剃须刀头自动装配线的制作方法
本发明涉及一种剃须刀头自动装配领域,特别涉及一种剃须刀头自动装配线。
背景技术:
1、电动剃须刀:利用电力带动刀片,剃剪胡须和鬓发的整容电器,电动剃须刀按刀片动作方式分为旋转式和往复式两类,前者结构简单,噪声较小,剃须力适中;后者结构复杂,噪声大,但剃须力大,锋利度高,电动剃须刀是否能把胡子刮干净,最重要因素就是刀头。目前,市面上出售的剃须刀的刀头大致可分为涡轮式、错刀式和网膜式三种,其中错刀式刀头:利用两块金属刀片交错震动的原理,将胡子推入沟槽内刮除。
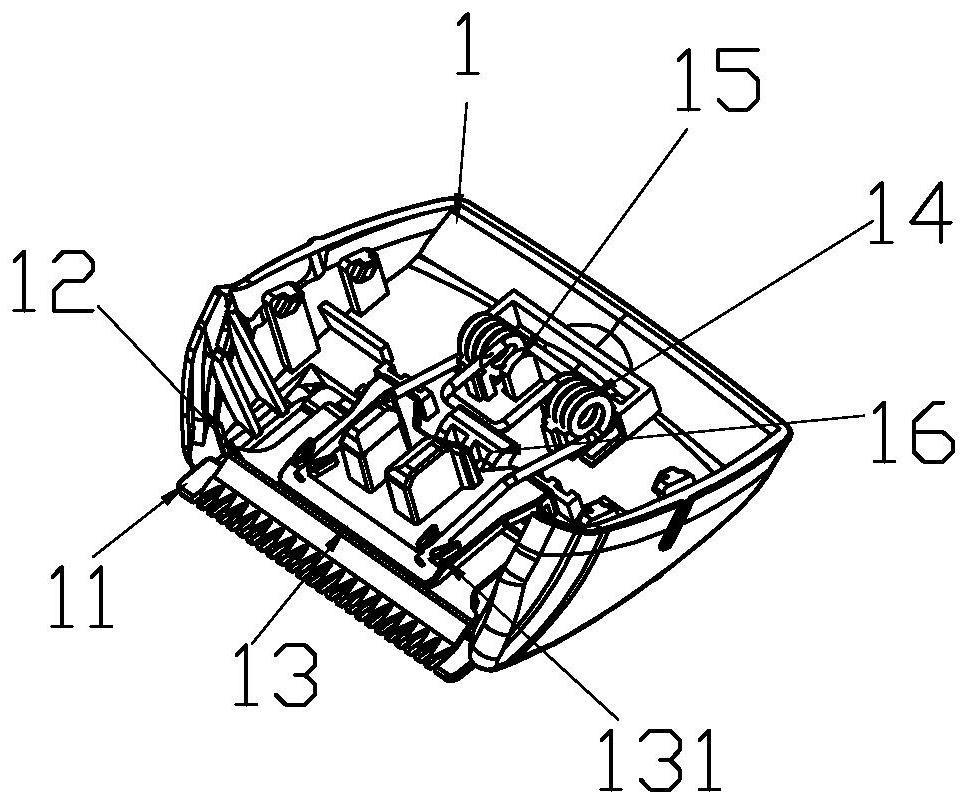
2、现有的剃须刀头如图1、图2所示,主要包括刀头外壳、固定在刀头外壳上的定刀片、贴合在所述定刀片上的动刀片、用于将所述动刀片压合在所述定刀片上的压块、设置在所述刀头外壳内并将所述压块扣压在所述刀头外壳上的扭簧、以及固定设置在所述刀头外壳上的卡座,其中动刀片与压块需要装配成固定设置的动刀组。
3、目前,这类的电动剃须刀头的装配,主要采用人工取料、手动安装的方式,这种装配方式在存在人工成本过高、且效率低下、装配精度不高、工人容易受伤的缺点。
技术实现思路
1、本发明所要解决的技术问题在于针对上述现有技术的不足,提供一种剃须刀头自动装配线。
2、为实现上述目的,本发明提供了如下技术方案:剃须刀头自动装配线,包括机架以及设置在机架上间歇转动的第一分度盘与第二分度盘,其特征在于:所述第一分度盘上设有若干个等距设置的第一刀头夹具,所述机架沿第一分度盘的转动方向依次设有动刀片上料工位、压块上料工位、动刀组热烫工位以及动刀组输送工位,所述第一刀头夹具依次间歇停留于动刀片上料工位、压块上料工位、动刀组热烫工位以及动刀组输送工位内,所述第二分度盘上设有若干个等距设置的第二刀头夹具,所述机架沿第二分度盘的转动方向依次设有外壳上料工位、定刀片上料工位、定刀组热烫工位、动刀组装配工位、扭簧装配工位以及刀头下料工位,所述第二刀头夹具依次间歇停留于外壳上料工位、定刀片上料工位、定刀组热烫工位、动刀组装配工位、扭簧装配工位以及刀头下料工位内,所述动刀片上料工位内设有动刀片输送机构与设置在动刀片输送机构一侧将动刀片送至第一刀头夹具的动刀片上料机构,所述压块上料工位内设有压块输送机构与设置在压块输送机构一侧将压块送至第一刀头夹具的压块上料机构,所述动刀组热烫工位内设有将第一刀头夹具内的动刀片与压块组合的动刀组热烫机构,所述外壳上料工位内设有外壳输送机构与设置在外壳输送机构一侧将刀头外壳送至第二刀头夹具的外壳上料机构,所述定刀片上料工位内设有定刀片输送机构与设置在定刀片输送机构一侧将定刀片送至第二刀头夹具的定刀片上料机构,所述定刀组热烫工位内设有将第二刀头夹具内的定刀片与刀头外壳组合的定刀组热烫机构,所述动刀组输送工位与动刀组装配工位之间设有将第一刀头夹具内组合后的动刀组送至第二刀头夹具内与定刀组组装的动刀组装配机构,所述扭簧装配工位内设有扭簧输送机构与设置在扭簧输送机构一侧将扭簧装配到第二刀头夹具内的扭簧上料机构,所述刀头下料工位设有将组装后的剃须刀头送出第二分度盘的刀头下料机构,实现紧凑、高效的全自动化剃须刀头装配线。
