一种全自动焊接设备的制作方法
1.本发明涉及焊接设备技术领域,尤其涉及一种全自动焊接设备。
背景技术:
2.管道是用管子、管子联接件和阀门等联接成的,其用于输送气体、液体或带固体颗粒的流体的装置,管道在现实生活中经常出现,用处十分广泛,而在管道加工中,焊接是必不可少的,焊接也称作熔接、镕接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。
3.在对管道进行焊接时,需要先将两个管道对接好,才能开始焊接,否则会导致焊接工作无法正常进行,为了使管道对接,尤其是大型管道,往往会采用管道夹持设备,但这样在进行管道焊接时就需要使用到两种设备,增加了工作成本,也增加了工作时间。
技术实现要素:
4.针对上述问题,本发明提供一种全自动焊接设备,通过全自动焊接设备上的管道夹持装置,可直接对接管道并将其固定,使管道焊接的工作效率提高。
5.为了实现上述目的,本发明是通过如下的技术方案来实现:一种全自动焊接设备,包括焊接装置,所述焊接装置下方设置有管道夹持装置,所述管道夹持装置内设置有夹持外环,所述夹持外环侧方设置有夹持内环,所述夹持内环侧方安装有连接杆,所述夹持外环内设置有限位杆,所述限位杆外安装有复位弹簧,所述复位弹簧侧方安装有滑动块,所述滑动块上方安装有支撑弹簧,所述支撑弹簧上方安装有活动衬垫,所述活动衬垫内设置有衬垫壳体,所述衬垫壳体内部设置有卡柱,所述卡柱上方设置有防滑垫,所述防滑垫侧方设置有卡孔。管道夹持装置可使管道对接的效率提高,达到提高焊接效率的目的。
6.作为本发明的进一步优选,所述夹持内环内设置有夹持内环弹簧,所述夹持内环弹簧上方安装有夹持内环销,所述夹持内环销上方设置有连接销,所述连接销上方设置有连接开关。连接杆与夹持内环的连接通过连接开关控制,使连接易于操作。
7.作为本发明的进一步优选,所述焊接装置内设置有驱动小车,所述驱动小车上方安装有调整机构,所述调整机构上设置有送丝装置,所述送丝装置侧方设置有焊枪,所述驱动小车上方安装有废气吸收装置。通过上列装置,焊接装置可自动在管道夹持装置上进行工作,减少工作量。
8.作为本发明的进一步优选,所述废气吸收装置内设置有机箱,所述机箱后方安装有吸气管,所述机箱内部安装有风扇,所述风扇后方安装有空气滤芯。添加废气吸收装置,可对焊接时产生的废气进行有效处理。
9.作为本发明的进一步优选,所述空气滤芯内部安装有外滤网,所述外滤网后方安装有内滤网,所述内滤网内部设置有胶膜,所述胶膜内部安放有活性炭颗粒。空气滤芯对废气进行净化,可减少污染,保证工作人员健康。
10.作为本发明的进一步优选,所述管道夹持装置与所述焊接装置滑动配合,所述夹
持内环与所述连接杆相卡合,所述限位杆与所述滑动块滑动配合。采用滑动配合,可减少阻力,使焊接装置在工作时,需要的动力更小。
11.作为本发明的进一步优选,所述卡柱与所述卡孔相卡合。采用卡合方式,可使活动衬垫可变化,对多种形状都能进行固定。
12.作为本发明的进一步优选,所述连接杆与所述连接开关滑动配合,所述连接杆与所述连接销滑动配合。采用滑动配合的方式,使连接杆与夹持内环连接时,省时省力。
13.作为本发明的进一步优选,所述吸气管与所述焊枪相卡合。焊枪和吸气管卡合,可提高废气的吸收效率。
14.作为本发明的进一步优选,所述内滤网与所述外滤网相固定。滤网采用了活性炭材料,可有效的对废气进行净化。
15.本发明的有益效果如下:
16.1、本发明通过在设备中添加了管道夹持装置,可对管道进行对接固定,并且操作简单,可对多种尺寸的管道进行夹持,解决了管道焊接时,管道对接工作复杂的问题,提高了焊接的工作效率。
17.2、本发明通过在设备中添加了废气吸收装置,来吸收焊接时产生的废气,并通过空气滤芯对其进行净化,保证不对环境造成污染,也能保证附近工作人原的健康。
附图说明
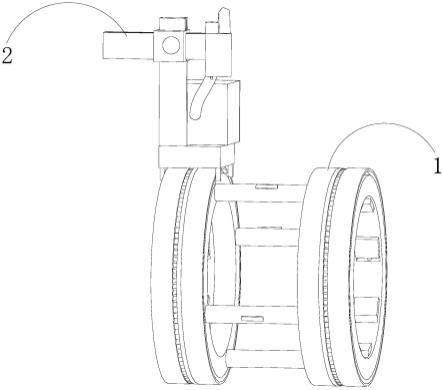
18.图1为本发明一种全自动焊接设备的立体结构示意图。
19.图2为本发明一种全自动焊接设备管道夹持装置的爆炸结构示意图。
