一种剪切机构及挤压加工设备的制作方法
1.本发明涉及材料剪切加工的技术领域,特别涉及一种剪切机构及挤压加工设备。
背景技术:
2.棒材挤压机挤压棒材后,需要通过剪切机构对挤压后的棒材压余进行剪切。挤压生产中锭坯未变成成品的残余和废料部分,分别称作压余和料头。
3.目前的剪切主要是通过剪切缸驱动剪切刀贴紧在挤压机的挤压模具入口对挤压后的棒材压余进行剪切,而由于剪切刀固定在剪切缸上,因此在剪切机构的剪切刀退刀(回刀)时,通常会拖到棒材的剪切面,由此影响棒材剪切面的平整度。
技术实现要素:
4.本发明的主要目的是提供一种剪切机构及挤压加工设备,旨在有效地解决剪切刀在退刀时通常会拖到棒材的剪切面的问题。
5.为了达到上述目的,本发明的技术方案有:
6.本发明提供一种剪切机构,包括:刀具;剪切组件,其驱动所述刀具沿竖直方向往复运动;退刀组件,其设置在所述剪切组件上,所述退刀组件驱动所述刀具沿水平方向往复运动;所述剪切组件沿竖直方向驱动所述刀具剪切完棒材后,所述退刀组件驱动所述刀具沿水平方向进行退刀。
7.与现有技术相比,在本发明中,该剪切机构应用于棒材压余的剪切加工上,本发明的剪切组件上设有退刀组件,该剪切组件驱动刀具和退刀组件往下移动,在剪切完棒材后,退刀组件驱动刀具沿水平方向移动进行退刀工作,使得刀具与棒材之间形成空隙,然后剪切组件驱动处于退刀状态的刀具和退刀组件向上复位。因此,本发明在应用时可完全避免刀具在复位时拖到棒材的剪切面上而与棒材的剪切面二次接触,由此可有效提高棒材剪切面的平整度。
8.在一种优选实施例中,所述剪切组件包括:固定架;剪切座,其与所述固定架滑动连接;所述刀具和所述退刀组件均设置在所述剪切座上;剪切伸缩缸,其设置在所述固定架上,所述剪切伸缩缸的伸缩轴沿竖直方向设置,所述剪切伸缩缸与所述剪切座驱动连接。
9.在一种优选实施例中,所述剪切伸缩缸包括油缸。
10.在一种优选实施例中,所述剪切座设有安装腔,所述退刀装置包括:退刀伸缩缸,其设置在所述安装腔上;所述退刀伸缩缸的伸缩轴沿竖直方向设置;连接块,其与所述退刀伸缩缸驱动连接;刀具连接座,其与所述连接块横向滑动连接;所述刀具连接座上设有斜向导轨;所述斜向导轨与所述剪切座滑动连接;所述斜向导轨自上而下的倾斜方向远离棒材设置;所述刀具与所述刀具连接座固定连接。
11.在一种优选实施例中,所述退刀伸缩缸与所述连接块通过延长杆连接,所述延长杆穿设于所述剪切座内。
12.在一种优选实施例中,所述退刀伸缩缸包括气缸。
13.在一种优选实施例中,该剪切机构还包括去屑组件,其设置在所述剪切座上,用于将刀具上的切屑去掉,所述去屑组件包括:推料杆,其穿设于所述剪切座内;所述推料杆位于所述刀具的背面;去屑伸缩缸,其设置在所述安装腔上,所述去屑伸缩缸的伸缩缸沿竖直方向设置;所述去屑伸缩缸与所述推料杆驱动连接。
14.在一种优选实施例中,所述刀具与所述刀具连接座的中部设有避空孔,所述推料杆穿设于所述避空孔设置,所述避空孔与所述推料杆之间设有间隙。
15.在一种优选实施例中,所述间隙的数值大于退刀的横移距离。
16.本发明还提供一种挤压加工设备,包括如上任一所述的剪切机构。
17.为了更好地理解和实施,下图结合附图详细说明本发明。
附图说明
18.此处所说明的附图用来提供对本发明的进一步理解,构成本技术的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
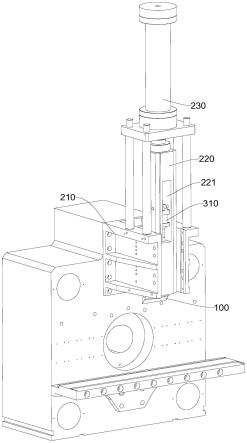
19.图1是本发明剪切机构的结构示意图;
20.图2是本发明刀具、退刀组件以及去屑组件连接的结构示意图;
21.图3是图2的仰视图;
22.图4是本发明剪切机构进行s1工作时的剖视示意图;
23.图5是图4中a的放大示意图;
24.图6是本发明剪切机构进行s2工作时的剖视示意图;
25.图7是本发明剪切机构进行s3工作时的剖视示意图;
26.图8是本发明剪切机构进行s4工作时的剖视示意图;
27.图9是本发明剪切机构进行s5工作时的剖视示意图;
28.图10是本发明剪切机构进行s6工作时的剖视示意图。
29.附图标记说明:
30.100—刀具、200—剪切组件、210—固定架、220—剪切座、221—安装腔、230—剪切伸缩缸、300—退刀组件、310—退刀伸缩缸、320—连接块、330—刀具连接座、331—斜向导轨、340—延长杆、400—去屑组件、410—推料杆、420—去屑伸缩缸、500—避空孔、600—间隙、700—棒材压余、800—切屑。
具体实施方式
31.为了更好地阐述本发明,下面参照附图对本发明作进一步的详细描述。
32.应当明确,所描述的实施例仅仅是本技术实施例一部分实施例,而不是全部的实施例。基于本技术实施例中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本技术实施例保护的范围。
33.在本技术实施例使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本技术实施例。在本技术实施例和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。还应当理解,本文中使用的术语“和/或”是指并包含一个或多个相关联的列出项目的任何或所有可能组合。
34.下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似
的要素。以下示例性实施例中所描述的实施方式并不代表与本技术相一致的所有实施方式。相反,它们仅是如所附权利要求书中所详述的、本技术的一些方面相一致的装置和方法的例子。在本技术的描述中,需要理解的是,术语“第一”、“第二”、“第三”等仅用于区别类似的对象,而不必用于描述特定的顺序或先后次序,也不能理解为指示或暗示相对重要性。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
35.此外,在本技术的描述中,除非另有说明,“多个”是指两个或两个以上。“和/或”,描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。字符“/”一般表示前后关联对象是一种“或”的关系。
36.具体来说,结合图1至图10所示,本发明提供一种剪切机构,包括:刀具100;剪切组件,其驱动所述刀具100沿竖直方向往复运动;退刀组件,其设置在所述剪切组件上,所述退刀组件驱动所述刀具100沿水平方向往复运动;所述剪切组件沿竖直方向驱动所述刀具100剪切完棒材后,所述退刀组件驱动所述刀具100沿水平方向进行退刀。
37.与现有技术相比,在本发明中,该剪切机构应用于棒材压余700的剪切加工上,本发明的剪切组件上设有退刀组件,该剪切组件驱动刀具100和退刀组件往下移动,在剪切完棒材后,退刀组件驱动刀具100沿水平方向移动进行退刀工作,使得刀具100与棒材之间形成空隙,然后剪切组件驱动处于退刀状态的刀具和退刀组件向上复位。因此,本发明在应用时可完全避免刀具100在复位时拖到棒材的剪切面上而与棒材的剪切面二次接触,由此可有效提高棒材剪切面的平整度。
38.在一种实施例中,所述剪切组件包括:固定架210;剪切座220,其与所述固定架210滑动连接;所述刀具100和所述退刀组件均设置在所述剪切座220上;剪切伸缩缸230,其设置在所述固定架210上,所述剪切伸缩缸230的伸缩轴沿竖直方向设置,所述剪切伸缩缸230与所述剪切座220驱动连接,以使得所述剪切伸缩缸230驱动所述剪切座220上的刀具100和退刀组件沿竖直方向往复运动。
39.优选地,所述剪切伸缩缸230包括油缸。相比于采用气缸作为驱动源,油缸提供的压力够大,运行平稳,安静,受外界的干扰小,更适用于驱动刀具100作剪切工作。