3、进一步地,所述扭簧上料机构包括扭簧上料座与扭簧转料机构,所述扭簧上料座朝向第二分度盘与扭簧输送机构的两端均设有一个扭簧夹具,所述扭簧上料座底部设有驱动两端扭簧夹具对调位置的扭簧旋转驱动机,所述扭簧输送机构用于将扭簧间歇送至一端扭簧夹具内,所述扭簧转料机构用于将另一端扭簧夹具内的扭簧转送至第二分度盘的第二刀头夹具内,所述扭簧输送机构包括扭簧输送架,所述扭簧输送架上设有扭簧振动发生器,所述扭簧振动发生器上设有倾斜设置的扭簧输送板,所述扭簧输送板上架设有与扭簧输送板平行设置的扭簧走料夹板,所述扭簧走料夹板与扭簧输送板形成供扭簧通过的扭簧走料通道,所述扭簧走料通道的上端与扭簧振动盘连接,下端与扭簧上料座的扭簧夹具相抵,所述扭簧走料通道上设有用于将扭簧走料通道内的扭簧逐个送至扭簧夹具的扭簧送料组件,所述扭簧送料组件包括设置在扭簧输送板或扭簧走料夹板靠近扭簧夹具一端的扭簧送料弹簧与扭簧输送弹珠以及设置在扭簧输送架一侧的扭簧送料架,所述扭簧输送弹珠一端设于所述扭簧走料通道内与扭簧相抵,另一端通过扭簧送料弹簧与扭簧输送板或扭簧走料夹板连接,所述扭簧送料架上设有扭簧送料爪、驱动扭簧送料爪将扭簧从扭簧走料通道送至扭簧夹具内的扭簧送料气缸以及驱动扭簧送料爪送料后复位到扭簧走料通道处的送料复位气缸,扭簧旋转驱动机可以是电机也可以为旋转气缸,实现一共一待,提高扭簧装配的效率,扭簧输送弹珠与扭簧输送弹簧组成了卡设在扭簧输送通道靠近扭簧夹具一侧的弹性卡扣结构,在常态下扭簧输送弹珠因扭簧输送弹簧的弹性力,会弹出扭簧输送板表面,进而阻止扭簧因其重力下滑,扭簧送料爪通过类四边形运动进而完成复位。
4、进一步地,所述扭簧夹具内均开设有扭簧容置槽,所述扭簧的扭簧本体设置于所述扭簧容置槽内,设置于扭簧本体两侧的扭臂延伸出扭簧容置槽后置于扭簧夹具外表面,所述扭簧夹具对应扭簧本体的中心设有扭簧定位块,所述扭簧上料座对应扭簧夹具的底部均设有扭簧顶料气缸,所述扭簧顶料气缸的输出端设有与扭簧本体及两侧扭臂分别对应设置的扭簧顶料板与扭簧顶料片,所述扭簧顶料板与扭簧顶料片均穿设于所述扭簧夹具内,并可通过扭簧顶料气缸将扭簧顶离扭簧夹具,所述扭簧夹具上均设有用于将扭簧本体推送到扭簧顶料板上方的本体定位机构以及用于将两侧扭臂推送到对应扭簧顶料片上方的扭臂定位机构,所述本体定位机构包括设置在扭簧上料座上的本体定位气缸以及设置在本体定位气缸输出端的两个本体定位拉板,所述本体定位拉板的轴向高度均高于扭簧容置槽底部位置,所述本体定位拉板穿设于扭簧夹具内,并通过本体定位气缸带动两个本体定位拉板将扭簧本体拉至扭簧顶料板上方,所述扭臂定位机构包括设置在扭簧夹具两侧的扭臂定位气缸以及设置在扭臂定位气缸输送端的扭臂定位推板,所述扭臂定位推板分别设置于对应扭臂的一侧,进而使扭臂定位推板与本体定位拉板之间均形成供扭臂轴向移动的扭臂定位空间,所述本体定位拉板设置于所述扭臂定位空间内,当扭臂定位气缸工作时,所述扭臂定位推板