一种用于长度直径可调节的棒料锯切生产线的制作方法
1.本发明涉及棒料锯切加工技术领域,尤其涉及一种用于长度直径可调节的棒料锯切生产线。
背景技术:
2.铝棒是铝合金产品的一种,是将金属和其他金属按照一定配比,经过一系列的加工工艺,最终铸造成为各种直径和长度不同的圆柱棒料。棒料在铸造完成后,需要对棒料进行切割,最后棒料对进行热熔、挤压、锻造等加工方式形成所需型材。
3.现有技术中,申请号为201510645354.6的发明专利公开了一种锯切路径及锯切角度可调的多轴锯切机,包括主机架,主机架上设置有主运动架、上运动架以及锯切机构,在主机架上还设置有与锯切机构相对的产品固定机构,产品固定机构下端设置有角度可调组件,主运动架、上运动架和锯切机构构之间设置有四个驱动机。锯切机能够通过伺服电机实现空间三维的调节,提高了锯切设备的利用率。但是该设备依靠多个伺服电动机调节锯切设备的锯切路径,但伺服电机过多提高了锯切机的成本,且由多个伺服电机相互配合生产,提高了控制难度。申请号为201811454016.4的发明专利公开了一种定尺飞锯锯切方法及实现该方法的锯切设备,通过移动小车带动锯切机跟随材料移动进行锯切,这种锯切方式,对不同直径的棒料进行锯切时,对棒料的定位和夹紧不精准,会导致加工平面粗糙度加大,锯切长度精确度不足等问题。
4.另外,目前锯切生产线加工过程中,微量润滑方式采用浇注式润滑,浇注式由于注入大量切削液,严重影响工作环境,处理成本极高,增加成本。上料时采用吊车成捆吊入工作车间后,由工人进行拆包后,直接放置到上料架上,存在安全隐患,对上料的控制性不足。在锯切过程中,通常采用浇注润滑方式,废液处理成本高。而且还存在上下料过程不能有效衔接的问题。
技术实现要素:
5.针对现有技术存在的不足,本发明的目的是提供一种用于长度直径可调节的棒料锯切生产线,实现锯切加工从上料、到锯切、再到下料全过程的自动化加工;通过拆包台、棒料输送带、棒料定位装置和动力辊道实现棒料上料和不同尺寸的棒料定位;锯切装置安装微量润滑装置,能够满足棒料锯切加工的要求,保证加工质量。
6.为了实现上述目的,本发明是通过如下的技术方案来实现:
7.第一方面,本发明的实施例提供了一种用于长度直径可调节的棒料锯切生产线,包括拆包台、设于拆包台一侧的多个棒料输送带,棒料输送带的输出端间隔设置多个棒料定位装置,相邻棒料定位装置之间设置辊道或动力辊道,且辊道和动力辊道交替设置;
8.锯切装置设于末端棒料定位装置一侧,锯切装置与棒料定位装置相背的一侧依次设置料尾微调装置、棒料翻转装置;棒料翻转装置侧面设置下料架和电磁桁架。
9.第二方面,本发明的实施例还提供了一种用于长度直径可调节的棒料锯切生产
线,包括拆包台、设于拆包台一侧的多个棒料输送带,棒料输送带的输出端间隔设置多个棒料定位装置,相邻棒料定位装置之间设置辊道或动力辊道,且辊道和动力辊道交替设置;
10.锯切装置设于末端棒料定位装置一侧,锯切装置与棒料定位装置相背的一侧依次设置料尾微调装置、棒料翻转装置;棒料翻转装置侧面设置下料架,下料架对应于桁架的一端,桁架另一端设有料架输送辊道。
11.作为进一步的实现方式,所述棒料定位装置包括整体支架,整体支架远离棒料输送带的一端安装滚子装置,滚子装置上方设有另一滚子装置,且上方滚子装置通过升降板连接气缸;
12.两滚子装置之间形成棒料夹持空间。
13.作为进一步的实现方式,所述滚子装置包括两个对称安装的滚子单元,滚子单元包括滚子和底座,滚子转动安装于底座,且倾斜设置;两滚子之间形成v型槽。
14.作为进一步的实现方式,所述辊道和动力辊道分别包括支撑架、安装于支撑架的多个v型滚子,各v型滚子间隔布置;
15.所述动力辊道还包括驱动机构,驱动机构与动力辊道的其中一个v型滚子相连。
16.作为进一步的实现方式,所述锯切装置包括送料辊道、锯切机支架、锯切机和夹具,送料辊道安装于锯切机支架,锯切机滑动连接于锯切机支架上侧;夹具设于送料辊道的输出端。
17.作为进一步的实现方式,所述夹具包括夹具座,夹具座安装有至少两个v型座,v型座上方设有与之对应的v型块,所述v型块连接升降机构;夹具座一侧设有下料道。
