用于大型冷冲压汽车模具镶块加工的五轴机快换夹具的制作方法
1.本发明属于夹具技术领域,具体涉及一种用于大型冷冲压汽车模具镶块加工的五轴机快换夹具。
背景技术:
2.大型汽车冷冲压模具内部的功能镶块属于非标离散式加工方式,即每一个块都存在着属性差异,形状、大小、螺丝孔位、孔径、精度及加工要素均不同。对于此类功能性镶块不仅精度要求高,数量大,加工时间短,而且尺寸大形状复杂,加工起来比较困难,存在反复更换工件装夹定位问题。因此导致在五轴机加工前的装夹、定位就特别困难,耗时耗力,还容易发生夹具加工干涉现象。
3.现有市场上的的夹具都不是很匹配,都为钳口夹紧式,不好定位,特别是对于异形轮廓的镶块,无法实现高稳定性、高精度的夹紧。都在线上装夹耗时耗力。因此夹具有很多限制型,会导致五轴的加工稼动率过低,加工成本上升的现象。
技术实现要素:
4.本发明的目的在于提供一种用于大型冷冲压汽车模具镶块加工的五轴机快换夹具,一方面能够达成镶块与夹具之间的精准定位,另一方面能够实现夹具与五轴机之间的快速更换,提升加工精度以及加工效率,降低加工成本。
5.本发明的技术方案为:一种用于大型冷冲压汽车模具镶块加工的五轴机快换夹具,包括用于与五轴机床连接的底座,底座上螺纹连接有锁紧机构,快换板通过与其螺纹连接的定位锁紧钉与锁紧机构实现快速装配及分离;所述锁紧机构包括夹座本体,所述夹座本体的上端开设有容置槽,所述容置槽内装设有锁紧滑条组;夹座盖板与夹座本体螺栓连接并将锁紧滑条组限定在容置槽内;所述锁紧滑条组包括锁紧件、第一传动件以及第二传动件;所述锁紧件及第二传动件一端均具有v型凸起面,另一端均具有斜面;所述第一传动件一端具有平面,另一端具有v型凸起面;所述第一传动件的v型凸起面与两个第二传动件的斜面配合,所述两个第二传动件的v型凸起面分别与两个锁紧件的斜面配合;所述第一传动件的平面与顶丝配合,顶丝螺纹连接在夹座本体内;所述定位锁紧钉上设置有与锁紧件的v型凸起面相对应的卡槽。
6.进一步,所述锁紧滑条组上还设置有复位机构。
7.进一步,所述复位机构包括弹簧以及弹簧定位销,所述弹簧两端分别设置在同侧的两个在两个锁紧件内并通过弹簧定位销固定。
8.进一步,所述快换板为开设有复数条腰型槽,槽内设置有滑块且滑块上带有螺纹孔的板件或带有矩阵螺纹孔的板件。
9.采用上述技术方案的本发明能带来如下有益效果:通过本发明提供的结构,一方面能够达成镶块与夹具之间的精准定位,另一方面能够实现夹具与五轴机之间的快速更换,提升加工精度以及加工效率,降低加工成本。
附图说明
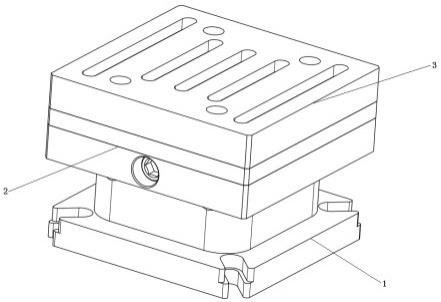
10.图1为本发明的结构示意图。
11.图2为本发明的爆炸图。
12.图3为本发明锁紧滑条组的分解示意图。
13.图4为本发明的快换夹具与功能镶块的连接示意图。
14.图中,1-底座,2-锁紧机构,3-快换板,4-定位锁紧钉,5-顶丝,21-夹座本体,22-锁紧滑条组,23-夹座盖板,211-容置槽,221-锁紧件,222-第一传动件,223-第二传动件。
具体实施方式
15.如图1-3所示,一种用于大型冷冲压汽车模具镶块加工的五轴机快换夹具,其特征在于:包括用于与五轴机床连接的底座1,底座1上螺纹连接有锁紧机构2,快换板3通过与其螺纹连接的定位锁紧钉4与锁紧机构2实现快速装配及分离。
16.其中,所述快换板3采用40cr材质做调质处理,其在结构可以采用多种形式:如快换板3可以为开设有复数条腰型槽,腰型槽内设置有滑块且滑块上带有螺纹孔的板件,滑块设置在腰型槽的滑道内,模具镶块与滑块螺纹连接,依靠螺栓的紧固力使得模具镶块牢固的设置在快换板3上。
17.此外,快换板3还可以开设有矩阵螺纹孔,模具镶块与不同的螺纹孔连接,也能实现模具镶块在快换板3上的位置可调及精确定位;除前述的方式外,快换板3也可以是一个吸盘,通过磁力对模具镶块进行吸附。
18.所述锁紧机构2包括夹座本体21,所述夹座本体21的上端开设有容置槽211,该容置槽呈类工字型结构,其内装设有锁紧滑条组22;夹座盖板23与夹座本体21螺栓连接并将锁紧滑条组22限定在容置槽211内;其中,所述锁紧滑条组22包括锁紧件221、第一传动件222以及第二传动件223;所述锁紧件221及第二传动件223一端均具有v型凸起面,另一端均具有斜面;所述第一传动件222一端具有平面,另一端具有v型凸起面。
