用于换向器铰孔和车外圆的三工位一体机的制作方法
1.本发明涉及一种换向器加工设备,更具体地说,尤其涉及一种用于换向器铰孔和车外圆的三工位一体机。
背景技术:
2.电机换向器在加工过程中,为保证同心度,需要进行绞孔和车外圆两个工序。目前,绞孔和车外圆由两个独立的设备进行。首先是零件要在两个设备之间搬运,不仅增加了操作难度,而且增加工人的劳动强度,同时,搬运过程中,零件相互磕碰,增加了不良率;其次,两个独立设备加工,同心度取决于两套独立设备的精度,而中间的搬运环节,也易造成外圆变化进而影响绞孔时的中心位置,从而影响产品品质。
3.基于上述问题,申请人在先申请了名称为“电机换向器加工用铰内孔及车削外圆一体化设备”的发明专利(专利申请号:cn202110633103.1;公开号cn113300186a),后称一代机。
4.改进后的设备,铰内孔和车外圆均利用同一根芯轴,有效保证了加工出来的换向器半成品内孔和外圆完全同轴心,使得产品的品质得到保证且稳定性极高。而且其一体化设计,节省了中间搬运环节,不仅降低工人劳动强度,而且避免了搬运造成的不良率升高问题。
5.但是在使用一段时间后发现绞孔和车外圆均在同一工位加工,加工效率还是存在偏低的缺点,仍然需要进一步的改进。因此申请人进行了重新的研发,于2022年4月28日再次提交了名为“一种用于电机换向器绞内孔和车削外圆的双工位加工装置”的发明专利申请,申请号:202221005502x,后称二代机。该申请的技术方案将绞内孔和车外圆分开加工,使两个工序并列进行,由一个独特的进料工装对两个工位进行同时进料,不必相互等待,相比一代机,效率有所提高。但是在实验过程中同时也发现,由于两个工位存在速度差,车外圆的速度要比铰内孔慢,虽然效率比一代机有所提升,但仍然还有继续提升效率的空间。
技术实现要素:
6.本发明的目的在于针对上述现有技术的不足,提供一种结构紧凑、各部装利用率高,等待时间短,加工效率高的用于换向器铰孔和车外圆的三工位一体机。
7.本发明的技术方案是这样实现的:一种用于换向器铰孔和车外圆的三工位一体机,包括机台,所述机台上设置有铰孔单元,在铰孔单元两侧对称设置有车外圆单元。
8.在机台上设置有与铰孔单元相配合的供料单元,待加工换向器通过供料单元送入铰孔单元进行铰孔后,再通过交替转运机构交替送至两侧的车外圆单元进行车外圆后输出。
9.上述的一种用于换向器铰孔和车外圆的三工位一体机中,所述铰孔单元包括气动夹头;所述供料单元包括沿竖向固定在气动夹头上的安装板,安装板下方为气动夹头进出料端。
10.在安装板上沿水平方向设置有通孔,在通孔内设置有供料管道,在供料管道上方的安装板上设置有将待加工换向器从供料管道送入气动夹头的垂直供料机构。
11.在供料管道进料端外侧的机台上水平设置有第一推料组件,在供料管道进料端设置有进料口,进料口通过进料滑槽导通连接有放置待加工换向器的振动盘,待加工换向器通过振动盘整理后送入供料管道进料端再由第一推料组件直接推至垂直供料机构上。
12.上述的一种用于换向器铰孔和车外圆的三工位一体机中,所述垂直供料机构包括水平设置在安装板上端的水平板,在水平板上垂直设置有垂直气缸。
13.在水平板下方的安装板上沿竖向设置有导轨组,在导轨组上滑动连接有滑块,在滑块上沿竖向连接有升降座,在升降座下端连接有固定待加工换向器的第一夹头,第一夹头在供料管道出料端和气动夹头进出料端之间移动,在升降座外侧设置有与第一夹头相配合的第二推料组件;从供料管道进入第一夹头的待加工换向器通过第二推料组件推入气动夹头内。
14.上述的一种用于换向器铰孔和车外圆的三工位一体机中,所述第二推料组件包括沿水平方向平行且间隔设置在升降座上的两个第一导向杆,在第一导向杆上滑动套设有联动架,在两个第一导向杆之间的联动架上水平设置有反向推料气缸,反向推料气缸的活塞杆自由端穿过联动架并与升降座固定连接;在联动架下端水平设置有与待加工换向器相配合的第一水平推杆。