将两侧的扭臂送至扭簧顶料片上方,本体定位拉板的轴向高度均高于扭簧容置槽底部位置,即能使本体定位拉板可以推动扭簧本体移动,又能供后续的扭臂定位机构定位扭臂,扭臂定位推板将两侧的扭臂推至本体定位拉板处,并使其向中间靠拢发生形变,使扭臂停留在扭臂定位推板与本体定位拉板之间形成扭臂定位空间内,使扭臂停留在扭簧顶料片上方,方便后续将扭簧精准的顶出扭簧夹具供后续扭簧转料机构因其形变力卡接,同时扭臂定位推板与本体定位拉板之间形成扭臂定位空间也能在扭簧顶出扭簧夹具进入扭簧转料机构过程中给予精准的导向。
5、进一步地,所述扭臂定位空间之间的间距小于两侧扭臂之间的间距,所述扭簧转料机构包括有扭簧转料架与设置在扭簧转料架上的扭簧转料座,所述扭簧转料座上开设有供扭簧本体容置且与扭簧容置槽相对设置的本体仿形槽以及供扭簧本体两侧扭臂分别容置且与扭臂定位空间相对设置的扭臂卡槽,所述扭簧转料座对应本体仿形槽的两端均设有本体锁定气缸,所述本体锁定气缸的输出端均设有本体锁定轴,所述本体锁定气缸带动本体锁定轴穿入或脱离扭簧本体,所述扭簧转料架上设有带动扭簧转料座轴向往复移动的扭簧纵向驱动组件以及带动扭簧转料座在扭簧夹具与第二刀头夹具之间往复移动的扭簧横向驱动组件,所述扭簧转料座对应本体仿形槽的上方设有本体卸料气缸以及设置在本体卸料气缸输出端的本体卸料板,所述本体仿形槽贯穿所述扭簧转料座,所述本体卸料气缸带动本体卸料板穿过扭簧转料座后将扭簧本体推出本体仿形槽,所述扭臂卡槽之间的间距小于扭臂之间的间距,所述扭簧转料座上开设有与扭臂卡槽相导通的两个扭臂卸料孔,所述扭簧转料座对应扭臂卡槽的上方设有扭臂卸料气缸以及设置在扭臂卸料气缸输出端上与扭臂卸料孔一一对应的两个扭臂卸料顶针,所述扭臂卸料气缸带动扭臂卸料顶针穿过扭臂卸料孔后将两侧的扭臂推出扭臂卡槽,所述扭簧转料座对应扭簧连接部的一端设有连接部卸料槽,所述连接部卸料槽贯穿所述扭簧转料座,所述扭臂卸料气缸的输出端设有卸料驱动板,所述卸料驱动板上设有与连接部卸料槽对应设置的连接部卸料板,所述扭臂卸料顶针均装设于所述卸料驱动板上,所述连接部卸料气缸带动连接部卸料板穿过连接部卸料槽后将扭簧连接部推出连接部卸料槽,所述扭簧纵向驱动组件包括扭簧纵向气缸,所述扭簧纵向气缸一端通过扭簧横向驱动组件与扭簧转料架连接,另一端为输出端且设有扭簧活动板,所述扭簧转料座安装于所述扭簧活动板上,并通过扭簧纵向气缸带动扭簧转料座轴向往复移动,所述扭簧横向驱动组件包括设置在扭簧转料架上的扭簧横向安装座、设置在扭簧横向安装座一侧的扭簧横向气缸以及设置在扭簧纵向气缸靠近扭簧横向安装座一侧的扭簧横向活动板,所述扭簧纵向气缸设置于所述扭簧横向活动板上,所述扭簧横向气缸与扭簧横向活动板连接,并带动扭簧转料座沿扭簧横向安装座径向往复移动,扭簧本体的中心部分具有扭簧连接部,通过在扭簧转料座上开设贯穿扭簧转料座的连接部卸料槽,使扭簧转料座上方的扭臂卸料气缸驱动连接部卸料板穿过连接部卸料槽后将扭簧连接部推出连接部卸料槽,进而对扭簧各个部位都施加用于卸料的压力,提高卸料的稳定性,同时也可以在