18.作为进一步的实现方式,所述锯切机安装微量润滑装置,微量润滑装置包括箱体、设于箱体内的油泵和气泵,箱体顶部安装油箱,油箱与油泵相连;
19.油泵底部连接输油管和输出管,输油管和输出管通过油气混合装置连接,油气混合装置通过输气管连接气泵,气泵与安装于箱体外侧的气体过滤器连接。
20.作为进一步的实现方式,所述料尾微调装置包括支架,支架滑动连接有夹钳主体,夹钳主体连接水平移动机构;夹钳主体固定有下v型块,下v型块上方对应设置上v型块,上v型块连接上下移动机构;
21.其中,所述上下移动机构包括气缸、与气缸连接的连杆机构。
22.作为进一步的实现方式,所述棒料翻转装置包括支架、设置于支架表面的多个固定滚子组件和旋转滚子组件,旋转滚子组件与支架转动连接,并连接推动机构;
23.所述旋转滚子组件远离固定滚子组件的一侧安装红外线位移传感器。
24.作为进一步的实现方式,所述电磁桁架包括整体框架、安装于整体框架下侧的x轴架,两x轴架间隔设置;每个x轴架均滑动连接一个z轴架,两z轴架之间滑动连接y轴架,y轴架底部安装电磁铁。
25.作为进一步的实现方式,所述桁架包括整体框架、安装于整体框架下侧的x轴架,两x轴架间隔设置;每个x轴架均滑动连接一个z轴架,两z轴架之间滑动连接y轴架,y轴架底部安装叉具。
26.作为进一步的实现方式,所述料架输送辊道包括底板、安装于底板底部的多个辊道腿,底板上表面沿其长度方向设置两列滚子,两列滚子之间具有空隙;底板一端安装挡板。
27.本发明的有益效果如下:
28.(1)本发明生产线的布置方式能够实现锯切加工从上料、到锯切、再到下料全过程的自动化加工;通过拆包台、棒料输送带、棒料定位装置和动力辊道实现棒料上料和不同尺寸的棒料定位;锯切装置安装微量润滑装置,能够满足棒料锯切加工的要求,保证加工质量。
29.(2)本发明的拆包台和棒料输送装置,既能减少成捆棒料拆包时的冲击力,又能通过链轮、链条和承载板有效控制棒料输送节奏。
30.(3)本发明的棒料定位装置包括上下两个滚子装置,滚子装置由两个可转动滚子构成v型块结构,利用v型块的特性实现不同直径的棒料实现自定位,并减小输送过程中的摩擦;动力辊道、辊道和送料辊道结构相同,都由v型滚子实现对棒料的自定位和输送。
31.(4)本发明的加工设备为装有微量润滑装置的锯切机,根据不同的尺寸棒料锯切进行不同的供液,即可保证锯切的质量,又能减少资源浪费。
32.(5)本发明的一种下料方式包括棒料翻转装置、下料架和电磁桁架,棒料翻转装置设置有滚子装置和翻转装置,滚子装置实现棒料的定位输送,翻转装置利于实现棒料整体同水平翻转到下料架中;电磁桁架设置有三轴移动装置,将移动到下料架末端的棒料搬运到成品筐中。
33.(6)本发明的另一种下料方式包括棒料翻转装置、下料架、料架输送辊道和桁架,棒料翻转装置将成品棒料盛满下料架;桁架通过三轴移动装置将下料架上半部分与成品棒料搬运到成品筐中,并将料架输送辊道输送的料架上半部分输送到下料架上;通过各部分的整体配合完成棒料的高效运输。
附图说明
34.构成本发明的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
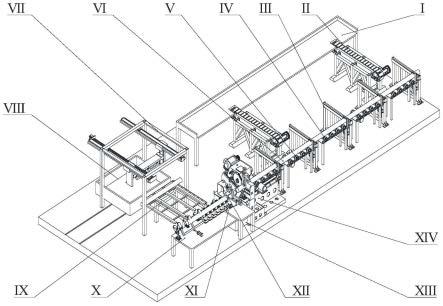
35.图1是本发明实施例一整体示意图;
36.图2是本发明实施例一整体俯视图;
37.图3是本发明实施例一上料装置示意图;
38.图4是本发明实施例一棒料输送带侧视图;
39.图5是本发明实施例一棒料输送带主视剖视图;
40.图6是本发明实施例一棒料定位装置主视图;
41.图7是本发明实施例一棒料定位装置侧视图;
42.图8是本发明实施例一滚子装置侧视剖视图;
43.图9是本发明实施例一动力辊道示意图;
44.图10是本发明实施例一动力辊道主视剖视图;
45.图11是本发明实施例一电磁桁架示意图;
46.图12是本发明实施例一电磁桁架主视剖视图;
47.图13是本发明实施例一电磁桁架底部剖视图;
48.图14是本发明实施例一下料架示意图;