15.上述的一种用于换向器铰孔和车外圆的三工位一体机中,所述升降座上固定连接有限位座,在限位座上沿竖向连接有导向限位杆,在水平板(6a)上设置有与导向限位杆相适应的通孔,在导向限位杆上端成形有螺纹段,在螺纹段处螺纹连接有限位螺母;当限位螺母与水平板接触时,第一夹头的中轴线和气动夹头的中轴线相互重合。
16.上述的一种用于换向器铰孔和车外圆的三工位一体机中,所述供料管道进料端为倒圆角结构且上部设置有进料缺口,在进料缺口内设置有进料滑槽,所述进料滑槽与外部振动盘导通连接。
17.进料滑槽出料端与供料管道进料端内底部之间的间距为待加工换向器外径的1.1-1.3倍。
18.上述的一种用于换向器铰孔和车外圆的三工位一体机中,所述第一推料组件包括平行且分别设置在供料管道两侧的定位杆,在定位杆自由端之间沿竖向设置有竖支板,在竖支板上水平设置有推料气缸;在推料气缸活塞杆自由端连接有与供料管道相对的第二水平推杆,第二水平推杆自由端为圆台结构。
19.上述的一种用于换向器铰孔和车外圆的三工位一体机中,所述交替转运机构包括架设在两个车外圆单元上方的定位支架,在定位支架上沿水平方向架设有第三导向杆,第三导向杆沿铰孔单元和车外圆单元的排列方向设置。
20.在第三导向杆上设置有两组车外圆进料机构,两组车外圆进料机构分别通过水平往复气缸连接定位支架,各车外圆进料机构将铰孔单元铰孔后的待加工换向器送至对应的车外圆单元处进行车外圆,两组车外圆进料机构交替从铰孔单元处取料。
21.上述的一种用于换向器铰孔和车外圆的三工位一体机中,所述车外圆进料机构包括滑动设置在第三导向杆上的滑动架,滑动架与定位支架之间通过水平往复气缸连接,在滑动架上沿竖向设置有导向杆组,在导向杆组底部设置有连接块,在连接块和滑动架之间
沿竖向连接有升降气缸。
22.在连接块上连接有呈l形的让位臂,在让位臂自由端设置有与待加工换向器相适应的第二夹头;两组车外圆进料机构上的第二夹头相对设置。
23.本发明采用上述结构后,通过在铰孔单元两侧对称设置车外圆单元,供料单元首先将待加工换向器送入铰孔单元铰孔后再通过交替转运机构交替送至车外圆单元进行车外圆后输出。采用这种巧妙的单向进料再多向输出的方式,在使进料结构更加紧凑、简洁的同时,不影响产品的加工效率,也不会造成各单元长时间的等待,使各单元的利用率得到显著的提升。
附图说明
24.下面结合附图中的实施例对本发明作进一步的详细说明,但并不构成对本发明的任何限制。
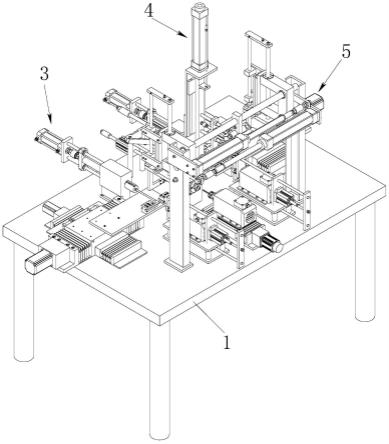
25.图1是本发明的结构示意图之一;
26.图2是本发明的结构示意图之二;
27.图3是本发明铰孔单元、供料单元和第一推料组件的装配结构示意图;
28.图4是图3中a处的局部放大示意图;
29.图5是本发明垂直供料机构的结构示意图;
30.图6是本发明交替转运机构的结构示意图。
31.图中:1、机台;2、铰孔单元;2a、气动夹头;3、车外圆单元;4、供料单元;4a、安装板;4b、供料管道;4c、进料缺口;4d、进料滑槽;5、交替转运机构;5a、定位支架;5b、第三导向杆;5c、水平往复气缸;6、垂直供料机构;6a、水平板;6b、垂直气缸;6c、导轨组;6d、滑块;6e、升降座;6f、第一夹头;6g、限位座;6h、导向限位杆;6i、限位螺母;7、第一推料组件;7a、定位杆;7b、竖支板;7c、推料气缸;7d、第二水平推杆;8、第二推料组件;8a、第一导向杆;8b、联动架;8c、反向推料气缸;8d、第一水平推杆;9、车外圆进料机构;9a、滑动架;9b、导向杆组;9c、连接块;9d、升降气缸;9e、让位臂;9f、第二夹头。
具体实施方式