装配过程中,使连接部卸料板代替工人手部工作将扭簧连接部卡接在连接部座上,实现自动化装配,同时由于将扭臂卸料顶针与连接部卸料板通过卸料驱动板共用一个气缸,即减少设备成本,又将扭臂卸料顶针与连接部卸料板同步工装,方便其施加三角分布的压力,将扭臂与扭簧连接部推出扭簧转料座,使扭簧本体精准装配到卡座内,两侧的扭臂精准装配到压块两侧的压块卡槽内,而扭簧连接部精准卡入刀头外壳的连接部座内实现自动化转料与装配。
6、进一步地,所述扭簧装配工位与刀头下料机构之间设有视觉复检工位,所述第二分度盘带动第二刀头夹具间歇停留于所述视觉复检工位内,所述视觉复检工位内设有设置在第二分度盘一侧的相机调节轴以及可活动设置在相机调节轴上的视觉检测相机,所述视觉检测相机设置于视觉复检工位内第二刀头夹具的正上方,所述第二分度盘内设有与机架固定连接的固定盘,所述固定盘对应扭簧装配工位的一端设有用于压块锁定气缸,所述压块锁定气缸的输出端设有压块锁定杆,所述压块锁定气缸带动压块锁定杆进入或脱离所述第二刀头夹具,所述固定盘对应视觉复检工位的一端设有发光体,所述固定盘对应外壳上料工位、定刀片上料工位、定刀组热烫工位、动刀组装配工位以及刀头下料工位的一端均设有一个用于检测对应工位内第二刀头夹具内部状态的刀头检测传感器,所述第二刀头夹具内设有刀头磁铁,通过刀头磁铁吸附定刀片,通过视觉复检完成自动复检。
7、进一步地,所述外壳输送机构包括外壳输送架、外壳送料架与外壳振动盘,所述外壳送料架上设有外壳送料板与外壳送料气缸,所述外壳输送架上设有与外壳振动发生器连接的外壳振动板,所述外壳振动板上架设有外壳走料夹板,所述外壳走料夹板与外壳振动板之间形成供刀头外壳通过的外壳走料通道,所述外壳走料通道一端与外壳振动盘连接,另一端与外壳送料板连接,所述外壳送料板与外壳走料通道相抵设置,且开设有与外壳走料通道相导通的外壳送料槽,所述外壳送料气缸带外壳送料槽靠近或远离第二分度盘,所述外壳上料机构包括外壳上料架以及将外壳送料槽内的刀头外壳转送至第二刀头夹具上的外壳转料机构,所述外壳送料板的两端均设有外壳纠偏气缸,所述外壳纠偏气缸的输送端均设有朝向外壳送料槽设置的外壳纠偏杆,所述外壳纠偏杆与外壳送料板平行,所述外壳纠偏气缸带动外壳纠偏杆对外壳送料槽内的刀头外壳进行纠偏,所述外壳送料架远离外壳走料通道一侧设有与外壳走料通道对应设置的外壳挡板,所述外壳挡板高度高于外壳送料槽,所述外壳转料组件包括用于提取刀头外壳的若干个外壳转料吸盘、驱动外壳转料吸盘在外壳送料槽与第二刀头夹具之间来回往复位移的外壳横向驱动机构以及驱动外壳转料吸盘轴向升降的外壳纵向驱动机构,完成刀头外壳自动化筛选上料。
