长管胀径装置及胀径方法与流程
1.本发明涉及长管胀径领域,具体涉及一种长管胀径装置及胀径方法。
背景技术:
2.减振器主要用来抑制弹簧吸振后反弹时的振荡及来自路面的冲击。在经过不平路面时,虽然吸振弹簧可以过滤路面的振动,但弹簧自身还会产生往复运动,而减振器就是用来抑制这种弹簧跳跃的。车用传统双筒减振器主要包括橡胶衬套总成、吊环、底盖、底阀总成、活塞总成、活塞杆、工作缸、贮油缸、导向器、油封和减振器油等部分。减振器上、下两端相对运动时,液压油经过一定的阀系通道产生节流,在阀的两端存在压差而形成阻尼力,进而实现减振器的阻尼特性。
3.轿车后减振器有的贮油缸缸筒直径不需要设计成粗细不同的两部分,但是有的车型根据设计需要则必须要设计成粗细不同的两部分,以便尽量借用已有成熟的零部件,减少如油封、导向器和弹簧盘等零部件的开发,当需要设计成这种结构时,对粗细两部分的同轴度要求就非常高,一般来说,同轴度要求不超过0.6mm,否则产品将很容易在侧向力的频繁作用下造成活塞杆和工作缸偏磨,而导致减振器早期失效。
4.在对该管子胀径生产中,基于现有的设备设计的胀径工装,包括胀径模、退料机构、下定位座和粗定位工装四部分,加工出来的该贮油缸同轴度水平远远超出技术要求的≤0.6mm,大部分都在3~6mm之间,甚者有达到8mm的,为了满足产品的性能要求,就必须要对a操作工胀径完成后的贮油缸进行人工矫正,利用一台简易的丝杆压力机,由b操作工负责取件放到压力机台面的两块v型支撑上,c、d两个人操纵压力机手柄旋转丝杆下压贮油缸中部,压一次后,b用百分表检测一下,是否达到要求,如果矫正时压过头了,还要绕轴线旋转180度再次下压矫正,往往一个件需要反复矫正多次,甚者需要反复五六次,实际上由于管子壁薄,要想矫正到同轴度满足≤0.6mm的范围,也是非常困难的。
技术实现要素:
5.鉴于以上现有技术的缺点,本发明提供一种长管胀径装置及胀径方法,以改善现有的胀径装置胀径后的贮油缸同轴度水平无法满足技术要求的技术问题。
6.为实现上述目的及其它相关目的,本发明提供一种长管胀径装置。包括:胀管模,所述胀管模与液压机上工作台面相对固定;下模具,所述下模具与液压机下工作台面相对固定,所述下模具包括导向退料器、下模固定板、定位芯轴,所述下模各部件间由连接装置相对固定;所述导向退料器上设有导向退料孔,所述导向退料孔与所述胀管模间隙配合,所述导向退料孔与所述胀管模的最小间隙大于零;所述下模固定板固定在液压机下工作台面上,所述下模固定板上设有第一长孔,待胀工件经由第一长孔套在所述定位芯轴上。
7.于本技术一实施例中,所述连接装置包括有光杠、套筒,所述光杠由上而下依次贯穿固定有导向退料器的导向退料固定板、下模固定板、固定有定位芯轴的芯轴固定板,所述光杠的两端均设有外螺纹,所述光杠两端螺纹连接有第一螺母;所述光杠外壁套有若干段
套筒,所述套筒限定导向退料固定板、下模固定板、芯轴固定板之间的距离。
8.于本技术一实施例中,所述胀管模包括有胀模基体、胀模工作部、导向部;所述胀模基体的端部设有安装台阶,设有所述安装台阶的端部还设有胀模内螺纹孔;所述胀模工作部轴向设有贯穿胀模工作部的胀模安装孔,所述胀模安装孔套设有所述安装台阶上;所述胀模工作部包括有圆柱区、圆台区,所述圆柱区的直径与所述胀模基体的直径相同,所述圆台区靠近所述导向部;所述导向部的主体直径与所述圆台区远离圆柱区的端部直径相同,所述导向部的一端设有胀模外螺纹杆,所述胀模外螺纹杆与所述胀模内螺纹孔相配合;所述导向部的另一端设有锥形导向头,所述锥形导向头与所述导向部主体之间设有弧形过渡区。
9.于本技术一实施例中,所述锥形导向头的端部设有导向内螺纹孔,所述导向内螺纹孔与所述胀模内螺纹孔旋向相同,所述导向内螺纹孔内设有第一紧固螺栓。
10.于本技术一实施例中,所述下模具还包括有v型块及固定所述v型块的第一固定板,所述第一固定板上设有第二长孔,所述v型块与所述定位芯轴配合用于粗定位所述待胀工件。