40.在一种实施例中,所述剪切座220设有安装腔221,所述退刀装置包括:退刀伸缩缸310,其设置在所述安装腔221上;所述退刀伸缩缸310的伸缩轴沿竖直方向设置;连接块320,其与所述退刀伸缩缸310驱动连接;刀具连接座330,其与所述连接块320横向滑动连接;所述刀具连接座330上设有斜向导轨331;所述斜向导轨331与所述剪切座220滑动连接;所述斜向导轨331自上而下的倾斜方向远离棒材设置;所述刀具100与所述刀具连接座330固定连接。在本发明中,所述退刀伸缩缸310的伸缩轴沿竖直方向设置,而不是横向设置,是为了避免在剪切时,横向设置的伸缩轴受到竖直方向的作用力,而容易导致所述退刀伸缩缸310损坏;将退刀伸缩缸310的伸缩轴沿竖直方向设置后,剪切的作用力方向与退刀伸缩缸310的伸缩轴的方向相互平行,以延长退刀伸缩缸310的使用寿命;由于退刀伸缩缸310的伸缩轴竖向设置,而退刀伸缩缸310需要驱动所述刀具100横移,使得刀具100与棒材剪切面之间具有横向的空隙,因此本发明的刀具连接座330与所述连接块320横向滑动连接,并且在刀具连接座330上设置斜向导轨331,由此刀具100能够在退刀伸缩缸310的驱动下顺着斜向导轨331作往复运动,以使得刀具100在完成剪切后,刀具100能够进行斜向式的横移动作,避免刀具100与棒材剪切面二次接触。
41.优选地,所述退刀伸缩缸310与所述连接块320通过延长杆340连接,所述延长杆340穿设于所述剪切座220内,如此退刀组件可使用行程短的退刀伸缩缸310来进行驱动所述刀具100移动,降低制造成本。
42.优选地,所述退刀伸缩缸310包括气缸。气缸响应速度快,节省零部件移动的时间,以提高生产效率。
43.在一种实施例中,所述棒材包括铝棒,铝材料在切削加工时容易粘刀。该剪切机构还包括去屑组件,其设置在所述剪切座220上,用于将刀具100上的切屑800去掉,所述去屑组件包括:推料杆410,其穿设于所述剪切座220内;所述推料杆410位于所述刀具100的背面;去屑伸缩缸420,其设置在所述安装腔221上,所述去屑伸缩缸420的伸缩缸沿竖直方向设置;所述去屑伸缩缸420与所述推料杆410驱动连接。刀具100剪切完棒材压余700后,在刀具100的刀刃背面会粘有部分的切屑800,所述去屑伸缩缸420驱动推料杆410向下运动,将刀具100上的切屑800推出,以免切屑800持续堆积而影响刀具剪切的效果。
44.进一步地,所述刀具100与所述刀具连接座330的中部设有避空孔500,所述推料杆410穿设于所述避空孔500设置,所述避空孔500与所述推料杆410之间设有间隙600,以使得推料杆410能够顺畅地进行沿竖直方向的往复移动。
45.进一步地,所述间隙600的数值d大于退刀的横移距离。如此,刀具100在退刀进行横移时,避空孔500与推料杆410不会发生接触,以使得推料杆410穿设于避空孔500内时也不会影响到刀具100的移动。
46.本发明还提供一种挤压加工设备,包括如上任一所述的剪切机构。
47.如图5至图10所示,该剪切机构的工作原理:
48.s1:剪切伸缩缸230、退刀伸缩缸310以及去屑伸缩缸420均处于收缩状态;
49.s2:剪切伸缩缸230驱动所述退刀组件和刀具100向下移动,使得刀具100剪切棒材压余700;
50.s3:去屑伸缩缸420驱动所述推料杆410向下移动,将刀具100上的切屑800去掉;
51.s4;退刀伸缩缸310驱动所述刀具100斜向地远离棒材,使刀具100与棒材剪切面之间具有横向的空隙;
52.s5:剪切伸缩缸230向上复位;
53.s6:去屑伸缩缸420向上复位,退刀伸缩缸310向上复位,完成一次剪切工作。
54.在本发明的描述中,需要理解的是,术语“竖向”、“横向”、“前”、“后”、“左”、“右”、“垂直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为便于描述本发明和简化描述,而不是指示或暗指所指的装置或元件必须具有特定的方位、为特定的方位构造和操作,因而不能理解为对本发明保护内容的限制。
55.如果本文中使用了“第一”、“第二”等词语来限定零部件的话,本领域技术人员应该知晓:“第一”、“第二”的使用仅仅是为了便于描述本发明和简化描述,如没有另外声明,上述词语并没有特殊的含义。
56.本发明并不局限于上述实施方式,如果对本发明的各种改动或变形不脱离本发明的精神和范围,倘若这些改动和变形属于本发明的权利要求和等同技术范围之内,则本发明也意图包含这些改动和变形。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1