49.图15是本发明实施例一下料架主视图;
6、气缸,xvi-7、轨道,xvi-8、电动机,xvi-9、连接块,xvi-10、叉具,xvi-11、z轴架,xvi-12、y轴架,xvi-13、连接架,xvi-14、丝杠,xvi-15、轨道,xvi-16、滑块法兰。
具体实施方式
70.实施例一:
71.本实施例提供了一种用于长度直径可调节的棒料锯切生产线,如图1和图2所示,包括拆包台i、棒料输送带ii、棒料定位装置iii、动力辊道iv、辊道v、棒料vi、电磁桁架vii、成品筐viii、下料架ix、棒料翻转装置x、料尾微调装置xi、微量润滑装置xii、锯切装置xiv;
72.其中,拆包台i、棒料输送带ii、棒料定位装置iii、动力辊道iv和辊道v构成上料系统,拆包台i一侧设置至少两个棒料输送带ii,棒料输送带ii的输出端间隔设置多个棒料定位装置iii,相邻棒料定位装置iii之间设置辊道v或动力辊道iv,且辊道v和动力辊道iv交替设置。
73.上料系统的输出端依次设置锯切装置xiv、料尾微调装置xi、棒料翻转装置x,棒料翻转装置x一侧依次设置下料架ix和电磁桁架vii,电磁桁架vii下方设置成品筐viii;电磁桁架vii、成品筐viii、下料架ix、棒料翻转装置x构成下料系统;料尾微调装置xi、微量润滑装置xiii和锯切装置xiv构成微量润滑工况下的棒料锯切过程。
74.上料系统如图3所示,辊道v和动力辊道iv用于输送棒料vi,棒料vi为长圆柱形金属材料,成捆通过吊车进入车间,放置到拆包台i上。其中,棒料输送带ii的传输方向垂直于拆包台i长度方向,辊道v传输方向与棒料输送带ii的传输方向垂直。
75.由拆包台i承载棒料vi拆包时的冲击力,拆包台i上平面设置为斜平面,拆包后,棒料vi在重力的作用下平铺在拆包台i表面,滚动到棒料输送带ii上。棒料输送带ii将棒料vi输送到棒料定位装置iii上。定位后,通过动力辊道iv和辊道v输送到锯切装置xiv的锯切位置。
76.如图4和图5所示,棒料输送带ii包括底座ii-1、整体支架ii-2、齿轮ii-3、承载板ii-4、链条ii-5、电动机ii-6、链条ii-7、支架ii-8、齿轮组ii-9和齿轮ii-10,底座ii-1安装于整体支架ii-2底部,与地面相接,其余各部件安装在整体支架ii-2上。
77.齿轮ii-3为从动齿轮,与齿轮组ii-9的主动齿轮ii-9-7通过链条ii-5连接,链条ii-5表面依次固定有多个承载板ii-4。在本实施例中,承载板ii-4为矩形板。齿轮ii-10与齿轮组ii-9中的齿轮ii-9-4通过链条ii-7相连,齿轮ii-9-4与主动齿轮ii-9-7通过轴ii-9-3连接;齿轮ii-10连接电动机ii-6,通过电动机ii-6驱动齿轮ii-10旋转,在链条ii-7、齿轮组ii-9以及链条ii-5的作用下实现承载板ii-4运动,从而带动落在承载板ii-4上的棒料vi,完成对金属棒料的运输。
78.如图6-图7所示,棒料定位装置iii包括整体支架iii-1、气缸iii-2、升降板iii-3、气缸iii-6、滚子装置iii-7、连接架iii-9、滚子装置iii-12等,整体支架iii-1为矩形框架结构,气缸iii-2安装在整体支架iii-1上,气缸杆与升降板iii-3通过螺纹连接,升降板iii-3位于整体支架iii-1一侧。轨道iii-4安装于升降板iii-3内侧(靠近整体支架iii-1的一侧),轨道iii-4与安装在整体支架iii-1上的滑块法兰iii-5组成滑轨,通过气缸iii-2伸缩实现升降板iii-3升降。
79.升降板iii-3外侧通过气缸iii-6与连接架iii-9连接,连接架iii-9内侧安装轨道
iii-10,轨道iii-10与安装在升降台iii-3上的滑块法兰iii-8组成滑轨,通过气缸iii-6伸缩实现连接架iii-9升降。
80.连接架iii-9底部安装滚子装置iii-12,滚子装置iii-12对应于整体支架iii-11一端上方,整体支架iii-11顶部安装有与滚子装置iii-12相对的滚子装置iii-7,滚子装置iii-7和滚子装置iii-12之间形成棒料vi容纳空间。