20.图3为本发明一种全自动焊接设备夹持外环的局部剖视结构示意图。
21.图4为本发明一种全自动焊接设备衬垫的立体结构示意图。
22.图5为本发明一种全自动焊接设备夹持外环的局部剖视结构示意图。
23.图6为本发明一种全自动焊接设备焊接装置的爆炸结构示意图。
24.图7为本发明一种全自动焊接设备废气吸收装置的主视结构示意图。
25.图8为本发明一种全自动焊接设备废气吸收装置的剖视结构示意图。
26.图9为本发明一种全自动焊接设备空气滤芯的立体结构示意图。
27.图10为本发明一种全自动焊接设备内滤网的剖视结构示意图。
28.图中:管道夹持装置-1、焊接装置-2、夹持外环-11、夹持内环-12、连接杆-13、活动衬垫-111、复位弹簧-112、限位杆-113、支撑弹簧-114、滑动块-115、防滑垫-a1、卡柱-a2、衬垫壳体-a3、卡孔-a4、内环销-121、内环弹簧-122、连接开关-131、连接销-132、废气吸收装置-21、调整机构-22、焊枪-23、送丝装置-24、驱动小车-25、吸气管-211、机箱-212、风扇-213、空气滤芯-214、内滤网-b1、外滤网-b2、活性炭颗粒-b11、胶膜-b12。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.实施例1
31.参照图1至图5所示:图1为本发明一种全自动焊接设备的立体结构示意图。图2为本发明一种全自动焊接设备管道夹持装置的爆炸结构示意图。图3为本发明一种全自动焊接设备夹持外环的局部剖视结构示意图。图4为本发明一种全自动焊接设备衬垫的立体结构示意图。图5为本发明一种全自动焊接设备夹持外环的局部剖视结构示意图。
32.本实施例提供了一种全自动焊接设备,一种全自动焊接设备设备包括:焊接装置2,焊接装置2下方设置有管道夹持装置1,管道夹持装置1与焊接装置2滑动配合。管道夹持装置1内设置有夹持外环11,夹持外环11侧方设置有夹持内环12,夹持内环12侧方安装有连接杆13,夹持内环12与连接杆13相卡合。夹持外环11内设置有限位杆113,限位杆113外安装有复位弹簧112,复位弹簧112侧方安装有滑动块115,限位杆113与滑动块115滑动配合。滑动块115上方安装有支撑弹簧114,支撑弹簧114上方安装有活动衬垫111,活动衬垫111内设置有衬垫壳体a3,衬垫壳体a3内部设置有卡柱a2,卡柱a2上方设置有防滑垫a1,防滑垫a1侧方设置有卡孔a4,卡柱a2与卡孔a4相卡合。夹持内环12内设置有夹持内环弹簧121,夹持内环弹簧121上方安装有夹持内环销122,夹持内环销122上方设置有连接销132,连接杆13与连接销132滑动配合,连接销132上方设置有连接开关131,连接杆13与连接开关131滑动配合。
33.本实施例的详细使用方法与作用:
34.本发明中,开始焊接前,需将管道先进行固定对接,将管道放进管道夹持装置1中,夹持外环11内的滑动块115会跟着管道的尺寸在限位杆113上进行移动,保证能够将管道夹紧,滑动块115上方的支撑弹簧114支撑活动衬垫111,活动衬垫111通过卡柱a2和卡孔a4的卡合,使活动衬垫111的形状发生变化,防滑垫a1可增加摩擦力,保证管道的固定,管道固定好后,将夹持内环12与连接杆13进行连接,将连接杆13插入夹持内环12,当连接杆13插入后,内环弹簧122会推动内环销121卡住连接杆13,实现固定,在焊接工作结束后,将连接开关131推到一定位置,连接销132会向外滑动,推开内环销121,此时可将连接杆13拔出。
35.实施例2
36.参照图6-图10所示:图6为本发明一种全自动焊接设备焊接装置的爆炸结构示意图。图7为本发明一种全自动焊接设备废气吸收装置的主视结构示意图。图8为本发明一种全自动焊接设备废气吸收装置的剖视结构示意图。图9为本发明一种全自动焊接设备空气滤芯的立体结构示意图。图10为本发明一种全自动焊接设备内滤网的剖视结构示意图。