11.于本技术一实施例中,所述第一长孔与所述第二长孔均为腰型孔,所述待胀工件沿第一长孔端壁顶点与第二长孔端壁顶点的连线移动后套在定位芯轴上。
12.于本技术一实施例中,所述v型块的v型区域设有磁铁,所述磁铁吸附所述待胀工件,所述待胀工件的端部套于所述定位芯轴、侧壁由所述磁铁吸附时,所述待胀工件轴线与胀管模轴线重合。
13.于本技术一实施例中,所述第一长孔的宽度不小于待胀工件胀径后直径的二倍。
14.于本技术一实施例中,所述第一螺母设有径向开口槽,所述第一螺母轴向设有通过径向开口槽的防松螺纹孔,所述防松螺纹孔内设有防松螺栓。
15.本技术还提供一种长管胀径方法,切断,将来料切断为合适长度的待胀工件;粗车,待胀工件的两端进行粗车;胀管,待胀工件进行胀管,所述胀管使用上述任一项所述的长管胀径装置;精车,对胀管后的工件进行端部精车;胀三凸包,对工件进行胀三凸包。
16.结合现有技术,本发明的有益效果在于:
17.现有的胀径装置定位基准差、胀径模连接结构不合理等问题,导致胀径后的贮油缸同轴度水平低于产品的技术要求。工件胀径后需要人工进行调整校正,浪费大量的时间,生产效率低下。
18.本技术通过将导向退料器、下模固定板、定位芯轴进行相对固定,保证了下模具各部件之间的同轴度。将原工装的四部分改为两部分,有效的降低了各工装之间装配要求,提高了装配精度。通过在导向退料器上设置导向退料孔,一方面便于进行胀径后的退料,另一方面保证了胀管模与下模具之间的同轴度,从而有效的提高了工件胀径区与未胀径区的同轴度。
附图说明
19.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以
根据这些附图获得其他的附图。
20.图1为现有的长管胀径装置示意图;
21.图2为现有的丝杠压力机示意图;
22.图3为本技术一示例性实施例结构示意图;
23.图4为本技术一示例性胀管模结构示意图;
24.图5为本技术一示例性导向退料区域结构示意图;
25.图6为本技术一示例性下模固定板示意图;
26.图7为本技术一示例性v型块区域结构示意图;
27.图8为本技术一示例性定位芯轴结构示意图;
28.图9为本技术一示例性连接装置部分结构示意图;
29.图10为本技术一示例性待胀工件加工放置示意图。
30.元件标号说明
31.100、胀管模;110、胀模基体;111、安装台阶;112、胀模内螺纹孔;120、胀模工作部;121、胀模安装孔;122、圆柱区;123、圆台区;130、导向部;131、胀模外螺纹杆;132、锥形导向头;133、弧形过渡区;134、导向内螺纹孔;135、第一紧固螺栓;140、胀模固定板;150、胀模安装部;200、下模具;210、导向退料器;211、导向退料孔;212、导向退料固定板;220、下模固定板;221、第一长孔;230、定位芯轴;231、芯轴固定板;232、弧形连接部;240、连接装置;241、光杠;242、套筒;243、第一螺母;244、防松螺纹孔;245、防松螺栓;246、贯穿孔;247、径向开口槽;248、垫片;250、v型块;251、第一固定板;252、磁铁;253、第二长孔;300、待胀工件;400、上工作台面;500、下工作台面。
具体实施方式
32.以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其它优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。还应当理解,本发明实施例中使用的术语是为了描述特定的具体实施方案,而不是为了限制本发明的保护范围。下列实施例中未注明具体条件的试验方法,通常按照常规条件,或者按照各制造商所建议的条件。
33.当实施例给出数值范围时,应理解,除非本发明另有说明,每个数值范围的两个端点以及两个端点之间任何一个数值均可选用。除非另外定义,本发明中使用的所有技术和科学术语与本技术领域的技术人员对现有技术的掌握及本发明的记载,还可以使用与本发明实施例中所述的方法、设备、材料相似或等同的现有技术的任何方法、设备和材料来实现本发明。