81.如图8所示,滚子装置iii-7包括两个对称安装的滚子单元,滚子单元包括滚子iii-7-8、底座iii-7-2,在本实施例中,底座iii-7-2的横截面为直角三角形结构,以形成倾斜面,两滚子单元的倾斜面相对设置;该倾斜面通过轴承座iii-7-4安装滚子iii-7-8,滚子iii-7-8通过其中心的转轴iii-7-7与轴承座iii-7-4连接;两个滚子iii-7-8形成v型结构,实现对棒料vi外圆的自定位。
82.滚子装置iii-12的结构与滚子装置iii-7相同,其滚子同样形成v型结构,二者的区别在于滚子装置iii-12的滚子尺寸小于滚子装置iii-7的滚子iii-7-8尺寸。通过滚子装置iii-7和滚子装置iii-12配合,不仅对棒料vi进行定位,并在棒料vi轴向运输的过程中减少摩擦。
83.整体支架iii-1顶部安装有弧形架iii-11,弧形架iii-11的横截面为圆弧形,沿整体支架iii-1长度方向延伸,棒料vi通过棒料输送带ii进入棒料定位装置iii先通过弧形架iii-11与升降板iii-3接触;由于弧形架iii-11为圆弧形,减小棒料vi在沿棒料定位装置iii移动的摩擦。
84.气缸iii-6的气缸杆收缩带动连接架iii-9和滚子装置iii-12下降,通过滚子装置iii-12的v型面进行定位;定位后,气缸iii-2的气缸杆收缩带动棒料vi下降,与滚子装置iii-7接触。
85.如图9所示,动力辊道iv包括支撑架、v型滚子iv-7和驱动机构,支撑架由支撑板iv-9和安装于支撑板iv-9底部的多个辊道腿iv-1构成,支撑板iv-9表面安装多个v型滚子iv-7,v型滚子iv-7通过轴iv-8与轴iv-8连接,各v型滚子iv-7沿支撑板iv-9长度方向间隔分布。
86.位于一端的v型滚子iv-7连接驱动机构,本实施例的驱动机构采用链条传动机构,即包括电动机iv-2、与电动机iv-2相连的主动齿轮iv-3,主动齿轮iv-3通过链条iv-4连接从动齿轮iv-6,从动齿轮iv-6通过轴iv-5连接轴承座iv-10。
87.如图10所示,由端盖iv-4和轴肩限制从动齿轮iv-6的轴向移动,由轴套iv-13和轴肩限制轴承的轴向移动;轴套iv-12和轴肩限制v型滚子iv-7的轴向移动。
88.辊道v与动力辊道iv结构相似,只是没有动力装置,以从动辊道输送棒料vi。棒料定位装置iii定位棒料vi后,升降板iii-3下降使料棒vi落到动力辊道iv,由动力辊道iv和辊道v对棒料vi进行轴向输送。
89.如图21所示,锯切装置xiv包括送料辊道xiv-1、锯切机支架xiv-2、锯切机xiv-3、夹具xiv-4,送料辊道xiv-1结构与动力辊道iv结构相同,安装于锯切机支架xiv上,并与上料系统衔接。锯切机xiv-3与滑轨滑动连接于锯切机支架xiv-2上,锯切机xiv-3位于送料辊道xiv-1一侧;通过油缸控制锯切机xiv-3锯切进给。夹具xiv-4安装在锯切机支架xiv-2上,位于送料辊道xiv-1的输出端,对棒料vi锯切时进行夹紧。
90.具体的,如图22和图23所示,夹具xiv-4包括夹具座xiv-4-1、气缸xiv-4-6、压紧板
xiv-4-7、前v型块xiv-4-8、后v型块xiv-4-9、下料道xiv-4-11等,夹具座xiv-4-1安装在锯切机支架xiv-2上,气缸座xiv-4-4安装在夹具座xiv-4-1顶部,气缸xiv-4-6安装在夹具座xiv-4-1顶部,气缸杆与压紧板xiv-4-7相连,压条xiv-4-5安装在气缸座xiv-4-4,形成用于压紧板xiv-4-7滑动的轨道槽。气缸xiv-4-6、压紧板xiv-4-7、压条xiv-4-5组成升降机构。
91.压紧板xiv-4-7底端与前v型块xiv-4-8和后v型块xiv-4-9连接,前v型块xiv-4-8和后v型块xiv-4-9间隔设置,且二者的v型开口朝下;前v型块xiv-4-8和后v型块xiv-4-9表面镶装耐磨材料xiv-4-2。前v型座xiv-4-3和后v型座xiv-4-10安装在夹具座xiv-4-1上,且前v型座xiv-4-3与前v型块xiv-4-8对应,后v型座xiv-4-10与后v型块xiv-4-9对应,前v型座xiv-4-3和后v型座xiv-4-10的v型开口向上,且表面镶装耐磨材料xiv-4-2。