8、进一步地,所述动刀片输送机构包括动刀片输送架,所述动刀片输送架上设有供动刀片纵向叠放的动刀片落料架,所述动刀片输送架上设有动刀片输送座以及将动刀片落料架底部的动刀片间歇送至动刀片输送座上的动刀片推送组件,所述动刀片上料机构包括动刀片上料架以及将动刀片输送座上的动刀片转送至第一刀头夹具上的动刀片转料组件,所述动刀片推送组件包括活动设置于动刀片落料架底部的动刀片推料导轨以及设置在动刀片输送架远离动刀片输送座一端的动刀片推料气缸,所述动刀片落料架与动刀片推料导轨相贴合,对应动刀片输送座的一端开设有供动刀片穿出的导通槽,所述动刀片推料气缸的输出端与动刀片推料导轨连接,并带动动刀片推料导轨在动刀片落料架和动刀片输送座之间来回反复移动,所述动刀片输送架设有贯穿动刀片落料架和动刀片输送座的动刀片输送槽,所述动刀片推料导轨设置于所述动刀片输送槽内,所述动刀片输送座一侧设有动刀片定位气缸,所述动刀片定位气缸的输出端设有动刀片定位块,动刀片的两端架设于动刀片输送槽的上沿,所述动刀片定位气缸带动动刀片定位块将设置于动刀片输送座内的动刀片抵接在动刀片输送座处,所述动刀片转料组件包括用于吸附动刀片的动刀片磁铁、驱动动刀片磁铁在动刀片输送座与第一刀头夹具之间来回往复位移的动刀片横向驱动机构以及驱动动刀片磁铁轴向升降进而将动刀片磁铁与动刀片贴合的动刀片纵向驱动机构,所述动刀片纵向驱动机构包括动刀片纵向驱动座、设置在动刀片纵向驱动座上与动刀片输送座对应设置的动刀片升降气缸以及设置在动刀片纵向驱动座上靠近动刀片输送座一端的动刀片落料套,所述动刀片升降气缸的输送端设有磁铁驱动板,所述磁铁驱动板插入所述动刀片落料套内,所述动刀片磁铁设置于磁铁驱动板上,并通过动刀片升降气缸带动动刀片磁铁进入或穿出动刀片落料套,所述磁铁驱动板上装载有若干个与动刀片相适配的动刀片顶针,所述第一刀头夹具上开设有与动刀片顶针相对设置的第一刀头通孔,所述动刀片纵向驱动座与动刀片横向驱动机构之间设有动刀片增程气缸,所述动刀片增程气缸一端通过滑块导轨结构与动刀片横向驱动机构连接,且输送端与动刀片纵向驱动座连接,动刀片横向折叠放在竖直设置的动刀片落料架内,当最底层的动刀片被移走时,动刀片落料架内的动刀片会自动落入动刀片落料架底部,再通过动刀片推送组件送至动刀片输送座上,待动刀片转料组件提取,通过动刀片磁铁吸附动刀片、通过动刀片顶针对动刀片进行定位,再通过动刀片横向驱动机构送至第一分度盘上的第一刀头夹具内,实现动刀片自动上料,替代人工作,可有效地提高生产效率,降低人工成本,避免工人受伤。
9、进一步地,所述压块输送机构包括压块输送架,所述压块输送架上设有与压块振动发生器连接的压块振动板,所述压块振动板上架设有压块走料夹板,所述压块走料夹板与压块振动板之间形成供压块通过的压块走料通道,所述压块走料通道一端与压块振动盘连接,另一端设有将压块逐个送出压块走料通道的压块送料组件,所述压块上料机构包括压块上料架以及将压块送料组件处的压块转送至第一刀头夹具上的压块转料组件,所述压块送料组件包括设置在压块输送架与压块上料架之间的压块送料架、设置在压块送料架一侧的压块送料气缸以及设置于压块送料气缸输出端的压块送料板,所述压块送料板与压块走料通道相抵设置,且一端开设有与压块走料通道相导通的压块送料槽,所述压块送料气缸带压块送料槽靠近或远离第一分度盘,所述压块转料组件包括用于夹持压块的压块夹爪、驱动压块夹爪张开或合拢的压块夹爪气缸、驱动压块夹爪气缸在压块送料组件与第一刀头夹