34.须知,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
35.请参阅图1~图2,图1为现有的长管胀径装置示意图,图2为现有的丝杠压力机示意图。现有的设备设计的胀径工装,包括胀径模、退料机构、下定位座和粗定位工装四部分,
加工出来的该贮油缸同轴度水平远远超出技术要求的≤0.6mm,大部分都在3~6mm之间,甚者有达到8mm的,为了满足产品的性能要求,就必须要对a操作工胀径完成后的贮油缸进行人工矫正,利用一台简易的丝杆压力机,由b操作工负责取件放到压力机台面的两块v型支撑上,c、d两个人操纵压力机手柄旋转丝杆下压贮油缸中部,压一次后,b用百分表检测一下,是否达到要求,如果矫正时压过头了,还要绕轴线旋转180度再次下压矫正,往往一个件需要反复矫正多次,甚者需要反复五六次,实际上由于管子壁薄,要想矫正到同轴度满足≤0.6mm的范围,也是非常困难的。
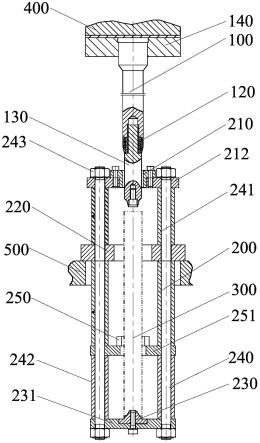
36.请参阅图3,图3为本技术一示例性实施例结构示意图,本技术请求保护一种长管胀径装置,以解决现有的胀径装置,定位不准、结构不合理,导致胀径区域与未胀径区域的同轴度精度不能满足精度要求,需要反复修改、生产效率低下的问题。
37.长管胀径装置主要包括胀管模100,下模具200,其中胀管模100可拆卸固定在液压机的上工作台面400上,下模具200可拆卸固定在液压机的下工作台面500上。
38.请参阅图4,图4为本技术一示例性胀管模100的结构示意图。胀管模100依次包括有胀模安装部150、胀模基体110、胀模工作部120、导向部130;
39.胀模安装部150与胀模固定板140配合使用,通过胀模固定板140与液压机的上工作台面400相固定,实现胀管模100的安装。在本技术一示例性实施例中,液压机的上滑台为正方形轮廓,胀模固定板140的轮廓为同规格正方形轮廓,上滑台的后侧固定两块直角型定位块,为快速对中安装提供便利。当进行胀管模100的安装时,只需要将胀模固定板140推送到直角型定位块处,即可实现对胀管模100的定位,再进行固定。现有的装夹、调校过程要超过三十分钟,改进后的胀管模100装夹、调校仅需要几分钟即可,大大的节约了更换模具的时间,提高工作效率。
40.胀模基体110为胀管模100各部分提供连接支撑,本技术一实施例中,胀模基体110的直径与胀模工作部120尾部的直径相同。现有的胀管模100各部分为一体成型,为了方便加工、节约成本,胀模基体110的直径远远小于胀模工作部120尾部,胀径后的工件因为缺少了持续支撑,导致胀径后的区域发生收缩变形弯曲。本技术的胀模基体110直径与胀模工作部120尾部直径相同,为了防止胀模基体110对胀径后的内壁划伤,又避免胀径后的工件发生收缩、弯曲,本技术一示例性实施例中,胀模基体110的直径略小于胀模工作部120直径0.1~0.3mm,有效的为胀径后的工件提供支撑,避免胀径后的工件发生严重收缩变形,提高了工件的加工质量。本技术一实施例中,胀模基体110与胀模工作部120的连接处设有安装台阶111,方便胀模工作部120安装,端部还设有胀模内螺纹孔112。
41.胀模工作部120为对待胀工件300进行胀径的直接工作部。为了保证胀模工作部120的持续使用,延长使用寿命,本技术的胀模工作部120使用硬质合金材料,其硬度达到hrc58~62,表面光洁度可达到表面光洁度可达到ra0.2,既提高了胀管模100的使用寿命,又减少了胀径后工件内部划痕。胀模工作部120包括有胀模安装孔121、圆柱区122、圆台区123,胀模安装孔121轴向贯穿胀模工作部120,通过胀模安装孔121使得胀模工作部120套设在胀管模100的安装台阶111上,方便进行胀模工作部120的装配。圆台区123为直径光滑过度的区域,圆台区123对待胀工件300进行胀径,圆柱区122首先对胀径后的工件提供支撑,刚胀径后的工件收缩力最大,圆柱区122的设计减少了胀模基体110的受力,对胀模基体110的材料要求更低,降低生产成本。