92.夹具座xiv-4-1一侧设置倾斜的下料道xiv-4-11,下料道xiv-4-11沿v型座的布置方向设置;下料道xiv-4-11顶端与夹具座xiv-4-1固定。下料道xiv-4-11由倾斜板及固定于倾斜板两侧的挡板组成。
93.锯切时,棒料vi由送料辊道xiv-1运输,红外线位移传感器x-2对棒料vi确定位置后,气缸xiv-4-6启动,压紧板xiv-4-7下降将棒料vi夹紧,由于前v型座xiv-4-3、前v型块xiv-4-8、后v型座xiv-4-10和后v型块xiv-4-9都为v型,可自适应不同直径棒料vi的夹紧,夹紧前由各种滚子装置对不同直径棒料vi进行自定位。
94.微量润滑装置xii安装于锯切机xiv-3上,为锯切机xiv-3工作时提供微量润滑工况。如图20所示,微量润滑装置xii包括气体过滤器xii-1、气泵xii-3、箱体xii-4、油箱xii-5、油泵xii-6等,油泵xii-6和气泵xii-3安装于箱体xii-4内,箱体xii-4顶部安装油箱xii-5,油箱xii-5与油泵xii-6相连。
95.油泵xii-6底部连接输油管xii-7和输出管xii-8,输油管xii-7和输出管xii-8通过油气混合装置xii-9连接,油气混合装置xii-9可采用三通阀;气泵xii-3将加压后的气体通过输气管xii-10输送到油气混合装置xii-9中。油气混合装置xii-9通过输气管xii-10连接气泵xii-3,气泵xii-3与安装于箱体xii-4外侧的气体过滤器xii-1连接,气体过滤器xii-1安装气压表xii-2,用于检测系统气压。
96.油箱xii-5的微量润滑油通过输油管xii-7先进入油泵xii-6中,油泵xii-6给予动力,将油输送给油气混合装置xii-9,将微量润滑油与气体混合喷入工作区间,为工作起到润滑效果。
97.微量润滑技术为一种准干式润滑技术,它采用的切削液为绿色植物油基,不仅不会对人体造成危害,且不会污染环境,可以进行生物分解,微量润滑方式能够满足锯切加工的要求,保证加工质量,且不造成污染。
98.如图18和图19所示,料尾微调装置xi对棒料vi锯切到尾部时对棒料进行最后的微调,料尾微调装置xi包括支架xi-1、上v型块xi-7、下v型块xi-9、水平移动机构、上下移动机构,水平移动机构包括气缸xi-12、轨道xi-11,支架xi-1上安装轨道xi-11,轨道xi-11通过滑块法兰xi-14安装夹钳主体xi-13,夹钳主体xi-13一侧连接气缸xi-12,通过气缸xi-12带动夹钳主体xi-13沿轨道xi-11长度方向移动。轨道xi-11的设置方向与上料系统的传输方向一致。
99.夹钳主体xi-13一侧固定有下v型块xi-9,下v型块xi-9上方设置上v型块xi-7,上v型块xi-7和下v型块xi-9的v型开口朝向彼此设置,且二者表面分布设有耐磨材料xi-8,以
减少加工过程中的表面磨损。
100.上v型块xi-7连接上下移动机构,上下移动机构包括气缸xi-2和连杆机构,气缸xi-2通过安装板xi-3连接于夹钳主体xi-13另一侧,连杆机构包括与气缸xi-2连接的第四连杆xi-4,第四连杆xi-4与第五连杆xi-5的一端铰接,第五连杆xi-5的另一端与第六连杆xi-6铰接。在本实施例中,第六连杆xi-6为l型结构,第六连杆xi-6一端与上v型块xi-7固定;第五连杆xi-5倾斜设置。
101.如图16和图17所示,棒料翻转装置x包括支架x-1、红外线位移传感器x-2、旋转滚子组件、固定滚子组件,旋转滚子组件和固定滚子组件分别设置多组。在本实施例中,旋转滚子组件设置三组,固定滚子组件设置六组;可以理解的,在其他实施例中,旋转滚子组件和固定滚子组件的个数可以根据棒料长度适应性调整。