32.参阅图1和图2所示,本发明的一种用于换向器铰孔和车外圆的三工位一体机,包括机台1,所述机台1上设置有铰孔单元2,在铰孔单元2两侧对称设置有车外圆单元3。在本实施例中,所采用的铰孔单元和车外圆单元均为现有技术,与现有单工作位台铰孔机和车外圆机主体基本一致。其也与2022年4月28日提交的名为“一种用于电机换向器绞内孔和车削外圆的双工位加工装置”的发明专利申请(申请号:202221005502x)中的相同。
33.在机台1上设置有与铰孔单元2相配合的供料单元4,待加工换向器通过供料单元4送入铰孔单元2进行铰孔后,再通过交替转运机构5交替送至两侧的车外圆单元3进行车外圆后输出。采用这种一进两出的物料流动方式,结合三个加工工位的特性,既满足车外圆单元的加工速度,又不会造成铰孔单元长时间等待,使得三个工位均可以在基本满负荷的状态下工作,使得这两个工序的二合一实现了效率的最大化。
34.参阅图3至图5所示,在本实施例中,所述铰孔单元2包括气动夹头2a;所述供料单元4包括沿竖向固定在气动夹头2a上的安装板4a,安装板4a下方为气动夹头2a进出料端。将
安装板安装在气动夹头上,可以方便后续进料,节省行程。
35.在安装板4a上沿水平方向设置有通孔,在通孔内设置有供料管道4b,在供料管道4b上方的安装板4a上设置有将待加工换向器从供料管道4b送入气动夹头2a的垂直供料机构6。
36.在供料管道4b进料端外侧的机台1上水平设置有第一推料组件7,供料管道4b进料端导通连接有放置待加工换向器的振动盘,待加工换向器通过振动盘整理后送入供料管道4b进料端再由第一推料组件7直接推至垂直供料机构6上。
37.采用这种供料方式,不仅节约位置,而且行程短,待加工换向器在垂直运动过程中不易发生位移。
38.优选地,所述第一推料组件7包括平行且分别设置在供料管道4b两侧的定位杆7a,在定位杆7a自由端之间沿竖向设置有竖支板7b,在竖支板7b上水平设置有推料气缸7c;在推料气缸7c活塞杆自由端连接有与供料管道4b相对的第二水平推杆7d,第二水平推杆7d自由端为圆台结构。圆台结构可以有效避免在推料时与相邻的上一个物料接触。
39.优选地,所述垂直供料机构6包括水平设置在安装板4a上端的水平板6a,在水平板6a上垂直设置有垂直气缸6b。
40.在水平板6a下方的安装板4a上沿竖向设置有导轨组6c,在导轨组6c上滑动连接有滑块6d,在滑块6d上沿竖向连接有升降座6e,在升降座6e下端连接有固定待加工换向器的第一夹头6f,第一夹头6f在供料管道4b出料端和气动夹头2a进出料端之间移动,在升降座6e外侧设置有与第一夹头6f相配合的第二推料组件8。从供料管道4b进入第一夹头5f的待加工换向器通过第二推料组件8推入气动夹头2a内。
41.优选地,所述升降座6e上固定连接有限位座6g,在限位座6g上沿竖向连接有导向限位杆6h,在水平板6a上设置有与导向限位杆6h相适应的通孔,在导向限位杆6h上端成形有螺纹段,在螺纹段处螺纹连接有限位螺母6i;当限位螺母6i与水平板6a接触时,第一夹头6f的中轴线和气动夹头2a的中轴线相互重合。通过导向限位杆和限位螺母的配合,可以辅助地提高第一夹头和气动夹头对位的精度。
42.进一步优选地,所述第二推料组件8包括沿水平方向平行且间隔设置在升降座6e上的两个第一导向杆8a,在第一导向杆8a上滑动套设有联动架8b,在两个第一导向杆8a之间的联动架8b上水平设置有反向推料气缸8c,反向推料气缸8c的活塞杆自由端穿过联动架8b并与升降座6e固定连接;在联动架8b下端水平设置有与待加工换向器相配合的第一水平推杆8d。通过第一水平推杆、联动架和反向推料气缸配合,将第一夹头内的待加工换向器推入铰孔单元的气动夹头内。
43.同时,在本实施例中,所述供料管道4b进料端为倒圆角结构且上部设置有进料缺口4c,在进料缺口4c内设置有进料滑槽4d,所述进料滑槽4d与外部振动盘导通连接。
