一种用于固相增材修复与再制造的预热装置及方法
1.本发明涉及增材修复与再制造技术领域,具体地说,是涉及一种用于固相增材修复与再制造的预热装置及方法。
背景技术:
2.武器装备在复杂多变的战场环境服役过程与多次往返战场过程中,结构件不可避免地会部分失效,发生腐蚀、磨损及疲劳损伤等破坏行为,带来功能降级问题,进而影响装备作战能力和服役寿命。装备战场抢修能够弥补战争中装备的损耗,使部队保持一定的持续战斗力。固相增材战场移动修复能够很好地满足战场所需,适应战场快速修复的要求。
3.目前,固相增材制造接技术是一种非常理想的修复与增材制造技术,增材过程中没有材料熔化,所以该技术可避免常见增材制造技术带来的裂纹和气孔等缺陷问题。增材过程中沉积层金属会发生强烈的塑性变形并伴随着强烈的再结晶,因此沉积层晶粒十分细小。固相增材制造过程中,高速旋转的搅拌头插入工件后沿规划的增材路径方向运动,利用搅拌头与接触部位产生摩擦热使沉积层金属被加热到塑性状态实现沉积层的重复堆叠。整个增材修复过程包括搅拌头旋转、插入、热塑化和平移焊接四个阶段。虽然对固相增材制造技术的研究已越来越深入,但该技术仍存在不足之处。
4.在固相增材制造过程中,摩擦产热量通常较低且工件温度低,材料变形抗力高,因此在制备高熔点金属构件时搅拌头要承受极大的扭矩与摩擦力,搅拌头很容易磨损和发生断裂。此外,固相增材制造接时搅拌头轴肩与工件摩擦的产热量远大于搅拌针产热量,紧邻轴肩的材料变形程度也最剧烈,变形温度与变形速率呈“上高下低”分布。此外,固相增材制造接过程中接头搅拌区各位置材料的流动速率、流动方向、变形温度与变形速率分布截然不同,最终接头内部不同区域生成的组织差异极大,接头内应力随之增加,导致构件各方面性能严重降低。
5.为了降低固相增材制造过程中搅拌头承受的扭矩及摩擦力,很多学者采用外加热源辅助的方式完成构件的固相增材修复与再制造。在辅热固相增材制造过程中首先利用其它辅助热源使基板预热并充分软化,然后再利用固相增材制造技术进行修复再制造。由于固相增材制造时工件已经充分软化,材料变形抗力极大降低,因此增材过程中搅拌头承受的扭矩与摩擦力也极大地降低,搅拌头的剧烈磨损与断裂可有效避免。此外,辅助热源的加入可增加材料的流动性从而有效避免沉积层中产生疏松、孔洞等缺陷。
6.针对固相增材修复与再制造过程,研发基于辅助预热与自预热的固相增材沉积棒材与基板预热方法与装置,提高固相增材修复与再制造的生产效率。
技术实现要素:
7.本发明的目的是设计一种用于固相增材修复与再制造的预热装置及方法。
8.本发明要解决的主要问题是:钛合金、钢等高熔点材料的现有固相增材方法具有搅拌头寿命低、成本高、质量不稳定等问题。
9.本发明中提及的一种用于固相增材修复与再制造的预热装置,包括电机、搅拌头、红外温度检测装置、线圈感应加热装置、激光预热装置、激光控制器、固相增材电机控制器、基板和沉积棒材;
10.所述电机安装于固相增材装置上,用于控制搅拌头旋转速度;
11.所述搅拌头包括与所述电机的输出轴夹持固定的夹持区、与所述夹持区的下端固定连接的轴肩以及与所述轴肩下表面中心固定连接的搅拌针,所述轴肩的中心轴线与所述搅拌针的中心轴线重合;
12.所述红外温度检测装置安装于包括一号红外温度检测装置和二号红外温度检测装置,所述一号红外温度检测装置用于检测线圈感应加热装置感应加热过程中搅拌针与沉积棒材实时温度,并输出温度信号1,所述二号红外温度检测装置用于检测激光预热装置预热过程中激光预热区实时温度,并输出温度信号2;
13.所述线圈感应加热装置包括感应线圈、上部线圈升降装置、下部线圈升降装置和感应控制电机,所述感应线圈螺旋缠绕在轴肩外表面,该感应线圈上下分别通过所述上部线圈升降装置和所述下部线圈升降装置与与所述感应控制电机连接,该感应控制电机与所述固相增材电机控制器连接,在增材过程中该感应线圈具备垂直方向上的弹性收缩功能,通过一控制开关调控线圈升降装置进而根据工况实时调节线圈距工件的垂直距离;