42.导向部130提供为胀管模100提供导向,保障加工时待胀工件300处于合适的位置。导向部130靠近胀模基体110的一端为胀模外螺纹杆131,胀模外螺纹杆131与胀模内螺纹孔112相配合。为了方便对胀模工作部120进行安装,设置胀模内螺纹孔112,套设胀模工作部120时,胀模内螺纹孔112处被压缩,从而方便胀模工作部120安装。安装完成后,需要保证装配强度,通过将胀模外螺纹杆131拧入到胀模内螺纹孔112内,对胀模基体110提供支撑,既方便拆装胀模工作部120,又保证了胀模工作部120的装配强度。在本技术一实施例中,胀模外螺纹杆131涂抹螺纹锁固胶后拧入到胀模内螺纹孔112内,防止在长期工作后,胀模外螺纹杆131与胀模内螺纹孔112之间发生松动,减少维保次数。
43.导向部130的远离胀模外螺纹杆131的一端设有锥形导向头132,锥形导向头132更便于导向部130插入到待胀工件300的管内。锥形导向头132与导向部130主体之间设有弧形过渡区133,弧形过渡区133相较于现有的平头结构,可以避免将材料卷掖进管内,导致工件报废的问题。本技术一实施例中,锥形导向头132处设有轴向的导向内螺纹孔134,导向内螺纹孔134与胀模内螺纹孔112旋向相同,导向内螺纹孔134内螺纹连接有第一紧固螺栓135,作为优选,第一紧固螺栓135为内六角螺栓。胀模外螺纹杆131需要拧入到胀模内螺纹孔112内,为了方便受力,避免拧动时损坏导向部130外表面,通过第一紧固螺栓135拧入,可以避免损坏导向部130的外表面。
44.下模具200包括有导向退料器210、下模固定板220、v型块250、定位芯轴230、连接装置240,连接装置240将下模具200各部件进行连接固定;
45.请参阅图5,图5为本技术一示例性导向退料区域结构示意图。导向退料器210装配在导向退料固定板212上,导向退料器210上设有贯穿的导向退料孔211,导向退料孔211与胀模基体110间隙配合,最小间隙大于零,最大间隙小于胀管后工件的壁厚。在进行下模具200的定位安装时,通过胀管模100向下移动可以自由通过导向退料孔211,便于确定下模具200的安装位置,一方面可以提高定位精度,另一方面方便下模具200的安装。当胀管模100对待胀工件300进行胀径后,工件紧紧的套在胀管模100上,胀管模100脱离导向退料孔211时,工件被导向退料器210限制与胀管模100分离,便于加工后取下工件。
46.请参阅图6,图6为本技术一示例性下模固定板220示意图。下模具200在装配到液压机的下工作台面500时,下模具200的大部分区域会设置在下工作台面500的下方。下模固定板220上设有第一长孔221,待胀工件300由第一长孔221处插入到下模具200内,本技术一实施例中,第一长孔221为腰型孔。下模固定板220上设有两个贯穿孔246,以方便连接装置240进行连接。
47.请参阅图7,本技术一示例性v型块250区域结构示意图。v型块250固定在第一固定板251上,第一固定板251上设有两个贯穿孔246,以方便连接装置240进行连接,第一固定板251上设有第二长孔253,第二长孔253为待胀工件300插入下模具200第二个通过的孔,本技术一实施例中,第二长孔253为腰型孔。
48.请参阅图10,图10为本技术一示例性待胀工件300加工放置示意图为了便于对待胀工件300进行放置,当待胀工件300依次通过第一长孔221的上端点、第二长孔253的上端点后,待胀工件300会套在定位芯轴230上。本技术一实施例中,上端点为腰型孔靠近工人站位区的一端顶点,即腰型孔弧形区域中部的顶点。
49.本技术一示例性实施例中,v型块250上镶嵌有磁铁252,当待胀工件300插入到定