102.旋转滚子组件和固定滚子组件沿支架x-1长度方向间隔布置,固定滚子组件设于旋转滚子组件一侧,旋转滚子组件另一侧安装红外线位移传感器x-2,用于检测成品棒料vi的位置。固定滚子组件包括底座x-11、安装于底座x-11的滚子装置x-10;旋转滚子组件包括旋转支座x-12、安装于旋转支座x-12的滚子装置x-4,旋转支座x-12连接推动机构,且旋转支座x-12底部一端与底座x-13转动连接,底座x-13与支架x-1固定;通过推动机构能够改变旋转支座x-12与支架xi-1上表面的角度。
103.滚子装置x-4、滚子装置x-10结构与滚子装置iii-7的结构相同,尺寸不同。
104.推动机构包括气缸xi-2和连杆机构,气缸xi-2通过连杆机构与各旋转支座x-12,连杆机构包括与气缸杆相连的第一连杆x-7,第一连杆x-7与气缸杆同轴设置,每个旋转支座x-12分别与第二连杆x-3连接,即第二连杆x-3与旋转支座x-12一一对应,且第二连杆x-3与旋转支座x-12铰接。
105.位于中间的第二连杆x-3与第一连杆x-7铰接,该第二连杆x-3与其两侧的第二连杆x-3分别通过第三连杆x-5相连。通过气缸x-6为棒料翻转装置x提供动力。工作时,棒料vi锯切完成后轴向进入棒料翻转装置x中,通过滚子装置x-10的减磨作用下进入到滚子装置x-4,红外线位移传感器x-2确定位置,棒料vi反转后可进入到下料架ix上。红外线位移传感器x-2对总控系统发出信号,驱动气缸x-6作用通过连杆机构,使得滚子装置x-4翻转,翻转到一定角度后,棒料vi在重力作用下进入下料架ix中。
106.下料架ix位于棒料翻转装置x一侧,如图14和图15所示,下料架ix包括整体架ix-1、梯形挡板ix-2、棒料承载板ix-3、连接板ix-4、连接板ix-5、定位钉ix-6和斜面承载板ix-7,下料架ix分为上半部分和下半部分,是用于成品棒料vi运输过程中的一个过渡装置。
107.整体架ix-1顶部安装斜面承载板ix-7,斜面承载板ix-7的顶面为倾斜面,下料架ix的上半部分设置在斜面承载板ix-7上,使得下料架ix上半部分呈斜向放置,便于成品棒料vi通过重力作用滚落到下料架ix末端。
108.下料架ix上半部分包括连接板ix-4和棒料承载板ix-3,以连接板ix-4的布置方向为横向,棒料承载板ix-3的布置方向呈纵向,通过多个连接板ix-4和棒料承载板ix-3形成网格结构。棒料承载板ix-3用于承载和运输成品棒料vi,棒料承载板ix-3的一端具有台阶,各棒料承载板ix-3的台阶通过连接板ix-5相连。梯形挡板ix-2安装在整体架ix-1末端,并与斜面承载板ix-7相连,支撑于连接板ix-5底面。
109.下料架i一侧安装多个定位钉ix-6,定位钉ix-6沿棒料承载板ix-3长度方向间隔
分布,定位钉ix-6组成下料架ix的下半部分,通过梯形挡板ix-2和定位钉ix-6对下料架ix上半部分进行定位。
110.电磁桁架vii位于下料架i的一侧,如图11-图13所示,电磁桁架vii包括整体框架vii-1、电磁铁vii-2、y轴架vii-3、滑块法兰vii-4、轨道vii-5、x轴架vii-6、连接架vii-7、轨道vii-8、z轴架vii-9、电动机vii-10、丝杠vii-11、连接块vii-12、支架vii-13、连接架vii-14、v型块vii-15和电动机vii-16。
111.整体框架vii-1底部安装连接架vii-7,连接架vii-7间隔设置两个,且连接架vii-7沿x轴方向延伸;连接架vii-7底部固定x轴架vii-6,x轴架vii-6两侧对称安装轨道vii-5,两轨道vii-5与z轴架vii-9滑动连接,z轴架vii-9可沿x轴移动。z轴架vii-9底部安装y轴架vii-3,两间隔设置的y轴架vii-3之间通过轨道vii-8和滑块法兰vii-4的配合组成z轴升降的滑轨。
112.其中一个x轴架vii-6连接支架vii-13,通过支架vii-13安装丝杠传动机构。丝杠传动机构包括电动机vii-10、与电动机vii-10相连的丝杠vii-11,连接块vii-12安装在z轴架vii-9上,与丝杠vii-11进行螺纹传动。