37.其中,焊接装置2内设置有驱动小车25,驱动小车25上方安装有调整机构22,调整机构22上设置有送丝装置24,送丝装置24侧方设置有焊枪23,驱动小车25上方安装有废气吸收装置21,废气吸收装置21内设置有机箱212,机箱212后方安装有吸气管211,吸气管211与焊枪23相卡合,机箱212内部安装有风扇213,风扇213后方安装有空气滤芯214,空气滤芯214内部安装有外滤网b2,外滤网b2后方安装有内滤网b1,内滤网b1内部设置有胶膜b12,胶膜b12内部安放有活性炭颗粒b11。
38.本实施例的详细使用方法与作用:
39.本发明中,在管道固定之后,就要开始进行焊接,位于管道夹持装置1上的焊接装置2开始工作,调整机构22根据实际情况,对焊枪23的位置进行调整,位置调整好之后,驱动小车25开始工作,驱动小车25会绕着管道夹持装置1移动,此时,焊枪23开始工作,送丝装置
24给焊枪23送焊丝,焊接开始之后,废气吸收装置21开始工作,由风扇213提供吸力,废气通过焊枪23之后的吸气管211吸入机箱212内,废气会经过机箱212内的空气滤芯214,空气滤芯214内有两层滤网,外滤网b2和内滤网b1,进过内滤网b1时,内滤网b1内的活性炭颗粒b11会对废气进行净化,减少污染,保证工作人员的健康,焊接完成后,调整机构22会上升,其它装置都会停止工作。
40.实施例3
41.参照图1-图10所示:图1为本发明一种全自动焊接设备的立体结构示意图。图2为本发明一种全自动焊接设备管道夹持装置的爆炸结构示意图。图3为本发明一种全自动焊接设备夹持外环的局部剖视结构示意图。图4为本发明一种全自动焊接设备衬垫的立体结构示意图。图5为本发明一种全自动焊接设备夹持外环的局部剖视结构示意图。图6为本发明一种全自动焊接设备焊接装置的爆炸结构示意图。图7为本发明一种全自动焊接设备废气吸收装置的主视结构示意图。图8为本发明一种全自动焊接设备废气吸收装置的剖视结构示意图。图9为本发明一种全自动焊接设备空气滤芯的立体结构示意图。图10为本发明一种全自动焊接设备内滤网的剖视结构示意图。
42.本实施例的详细使用方法与作用:
43.本发明中,在进行管道焊接之前,工作人员需将管道先放进管道夹持装置1中,夹持外环11内的滑动块115会按照管道的尺寸在限位杆113上滑动,确保管道能够固定,在滑动块115上方具有支撑弹簧114,支撑弹簧支撑着活动衬垫111,活动衬垫111通过在衬垫壳体a3上的卡柱a2和卡孔a4的卡合,可以使活动衬垫111贴合管道,活动衬垫111上的防滑垫a1可进一步保证管道的固定,在工作人员将管道固定在夹持外环11上之后,下一步要将夹持内环12与连接杆13进行连接,工作人员将连接杆13插入夹持内环12,当连接杆13插入后,内环弹簧122会推动内环销121卡住连接杆13,从而实现固定。当连接杆安装好后,可以开始进行管道焊接,焊接装置2开始工作,首先由调整机构22根据管道的实际情况,对焊枪23的位置进行调整,焊枪23的位置确定之后,驱动小车25开始工作,驱动小车25会沿着管道夹持装置1外表面进行移动,再驱动小车25工作时,焊枪23同时进行工作,由送丝装置24给焊枪23送焊丝,保证焊接顺利,之后,废气吸收装置21会吸收焊接产生的废气,由风扇213提供吸力,废气通过与焊枪23卡合的吸气管211吸入机箱212内,废气进过空气滤芯214时,空气滤芯214内的两层滤网会对废气进行净化,废气先计入外滤网b2,外滤网b2负责过滤较大的飞溅物,之后废气进入内滤网b1,内滤网b1内的活性炭颗粒b11会对废气进行净化,减少污染,保证工作人员的健康。在焊接工作都完成之后,可对管道夹持装置1进行拆卸,作人员可将连接开关131推到拆卸的位置,连接销132会向外滑动,推开内环销121,此时可将连接杆13拔出,连接杆13拆卸后,夹持内环12和夹持外环11即可从管道上卸下。
44.利用本发明所述技术方案,或本领域的技术人员在本发明技术方案的启发下,设计出类似的技术方案,而达到上述技术效果的,均是落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1