位芯轴230上后,磁铁252带待胀工件300进行吸附,吸附位置偏向于工人站位区的后侧,即待胀工件300由定位芯轴230靠近工人站位区的一侧,吸附转动向远离工人站位区的一侧,并基本保持与胀管模100同轴。当待胀工件300插入后,工人向后推送待胀工件300,待胀工件300与磁铁252距离靠近,从而被磁铁252吸附,在待胀工件300向后转动的过程中,在重力作用下,待胀工件300会进一步的套在定位芯轴230上,待胀工件300的轴线与胀管模100的轴线进一步接近重合,便于导向部130插入到待胀工件300内。
50.请参阅图8,图8为本技术一示例性定位芯轴230结构示意图。定位芯轴230固定在芯轴固定板231上,芯轴固定板231的两侧设有贯穿孔246以方便连接装置240连接。定位芯轴230的顶面设有弧形连接部232,以便于待胀工件300插在定位芯轴230上,定位芯轴230的底部设有大于主体直径的限位部,对待胀工件300进行限位。
51.本技术一实施例中,连接装置240包括有两根光杆、六根套筒242,光杠241依次贯穿导向退料固定板212、下模固定板220、第一固定板251、芯轴固定板231上的贯穿孔246,光杠241的两端均设有外螺纹,外螺纹上螺纹连接有第一螺母243。套筒242分别设置在导向退料固定板212与下模固定板220之间、下模固定板220与第一固定板251之间、第一固定板251与芯轴固定板231之间,用于限制各固定板之间的距离。
52.请参与图9,图9为本技术一示例性连接装置240部分结构示意图。为了防止使用过程中连接松动,在第一螺母243的侧壁设置径向开口槽247,端部攻丝有通过径向开口槽247的防松螺纹孔244,防松螺纹孔244内螺纹连接有防松螺栓245,本技术一实施例中,防松螺栓245与第一螺母243之间防止垫片248。通过设置防松螺纹孔244和防松螺栓245,让螺母产生自锁力,有效的防止第一螺母243松动。本技术一实施例中,防松螺纹孔244为m6规格,第一螺母243与光杆外螺纹的扭矩超过120n.m,有效的保证连接的牢固度。
53.本技术还请求保护一种长管胀径方法,现有的胀径方法是首先对来料进行切断,然后粗车端面,胀三凸包,然后进行胀管、矫正,最后进行端面的精车,这是由于现有技术的胀管时间最长,如果先进行胀管,胀三凸包一旦造成工件损坏,就会浪费大量的胀管时间。
54.通过上述长管胀径装置,有效的缩短了胀管的时间,提高了胀管的良品率,为了提高产品的生产效率,减少不必要的浪费,本技术请求保护的长管胀径方法包括:
55.步骤一、对来料进行切断,获得合适长度的待胀工件300;
56.步骤二、对待胀工件300的两端进行粗车,使得端面与待胀工件300轴线垂直,提高胀管的同轴精度;
57.步骤三、胀管,胀管使用上述任一项的的长管胀径装置,提高胀管的良品率;
58.步骤四、精车,对工件的两端进行精车,保证工件成品长度精度要求;
59.步骤五、胀三凸包,在设计位置按要求的形状尺寸,由内而外对管子胀型,加工出三凸包,用以固定金属弹簧托盘。
60.在本技术一示例性实施例中,在步骤一后增加粗洗步骤,目的清楚切断的碎屑,服务粗车。
61.本技术一示例性实施例中,在步骤二后首先进行精洗,对管子除油污、除碎屑、防锈处理,以避免粗车产生的少许铁碎屑影响后续工序。
62.本技术一示例性实施例中,步骤四后再次进行精洗,对管子除油污、除碎屑、防锈处理。
63.通过本技术的长管胀径装置,可以有效的提高胀管的良品率,缩短胀管时间,胀三凸包成为了耗时最长的工序。因此将胀三凸包放置在最后一工序,从而减少不必要的时间浪费。
64.本发明一种长管胀径装置及胀径方法,具有提高了换模效率、提高了同轴度精度、有效提高了生产效率有益效果。所以,本发明有效克服了现有技术中的一些实际问题从而有很高的利用价值和使用意义。上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1