14.所述激光预热装置设置于所述搅拌头增材移动方向的前端,对增材路径前方的待预热区进行预热;
15.所述激光控制器集成输入一号红外温度检测装置信号的温度反馈信号1与二号红外温度检测装置信号的温度反馈信号2与激光预热装置数据,通过对实时反馈的红外温度检测装置信号进行动态判定,运算并控制激光器输出激光,动态调节激光预热装置;
16.所述固相增材电机控制器集成输入一号红外温度检测装置信号的温度反馈信号1、电机数据与线圈感应加热装置数据,通过对实时反馈的一号红外温度检测装置信号进行动态判定,运算并控制电机转速与感应控制电机输入功率,以动态调节电机与线圈感应加热装置;
17.所述基板用于固相增材修复与再制造金属零部件的构造平台;
18.所述沉积棒材用于固相增材修复与再制造金属零部件的构造。
19.优选地,所述激光预热装置包括激光发生器与激光头。
20.本发明中提及的一种用于固相增材修复与再制造的预热方法,其具体内容为:
21.(5)打开激光预热装置,对固相增材区基板区域进行预热;
22.(6)打开线圈感应加热装置,对搅拌针与沉积棒材进行预热;
23.(7)红外温度检测装置实时监测搅拌针、沉积棒材与基板预热区温度;
24.(8)启动电机,将搅拌头对准基板表面,启动后在轴向压力作用下旋转,沿预设增材方向对预热软化后的表面进行固相增材修复与再制造。
25.优选地,所述步骤(1)中,在起始阶段,激光预热装置首先对固相增材区基板起始区域(初始搅拌头正下方区域)进行预热;
26.优选地,所述步骤(1)中,随着固相增材过程的进行,激光预热装置的作用中心在搅拌头沿增材方向的前部,与搅拌头中心之间的水平距离l=20-40mm;
27.优选地,所述步骤(1)中,激光预热装置的输出功率p=450-5000w,激光摆动光斑
直径为5-15mm,基板在增材之前的温度为200-600℃;
28.优选地,所述步骤(2)中,线圈感应加热装置的电流频率f=15-80khz,线圈匝数n=15-50匝,所述线圈感应加热装置加热中心与搅拌针中心在同一直线上,感应加热区域直径与搅拌头轴肩直径相同;
29.优选地,所述步骤(2)中,在固相增材电机控制器内部预先设置搅拌针与沉积棒材在增材之前的温度为300-500℃,当达到固相增材电机控制器内部预先设置的预热温度时,搅拌头向下运动,固相增材电机控制器通过控制开关调节与感应电机相连接的感应线圈升降装置以控制弹性感应线圈垂直位置,线圈底端与基板的垂直距离e=5-10mm;
30.优选地,所述步骤(3)中,红外温度检测装置将监测信号实时传递至激光控制器与固相增材电机控制器,初始阶段,当搅拌针与沉积棒材预热温度超过300℃时,红外检测装置信号传至激光预热装置并自动启动装置;
31.优选地,所述步骤(3)中,在激光控制器输入激光预热温度与激光功率关系曲线,激光控制器通过该关系曲线在内部识别判定后调节激光功率,当激光预热温度超过600℃时,激光控制器自动产生报警信号并自动调节激光功率,在固相增材电机控制器输入沉积棒材预热温度与感应控制电机内部电流频率的关系曲线,固相增材电机控制器通过识别判定该关系曲线对感应控制电机内部电流频率进行调节,当搅拌针与沉积棒材预热温度超过500℃时,固相增材电机控制器自动产生报警信号并自动调节感应控制电机的电流频率;
32.优选地,所述步骤(4)中,当搅拌针与沉积棒材预热温度达到500℃时,电机自动启动,激光预热装置向前方移动20mm,开始进行固相增材修复与再制造;