113.如图12所示,y轴架vii-3底部通过连接架vii-14安装v型块vii-15,电磁铁vii-2安装在v型块vii-15上表面。y轴架vii-3的z轴升降过程通过丝杠传动机构实现,依靠电动机vii-16提供动力。
114.电磁桁架vii对下料架ix输送过来的棒料vi进行搬运,首先对电磁铁vii-2进行通电,对v型块vii-15施加磁力,对棒料vi进行吸附,v型面对棒料外圆进行定位。通过电动机vii-10实现装置x轴移动,移动到成品筐上方,电动机vii-16驱动装置z轴下降,电磁铁vii-2断电,将棒料vi放置到成品筐viii内。通过电动机vii-16与电动机vii-10运行配合,将电磁桁架vii抓取位置运行到初始位置。
115.本实施例的工作原理为:
116.吊车将成捆棒料vi将放置到拆包台i上,将成捆棒料vi拆开,棒料vi平铺在拆包台i上,通过拆包台i的斜平面,棒料vi通过重力滚到棒料输送带ii上,棒料输送带ii的电动机ii-6通过链轮链条带动承载板ii-4转动。转动的承载板ii-4带动棒料vi向棒料定位装置iii输送,在棒料输送装置ii的末端安装有传感器,检测通过一根棒料vi经过棒料输送装置ii进入棒料定位装置iii后,电动机ii-6停止运转。在上一根棒料vi锯切完成后,电动机ii-6重启运转,运输下一根棒料vi,并重复上述运行过程。
117.棒料vi进入棒料定位装置iii中,通过弧形架iii-11进入到升降板iii-3上表面;气缸iii-6启动带动滚子装置iii-12对棒料vi进行定位;定位后,气缸iii-2启动,升降板iii-3下降,棒料vi与滚子装置iii-7接触定位。滚子装置iii-7的两滚子iii-7-8斜表面与动力辊道iv的v型滚子iv-7斜表面斜率相同。棒料vi下降后,与动力辊道iv和辊道v的v型滚子iv-7表面接触并进行定位;定位后,电动机iv-2启动,通过链轮链条装置对动力进行传动,带动棒料vi进行轴向进给。
118.棒料vi在动力辊道iv作用下,进入锯切装置xiv的送料辊道xiv-1,送料辊道xiv-1对棒料vi进行输送;在锯切装置xiv的末端位移传感器与棒料vi首端接触,送料辊道xiv-1与动力辊道iv的电动机停止运转,夹具xiv-4的气缸xiv-4-6启动,前v型块xiv-4-8和后v型块xiv-4-9压下,夹具xiv-4将棒料vi进行夹紧。夹紧后,锯切机xiv-3对棒料vi进行锯切料
头;料头锯切后,位移传感器移开,气缸xiv-4-6启动,前v型块xiv-4-8和后v型块xiv-4-9抬升,送料辊道xiv-1与动力辊道iv的电动机启动,棒料vi轴向移动,料头通过下料道xiv-4-11进入到废料筐xiii。
119.由安装在棒料翻转装置x末端的红外线位移传感器x-2对棒料vi输送过程中位移进行检测。料头去除后的棒料vi向前进给进入棒料翻转装置x,滚子装置x-10承载棒料vi。棒料vi在滚子装置x-10的滚子滚动作用下,以极小摩擦向前行驶。红外线位移传感器x-2检测棒料vi移动需锯切长度后,重复上述运动,对棒料vi进行夹紧和锯切;锯切完成后,锯切后别的棒料vi继续向前进给,并推动成品棒料向前进给。
120.当成品棒料进入到滚子装置x-4,红外线位移传感器x-2检测棒料vi到达锯切长度,气缸x-6启动,对成品棒料进行翻转,使成品棒料进入下料架ix中,并通过重力作用滚动到末端。在棒料vi锯切到料尾后,送料辊道xiv-1无法输送后,由料尾微调装置xi进行调整。首先,气缸xi-2通过连杆机构带动上v型块xi-7下降,与下v型块xi-9夹紧棒料;之后,通过气缸xi-12对棒料vi进行微调,使棒料vi进入指定位置,锯切装置xiv进行锯切,单根棒料vi完成锯切。锯切完成后,下一根棒料通过上料装置开始上料,并重复上述过程。
121.电磁桁架vii对棒料vi进行搬运,首先电磁桁架的手爪通过电动机vii-16带动进行z轴下降,对成品棒料进行吸附,并通过v型面对成品棒料进行定位;吸附后,手爪z轴上升,升高到指定位置后,电动机vii-10启动,通过滚珠丝杠机构进行x轴搬运,到达成品筐viii上方。手爪z轴下降,将棒料vi放置到成品筐viii内。通过控制系统对成品棒料在成品筐viii中进行多层错位放置。装满后,由成品筐viii下方的agv小车根据电磁轨道驶出车间,并装载空的成品筐viii进入车间。