具之间来回往复位移的压块横向驱动机构以及驱动压块夹爪轴向升降的压块纵向驱动机构,所述压块纵向驱动机构包括压块升降气缸,所述压块夹爪气缸设置于压块升降气缸的输出端,所述压块夹爪朝向压块送料组件的一端设有与压块相适配的仿形腔,所述压块升降气缸的输出端设有夹爪气缸安装板,所述夹爪气缸安装板一端安装有所述压块夹爪气缸,另一端安装有压块压料气缸,所述压块压料气缸的输出端设有压块压料杆,所述压块压料杆设置于所述压块夹爪之间,所述压块压料气缸带动压块压料杆穿过或脱离所述仿形腔,对压块固定座进行支撑,避免夹坏,完成压块自动化筛选上料。
10、进一步地,所述动刀组装配机构包括设置在第一分度盘与第二分度盘之间的动刀组转料架以及过油缸,所述动刀组转料架上设有动刀组夹爪、驱动动刀组夹爪张开或合拢的动刀组气缸、驱动动刀组气缸轴向往复移动的动刀组升降气缸以及驱动动刀组在第一刀头夹具与第二刀头夹具之间来回往复移动的动刀组转料气缸,所述动刀组转料气缸与动刀组升降气缸用于驱动动刀组夹爪将第一刀头夹具内的动刀组经过油缸过油后送至第二刀头夹具内,完成动刀组自动化转料,过油后能降低动刀组与定刀组之间的摩擦,提高产品质量。
11、进一步地,所述定刀组热烫机构包括定刀组热烫架、分别设置在定刀组热烫架对应第二刀头夹具轴向两端的定刀组推块与定刀组加热块,所述定刀组加热块上设有与定刀片卡孔对应设置的定刀组烫柱,所述定刀组热烫架一端设有驱动定刀组推块与第二分度盘相抵或分离的定刀组推块气缸,另一端设有驱动定刀组烫柱与第二刀头夹具相抵或分离的定刀组热烫气缸,所述动刀组热烫机构包括动刀组热烫架、分别设置在动刀组热烫架对应第一刀头夹具轴向两端的动刀组压块与动刀组加热块,所述第一刀头夹具上均设有若干个第一刀头通孔,所述动刀组加热块上设有与第一刀头通孔对应设置的动刀组烫柱,所述动刀组热烫架一端设有驱动动刀组压块与第一刀头夹具相抵或分离的动刀组压块气缸,另一端设有驱动动刀组烫柱穿入或脱离第一刀头通孔的动刀组热烫气缸,通过定刀组热烫机构与动刀组热烫机构完成定、动刀组的组装,而组装好的定、动刀组由机器全自动加工,极大的提高了剃须刀头中定、动刀组的装配效率,降低了工人的劳动量与人工成本避免了手工装配定、动刀组过程中会造成人员的意外伤害。
12、本发明的有益效果为:该自动装配线通过间歇转动的第一、第二分度盘以及设置在上方等距分布的第一、第二刀头夹具,其中第一分度盘带动第一刀头夹具沿动刀片上料工位、压块上料工位、动刀组热烫工位以及动刀组输送工位工作制成动刀组,第二分度盘带动第二刀头夹具沿外壳上料工位、定刀片上料工位、定刀组热烫工位后制成定刀组,再由动刀组装配工位将动刀组与定刀组组合装配,再由扭簧装配工位上扭簧后经过视觉复检工位复检后再由刀头下料工位下料,整个过程通过机器完成上料、装配、热熔组合、复检、下料等一系列工序实现全自动加工制造,整台机器结构紧凑、占地面积小且有效的降低人工成本、提高加工效率与装配精度,同时降低工人容易受伤几率。
13、下面结合附图对本发明作进一步描述。
- 还没有人留言评论。精彩留言会获得点赞!