33.优选地,所述步骤(4)中,搅拌头受到轴向下压力f=3500-20000n,搅拌头旋转方向为顺时针,转速n=350-1000r
·
min-1,增材速度为v=50-100mm
·
min-1。
34.本发明的有益效果是:本发明所述的一种用于固相增材修复与再制造的预热装置及方法,实现了固相增材制造设备内搅拌头的预加热,避免了搅拌头在“冷态”下直接搅拌造成的搅拌头的明显磨损,解决了钛合金等高熔点材料固相增材修复与再制造成本高及质量不稳定等问题。由于固相增材制造热能主要来自搅拌头与工件间的摩擦产热及塑性变形产热,在增材制造过程中引入辅助热源,明显提高材料塑性,软化组织,降低抵抗力,对搅拌头、沉积棒材与基板的三项预热提高增材修复效率与质量,提高搅拌头使用寿命,扩展固相增材修复与再制造在高熔点金属中的应用范围。
附图说明
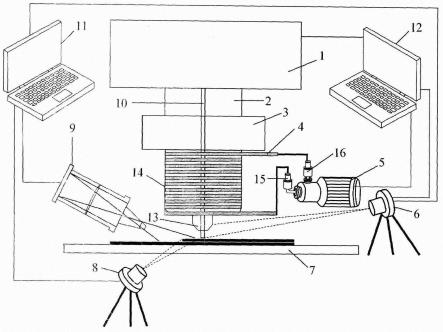
35.图1是本发明的整体结构示意图。
36.图中:1、电机2、夹持区3、搅拌头4、感应线圈5、感应控制电机6、一号红外温度检测装置7、基板8、二号红外温度检测装置9、激光预热装置10、沉积棒材11、激光控制器12、固相增材电机控制器13、搅拌针14、轴肩15、下部线圈升降装置16、上部线圈升降装置
37.图2是本发明的整体流程示意图。
38.图3是本发明激光预热温度与激光功率关系曲线图。
39.图4是本发明沉积棒材预热温度与感应控制电机内部电流频率的关系曲线图。
具体实施方式
40.以下根据附图及具体实施例对本发明作出详细说明。
41.如图1所示,一种用于固相增材修复与再制造的预热装置,包括电机1、搅拌头3、红外温度检测装置、线圈感应加热装置、激光预热装置9、激光控制器11、固相增材电机控制器12、基板7和沉积棒材10。
42.电机1用于控制搅拌头3的旋转速度。
43.搅拌头3包括与电机1的输出轴夹持固定的夹持区2、与该夹持区2的下端固定连接的轴肩14以及与该轴肩14下表面中心固定连接的搅拌针13,该轴肩14的中心轴线与该搅拌针13的中心轴线重合。
44.红外温度检测装置包括一号红外温度检测装置6和二号红外温度检测装置8,该一号红外温度检测装置6用于检测线圈感应加热装置感应加热过程中搅拌针13与沉积棒材10实时温度,并输出温度信号1。二号红外温度检测装置8用于检测激光预热装置4预热过程中激光预热区实时温度,并输出温度信号2。
45.线圈感应加热装置包括感应线圈4、上部线圈升降装置16、下部线圈升降装置15和感应控制电机5,感应线圈4螺旋缠绕在轴肩14外表面,该感应线圈4上下分别通过上部线圈升降装置16和下部线圈15升降装置与与感应控制电机5连接,该感应控制电机5与固相增材电机控制器12连接,在增材过程中该感应线圈4具备垂直方向上的弹性收缩功能,通过一控制开关调控线圈升降装置进而根据工况实时调节线圈距工件的垂直距离e。激光预热装置9设置于搅拌头13增材移动方向的前端,对增材路径前方的待预热区进行预热。
46.激光控制器11集成输入一号红外温度检测装置6信号(温度反馈信号1)与二号红外温度检测装置8信号(温度反馈信号2)与激光预热装置9数据,通过对实时反馈的红外温度检测装置信号进行动态判定,运算并控制激光器输出激光,动态调节激光预热装置9。
47.固相增材电机控制器12集成输入一号红外温度检测装置6信号(温度反馈信号1)、电机1数据与线圈感应加热装置数据,通过对实时反馈的一号红外温度检测装置6信号进行动态判定,运算并控制电机1转速与感应控制电机5输入功率,以动态调节电机1与线圈感应加热装置。
48.基板7用于固相增材修复与再制造金属零部件的构造平台。
49.沉积棒材10用于固相增材修复与再制造金属零部件的构造。
50.如图2所示,采用上述用于固相增材修复与再制造的预热装置进行预热时,包括如下步骤:
51.(1)打开激光预热装置9,对固相增材区基板7区域进行预热;
52.(2)打开线圈感应加热装置,对搅拌针13与沉积棒材10进行预热;
53.(3)红外温度检测装置实时监测搅拌针13、沉积棒材10与基板7预热区温度;
54.(4)启动电机1,将搅拌头13对准基板7表面,启动后在轴向压力作用下旋转,沿预设增材方向对预热软化后的表面进行固相增材修复与再制造。
55.需要说明的是,所述步骤(1)中,在起始阶段,激光预热装置9首先对固相增材区基板7起始区域(初始搅拌头正下方区域)进行预热。
56.所述步骤(1)中,随着固相增材过程的进行,激光预热装置9的作用中心在搅拌头13沿增材方向的前部,与搅拌头13中心之间的水平距离l=20-40mm。
57.所述步骤(1)中,激光预热装置9的输出功率p=450-5000w,激光光斑直径为5-15mm,基板7在增材之前的温度为200-600℃。
58.所述步骤(2)中,线圈感应加热装置的电流频率f=15-80khz,线圈4匝数n=15-50匝,所述线圈感应加热装置加热中心与搅拌针13中心在同一直线上,感应加热区域直径与搅拌头3轴肩14直径相同。
59.所述步骤(2)中,在固相增材电机控制器12内部预先设置搅拌针13与沉积棒材10在增材之前的温度为300-500℃,当达到固相增材电机控制器12内部预先设置的预热温度时,搅拌头向下运动,固相增材电机控制器12通过控制开关调节与感应控制电机5相连接的感应线圈升降装置以控制弹性感应线圈4垂直位置,线圈4底端与基板7的垂直距离e=5-10mm。
60.所述步骤(3)中,红外温度检测装置将监测信号实时传递至激光控制器11与固相增材电机控制器12。初始阶段,当搅拌针13与沉积棒材10预热温度超过300℃时,红外检测装置信号传至激光预热装置9并自动启动激光预热装置9。
61.所述步骤(3)中,在激光控制器11输入激光预热温度与激光功率关系曲线,激光控制器11通过该关系曲线在内部识别判定后调节激光功率,当激光预热温度超过600℃时,激光控制器11自动产生报警信号并自动调节激光功率,在固相增材电机控制器12输入沉积棒材10预热温度与感应控制电机12内部电流频率的关系曲线,固相增材电机控制器12通过识别判定该关系曲线对感应控制电机12内部电流频率进行调节,当搅拌针13与沉积棒材10预热温度超过500℃时,固相增材电机控制器12自动产生报警信号并自动调节感应控制电机5的电流频率。所述步骤(4)中,当搅拌针13与沉积棒材10预热温度达到500℃时,电机1自动启动,激光预热装置9向前方移动20mm,开始进行固相增材修复与再制造。
62.所述步骤(4)中,搅拌头13受到轴向下压力f=3500-20000n,搅拌头13旋转方向为顺时针,转速n=350-1000r
·
min-1,增材速度为v=50-100mm
·
min-1。
63.本发明既实现了固相增材制造设备内搅拌头13的预加热,避免了搅拌头13在“冷态”下直接搅拌造成的搅拌头13的明显磨损,又解决了钛合金等高熔点材料固相增材修复与再制造成本高及质量不稳定等问题。通过对搅拌头13、沉积棒材10与基板7的三项预热提高了增材修复效率与质量以及搅拌头13的使用寿命,扩展了固相增材修复与再制造在高熔点金属中的应用范围。
64.显然,本发明的上述实施例仅仅是为了清楚说明本发明所作的举例,而并非是对本发明的实施方式的限定,这里无需也无法对所有的实施方式予以穷举。本说明书内容不应理解为对本发明的限制。对于本技术领域的普通技术人员来说,依据本发明的思想,在上述说明的基础上还可以做出其它不同形式的变化或变动。应当指出,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1