122.实施例二:
123.本实施例提供了一种用于长度直径可调节的棒料锯切生产线,其与实施例一的区别在于下料系统的布置方式不同,如图24所示,下料系统包括成品筐viii、下料架ix、棒料翻转装置x、料尾微调装置xi、料架输送辊道xv和桁架xvi,桁架xvi设置于棒料翻转装置x一侧,桁架xvi该端下方设置下料架ix,下料架ix一侧设置成品筐viii,桁架xvi远离棒料翻转装置x的一端下方设置料架输送辊道xv。
124.如图25所示,料架输送辊道xv包括底板xv-2、安装于底板xv-2底部的多个辊道腿xv-1,底板xv-2上表面沿其长度方向设置两列滚子xv-4,且滚子xv-4外侧设置外安装板xv-5,内侧设置内安装板xv-3,外安装板xv-5、内安装板xv-3沿底板xv-2长度方向设置,并与底板xv-2垂直;各滚子xv-4与外安装板xv-5、内安装板xv-3转动连接。
125.底板xv-2一端安装挡板xv-6,外安装板xv-5和内安装板xv-3形成的滚子安装区域分别对应一个挡板xv-6。滚子xv-4用于运输下料架ix的上半部分,挡板xv-6安装在底板xv-2的末端,用于定位下料架ix的上半部分。两内安装板xv-3之间中间留有空隙,便于桁架xvi对下料架ix上半部分进行搬运。
126.桁架xvi与实施例一中电磁桁架vii的区别在于,桁架xvi安装有叉具xvi-10,叉具xvi-10相对安装有两组。具体的,如图26-图28所示,桁架xvi包括整体框架xvi-1、轨道xvi-2、支架xvi-3、x轴架xvi-4、滑块法兰xvi-5、气缸xvi-6、轨道xvi-7、电动机xvi-8、连接块xvi-9、叉具xvi-10、z轴架xvi-11、y轴架xvi-12、连接架xvi-13、丝杠xvi-14、轨道xvi-15和滑块法兰xvi-16。
127.x轴架xvi-4通过连接件与整体框架xvi-1连接,轨道xvi-2安装在x轴架xvi-4的两侧组成z轴架xvi-11的轨道,支架xvi-3安装在整体框架xvi-1上。滑块法兰xvi-5安装在y轴架xvi-12上,与安装在z轴架xvi-11上的轨道xvi-7相对应。电动机xvi-8安装在支架xvi-3上,与丝杠xvi-14相连。连接块xvi-9安装在z轴架xvi-11,传递电动机xvi-8传递给丝杠xvi的动力给z轴架xvi-11。气缸xvi-6安装在y轴架xvi-12上,气缸杆与连接架xvi-13相连,连接架xvi-13连接两侧叉具xvi-10。轨道xvi-15安装在y轴架xvi-12上,与安装在叉具xvi-10的滑块法兰xvi-16相对应。气缸xvi-6、叉具xvi-10、y轴架xvi-12和连接架xvi-13组成桁架xvi的手爪。桁架xvi安装有相对应的两叉具xvi-10,用于插取下料架ix的上半部分。
128.叉具xvi-10只要能够起到叉取作用即可,在本实施例中,叉具xvi-10由多个水平板构成。
129.本实施例的下料与实施例一中棒料翻转装置x对成品棒料翻转相同,但成品棒料进入下料架xi后,进行等待;当下料架xi多根成品棒料盛满后,通过桁架xvi对下料架xi的上半部分和多根成品棒料进行搬运。
130.首先手爪z轴下降,下降到指定位置后,气缸xvi-6推动叉具xvi-10进入到下料架xi的上半部分底部;z轴上升,将下料架xi的上半部分和成品棒料抬起;之后进行x先后移动,移动到成品筐viii上方,将下料架xi的上半部分和成品棒料放入到成品筐viii中;之后桁架位移到料架输送辊道xv上方,将输送来的下料架上半部分搬运到下料架xi处,并对其定位放置,再通过翻转装置x进行成品棒料翻转,重复上述过程,将成品筐viii装满,并由agv小车运输,完成下料。
131.以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1