19.所述第一传动件222的v型凸起面与两个第二传动件223的斜面配合,两个第二传动件223的斜面构成一个v型凹陷,第一传动件222的v型凸起面嵌置于v型凹陷内;所述第二传动件223的v型凸起面分别与两个锁紧件221的斜面配合;两个锁紧件221的斜面构成一个v型凹陷,第二传动件223的v型凸起面嵌置于v型凹陷内;所述第一传动件222的平面与顶丝5配合,顶丝5螺纹连接在夹座本体21内;当顶丝5旋进时,第一传动件222的v型凸起面发生位移,推动两个第二传动件223相背运动,而两个第二传动件223有分别推动与其配合的两个锁紧件221相背运动,又由于所述定位锁紧钉4上设置有与锁紧件221的v型凸起面相对应的卡槽,当定位锁紧钉4穿过夹座盖板23上的定位锁紧销钉孔置于容置槽211内时,锁紧件221的v型凸起面就会与卡槽进行锁固,达成快换板3与锁紧机构2间的快速固定;原则上,快换板3与锁紧机构2之间的分离只需旋出顶丝5,晃动快换板3即可实现,但是为了更好的实现分离过程,需要在锁紧滑条组22上设置复位机构,该复位机构包括弹簧以及弹簧定位销,
所述弹簧两端分别设置在同侧的两个在两个锁紧件内并通过弹簧定位销固定;顶丝5旋进时,弹簧处于拉伸状态;顶丝5旋出时,拉力作用下,锁紧滑条组22归位;需要说明的是,顶丝5行程不宜过大,以半圈即可实现锁紧或松开动作为优选,但不以此为限,小行程可以使得操作更为便捷。
20.夹座盖板23上设有的定位锁紧销钉孔数量为四个,此四个孔是有区分的,分为定位孔组及辅助孔组两种,两组间的孔位相差10mm起到防反作用。其中定位孔组起到定位及锁紧作用;辅助孔组起到辅助夹紧作用。这样可以起到快速定位及夹紧作用,还能保证快换板不被装反。
21.图4示出了镶块与快换夹具的连接关系示意图,由图中可以看出,由于快换板3上设置有复数条腰型槽,腰型槽内设置带有螺纹孔的滑块,通过调整滑块的位置,可以将不同规格的功能镶块锁附到快换板3上,实现正锁、反锁及夹持锁附。此外,更换工件时,仅需要松开顶丝5,更换已经在线下安装好镶块的快换板3组件即可;需要说明的是,加工基准即工件坐标系设置在辅助孔组的孔心及上表面上,以后都不用改变,这样可以实现高精度快换工件用,每次更换工件不用重新设计工件坐标系。
22.以上所述,仅为发明的较佳具体实施方式,并非是对本发明的限制,任何本领域技术人员在不脱离本发明的指引下,所作出的等效替换与修饰,均视为落入本发明的保护范围。
技术特征:
1.一种用于大型冷冲压汽车模具镶块加工的五轴机快换夹具,其特征在于:包括用于与五轴机床连接的底座(1),底座(1)上螺纹连接有锁紧机构(2),快换板(3)通过与其螺纹连接的定位锁紧钉(4)与锁紧机构(2)实现快速装配及分离;所述锁紧机构(2)包括夹座本体(21),所述夹座本体(21)的上端开设有容置槽(211),所述容置槽内装设有锁紧滑条组(22);夹座盖板(23)与夹座本体(21)螺栓连接并将锁紧滑条组(22)限定在容置槽(211)内;所述锁紧滑条组(22)包括锁紧件(221)、第一传动件(222)以及第二传动件(223);所述锁紧件(221)及第二传动件(223)一端均具有v型凸起面,另一端均具有斜面;所述第一传动件(222)一端具有平面,另一端具有v型凸起面;所述第一传动件(222)的v型凸起面与两个第二传动件(223)的斜面配合,所述两个第二传动件(223)的v型凸起面分别与两个锁紧件(221)的斜面配合;所述第一传动件(222)的平面与顶丝(5)配合,顶丝(5)螺纹连接在夹座本体(21)内;所述定位锁紧钉(4)上设置有与锁紧件(221)的v型凸起面相对应的卡槽。2.根据权利要求1所述的用于大型冷冲压汽车模具镶块加工的五轴机快换夹具,其特征在于:所述锁紧滑条组(22)上还设置有复位机构。3.根据权利要求2所述的用于大型冷冲压汽车模具镶块加工的五轴机快换夹具,其特征在于:所述复位机构包括弹簧以及弹簧定位销,所述弹簧两端分别设置在同侧的两个在两个锁紧件(221)内并通过弹簧定位销固定。4.根据权利要求1所述的用于大型冷冲压汽车模具镶块加工的五轴机快换夹具,其特征在于:所述快换板(3)为开设有复数条腰型槽,槽内设置有滑块且滑块上带有螺纹孔的板件或带有矩阵螺纹孔的板件。
技术总结
一种用于大型冷冲压汽车模具镶块加工的五轴机快换夹具,主要包括用于与五轴机床连接的底座,底座上螺纹连接有锁紧机构,快换板通过与其螺纹连接的定位锁紧钉与锁紧机构实现快速装配及分离;通过本发明提供的结构,一方面能够达成镶块与夹具之间的精准定位,另一方面能够实现夹具与五轴机之间的快速更换,提升加工精度以及加工效率,降低加工成本。降低加工成本。降低加工成本。
技术研发人员:兰海泉 唐伟铭 田云龙 付礼
受保护的技术使用者:格致汽车科技股份有限公司
技术研发日:2022.07.01
技术公布日:2022/7/29
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1