滑台组件上固定设置有铣削动力头,位于底座两侧的两个铣削动力头上分别安装有阳榫铣刀和阴榫铣刀,所述底座上设置有多组夹具组件,所述夹具组件包括夹具座、驱动电机、左右螺旋丝杠、第一滑块、第二滑块、定位块、定高块、转角油缸,所述夹具座设置在底座上,所述驱动电机安装在夹具座的侧面,所述驱动电机的输出端连接有左右螺旋丝杠,所述夹具座上滑动连接有第一滑块和第二滑块,所述左右螺旋丝杠分别和第一滑块和第二滑块以不同旋向螺纹啮合,所述第一滑块和第二滑块上对称安装有两个定位块,两个定位块对电梯导轨的工作面进行夹紧,所述夹具座上还设置有定高块,所述定高块位于第一滑块和第二滑块之间,所述夹具座上还设置有转角油缸。
5.进一步地,所述底座全长有四至六米,可以加工三米或五米的电梯导轨。
6.进一步地,所述夹具组件设置有三套,滑动设置在第一滑台组件的滑轨上。
7.进一步地,每套夹具组件上的转角油缸设置有两个,位于电梯导轨的同一侧。
8.本发明有益效果是:
9.1、电梯导轨通过人工或者自动送料机构输送至夹具组件处,驱动电机带动左右螺旋丝杠转动,第一滑块和第二滑块向中移动,将电梯导轨的工作面夹紧,转角油缸转动下压,将电梯导轨压紧在定高块上,底座两端的两个铣削动力头分别完成阴榫和阳榫的铣削工作,使阴阳榫加工效率大大提高。
10.2、在加工不同长度的电梯导轨时,夹具组件滑动设置在第一滑轨组件的滑轨上,可以根据电梯导轨实际长度调整夹具组件的位置,底座两端的铣削动力头,通过第一滑台组件向中移动至靠近电梯导轨端部的位置再开始开工,可以加工多种规格的电梯导轨。
11.3、本发明采用左右螺旋丝杠和两个滑块啮合,在电机驱动螺旋丝杠时,两个滑块可以相互对中移动,确保自定心夹紧,可以消除由电梯导轨工作部厚度造成的阴阳榫位置误差。
附图说明
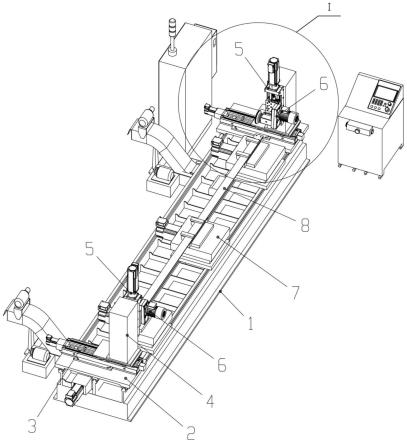
12.图1本发明所述一种数控阴阳榫一体加工机床的三维结构示意图;
13.图2本发明所述一种数控阴阳榫一体加工机床的夹具组件的结构示意图;
14.图3本发明所述一种数控阴阳榫一体加工机床夹具组件的剖视图;
15.图4为图1中i处局部放大图。
16.图中:1底座;2第一滑台组件;3第二滑台组件;4立柱;5第三滑台组件;6铣削动力头;7夹具组件;701夹具座;702驱动电机;703左右螺旋丝杠;704第一滑块;705第二滑块;706定位块;707定高块;708转角油缸;8电梯导轨。
具体实施方式
17.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
18.如图1-4所示,一种数控阴阳榫一体加工机床,包括底座1,所述底座1上设置有两套第一滑台组件2,分别位于底座1上的两端,所述第一滑台组件2的滑动为x轴方向,两个第一滑台组件2对称布置,每个第一滑台组件2上均固定设置有滑动方向为y轴方向的第二滑台组件3,所述第二滑台组件3上固定设置有立柱4,所述立柱4上设置有滑动方向为z方向的第三滑台组件5,所述第三滑台组件5上固定设置有铣削动力头6,位于底座1两侧的两个铣削动力头6上分别安装有阳榫铣刀和阴榫铣刀,所述底座1上设置有多组夹具组件7,所述夹具组件7包括夹具座701、驱动电机702、左右螺旋丝杠703、第一滑块704、第二滑块705、定位块706、定高块707、转角油缸708,所述夹具座701设置在底座1上,所述驱动电机702安装在夹具座701的侧面,所述驱动电机702的输出端连接有左右螺旋丝杠703,所述夹具座701上滑动连接有第一滑块704和第二滑块705,所述左右螺旋丝杠703分别和第一滑块704和第二滑块705以不同旋向螺纹啮合,所述第一滑块704和第二滑块705上对称安装有两个定位块706,两个定位块706对电梯导轨8的工作面进行夹紧,所述夹具座701上还设置有定高块707,所述定高块707位于第一滑块704和第二滑块705之间,所述夹具座701上还设置有转角油缸708。
19.在实际应用中,所述底座1全长有四至六米,可以加工三米或五米的电梯导轨8。
20.在实际应用中,所述夹具组件7设置有三套,滑动设置在第一滑台组件2的滑轨上。
21.在实际应用中,每套夹具组件7上的转角油缸708设置有两个,位于电梯导轨8的同一侧。
22.本发明的工作原理:
23.电梯导轨8通过人工或者自动送料机构输送至夹具组件7处,驱动电机701带动左右螺旋丝杠703转动,第一滑块704和第二滑块705向中移动,将电梯导轨8的工作面夹紧,转角油缸708转动下压,将电梯导轨8压紧在定高块上,底座7两端的两个铣削动力头6分别完成阴榫和阳榫的铣削工作,使阴阳榫加工效率大大提高。
24.在加工不同长度的电梯导轨8时,夹具组件7滑动设置在第一滑轨组件2的滑轨上,可以根据电梯导轨8实际长度调整夹具组件7的位置,底座1两端的两个铣削动力头6,通过第一滑台组件2向中移动至靠近电梯导轨端部的位置再开始开工,可以加工多种规格的电梯导轨8。
25.如上所述,本发明能很好的实现t型电梯导轨阴阳榫的铣削工作,并且能够尽可能地降低对称度误差,提高加工效率。
26.以上显示和描述了本发明的基本原理、主要特征及优点。本行业的技术人员应该了解,上述实施方式只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并加以实施,并不能以此限制本发明的保护范围,凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1