44.进料滑槽4d出料端与供料管道4b进料端内底部之间的间距为待加工换向器外径的1.1-1.3倍。经过反复走料实验发现,虽然理论上进料滑槽4d出料端与供料管道4b进料端内底部之间的间距只要不大于两个待加工换向器的外径,在第一推料组件推料时,即可以保证一次只推进一个待加工换向器,但是在实际操作中发现,进料滑槽4d出料端与供料管道4b进料端内底部之间的间距即使只有待加工换向器外径的1.5倍,在推料时,由于最下端换向器的带动,倒数第二个换向器由于有一半露出在供料管道进料端,无挡板约束,其会发
生轻微的偏转从而造成上下两个换向器的擦花,严重时会偏转并卡住最下端换向器,这样的故障,造成进料故障从而需要停机维护,在实验时1-3小时就会出现一次。而当参数限定在上述合理范围内时,经过24小时的连续工作,不会出现故障,效果显著。
45.参阅图6所示,在本实施例中,所述交替转运机构5包括架设在两个车外圆单元3上方的定位支架5a,在定位支架5a上沿水平方向架设有第三导向杆5b,第三导向杆5b沿铰孔单元2和车外圆单元3的排列方向设置。
46.在第三导向杆5b上设置有两组车外圆进料机构9,两组车外圆进料机构分别通过水平往复气缸5c连接定位支架,各车外圆进料机构9将铰孔单元2铰孔后的待加工换向器送至对应的车外圆单元3处进行车外圆,两组车外圆进料机构9交替从铰孔单元2处取料。
47.优选地,所述车外圆进料机构9包括滑动设置在第三导向杆5b上的滑动架9a,滑动架与定位支架之间通过水平往复气缸连接,在滑动架9a上沿竖向设置有导向杆组9b,在导向杆组9b底部设置有连接块9c,在连接块9c和滑动架9a之间沿竖向连接有升降气缸9d。
48.在连接块9c上连接有呈l形的让位臂9e,在让位臂9e自由端设置有与待加工换向器相适应的第二夹头9f;两组车外圆进料机构9上的第二夹头9f相对设置。
49.通过让位臂的设置,可以避免两个车外圆进料机构在行进过程中的相互干涉。同时,由于三工位排放紧凑,外部物料进入铰孔单元、铰孔单元和车外圆单元之间的物料输送均集中在一个通道区域内,各执行部件容易相互干涉,因此通过水平往复气缸和升降气缸的协同配合,使两个车外圆进料机构的让位臂在待机及铰孔单元进料时,处于两侧的空位内,在需要进料时,通过两个气缸的配合,实现交替进料,不仅使设备结构紧凑,而且不会出现干涉,各自有序且高效地工作。
50.工作时,待加工换向器通过振动盘整理后经进料滑槽送入供料管道,推料气缸带动第二水平推杆将最下端的待加工换向器经供料管道直接推至等待在供料管道出料端的第一夹头内,推料气缸到位后,垂直气缸和升降座配合带动第一夹头下行至铰孔单元的气动夹头处,当垂直气缸到位后,反向推料气缸带动第一水平推杆动作,将第一夹头处的待加工换向器推入气夹头,反向推料气缸复位后,垂直气缸复位,第一夹头进行下一次的装料。
51.同时,铰孔单元开始铰孔,完成铰孔后,交替转运机构中的其中一组车外圆进料机构动作,使第二夹头行进至气动夹头处,由气动夹头后侧的推杆将铰孔后的换向器推入第二夹头,再由该车外圆进料机构将换向器转运至对应的车外圆单元中进行车外圆,然后通过滑槽等组件输出。
52.与此同时,铰孔单元继续接收待加工换向器进行铰孔,完成后,再由另一组车外圆进料机构将铰孔后的换向器转运至另一组对应的车外圆单元中进行车外圆后输出。
53.以上所举实施例为本发明的较佳实施方式,仅用来方便说明本发明,并非对本发明作任何形式上的限制,任何所属技术领域中具有通常知识者,若在不脱离本发明所提技术特征的范围内,利用本发明所揭示技术内容所作出局部更动或修饰的等效实施例,并且未脱离本发明的技术特征内容,均仍属于本发明技术特征的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1