一种电机端盖的车削加工方法与流程
1.本发明涉及机械领域,具体是一种电机端盖的车削加工方法。
背景技术:
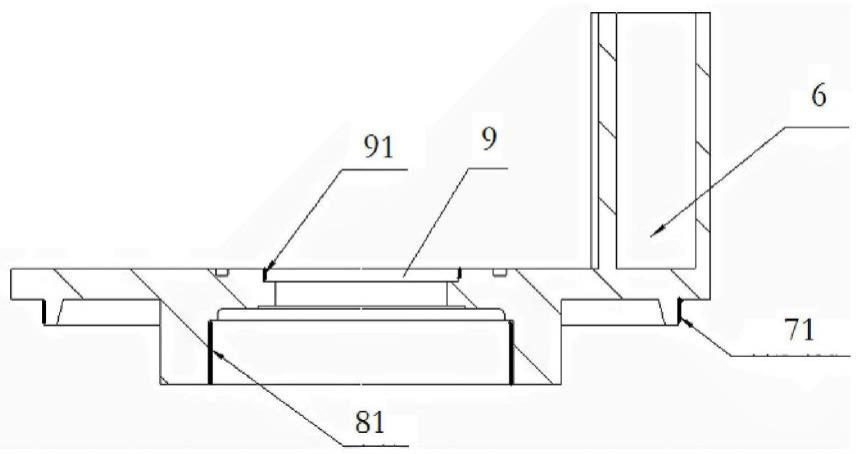
2.近年来国内及国际市场的发展对电机的精度要求越来越高,为提高核心竞争力,要求对电机加工精度进行提升。煤矿井下用隔爆型三相异步电动机的端盖结构如图1所示,端盖上端固定设置接线盒,端盖中间为油封孔,端盖下端为轴承室,轴承室的外侧为与基座对接止口;需要车削加工油封孔内径、与基座对接止口外径及轴承室内径;如果先加工这些位置,则后期接线盒与端盖焊接引起的变形会影响这些加工位置的精度,因此,需要先将接线盒焊接在端盖上;而端盖焊接了接线盒,车削加工时,夹头夹在轴承室外侧的圆柱体上,端盖旋转一方面会造成偏心、另一方面,接线盒旋转会产生离心力,该离心力会造成接线盒向外翻转,进而造成与基座对接止口位置的变化,影响加工精度。
技术实现要素:
3.为解决上述技术问题,本发明的目的是提供一种电机端盖的车削加工方法,利用特制的车削胎具进行加工,步骤如下:
4.(1)在端盖上焊接接线盒;
5.(2)在端盖上另外一侧与接线盒对应的位置焊接3个端盖焊柱,端盖焊柱位于和端盖同心的圆弧上,端盖焊柱的上端设置螺孔,将配重工装通过螺钉固定在端盖焊柱上;
6.(3)将笼式固定座套装在接线盒及配重工装上,扭紧紧固螺栓;
7.(4)车床夹头夹持在轴承室外圆柱上,开始车削加工油封孔内径、与基座对接止口外径及轴承室内径。
8.所述特制的车削胎具,包括端盖焊柱、配重工装及笼式固定座;所述端盖焊柱对称设置在与接线盒对称方向的同心圆上,焊柱上端设置螺纹孔,配重工装为圆弧形,配重工装下端设置与端盖焊柱对应的通孔,螺栓穿过所述通孔将配重工装和端盖焊柱固定成一体;笼式固定座包括环形体,环形体的内侧与配重工装和接线盒抵接;环形体设置对称的凹槽,凹槽的两端侧壁上设置横向连板,横向连板的末端设置纵向连板,紧固螺栓将两个纵向连板固定成一体。
9.所述环形体的上端设置加工通孔,所述加工通孔的直径大于油封的直径。
10.所述环形体的内侧深度与接线盒高度一致。
11.紧固螺栓的轴线和过接线盒对称轴、配重工装对称轴、端盖圆心的直线平行。
12.本发明的优点是:克服了车削加工时由于接线盒所产生的偏心力,同时克服了旋转所产生的离心力所造成的接线盒向外翻转的趋势,进而保证了与基座对接止口的加工精度。
附图说明
13.图1为端盖与接线盒的连接关系示意图;
14.图2为本发明的结构示意图;
15.图3为端盖与接线盒的连接关系立体示意图;
16.图4为图2的俯视图;
17.图5为端盖焊柱位置示意图;
18.图中,1为端盖,2为配重工装,3为端盖焊柱,4为紧固螺栓,5为笼式固定座5,6为接线盒,7为与基座对接止口,8为轴承室,9为油封孔,10为螺钉,11为横向连板,12为纵向连板,51为凹槽,52为加工通孔,71为与基座对接止口外径,81为轴承室内径,91为油封孔内径。
具体实施方式
19.下面结合附图具体说明本发明,如图所示,车削胎具包括端盖焊柱3、配重工装2及笼式固定座5;所述端盖焊柱对称设置在与接线盒对称方向的同心圆上;如图5所示,本实施例的端盖焊柱为3个,位于和端盖1同一个圆心的同心圆上,且和接线盒6对称设置;
20.焊柱上端设置螺纹孔,配重工装2包括和端盖同心的圆弧形,且圆弧形的外端和端盖的侧面为同一个圆;圆弧形的下端设置3个通孔,所述通孔和端盖焊柱对应;螺钉10穿过所述通孔将配重工装2固定在端盖焊柱3上;
21.笼式固定座5包括环形体,环形体的内侧与配重工装2和接线盒6抵接;环形体设置对称的凹槽51,凹槽的两端侧壁上设置横向连板11,横向连板的末端设置纵向连板12,纵向连板设置通孔,紧固螺栓4穿过所述通孔将两个纵向连板固定成一体。
22.为便于车刀加工,所述环形体的上端设置加工通孔52,所述加工通孔的直径大于油封孔的直径。
23.为便于加工与基座对接止口7,所述环形体的内侧深度与接线盒高度一致。
24.优选地,紧固螺栓4的轴线和过接线盒6对称轴、配重工装2对称轴、端盖圆心的直线m平行。
25.本发明的结构由焊接螺柱,配重工装及笼式固定座等组成。利用在接线盒反向均布焊接三处焊接螺柱用来连接配重工装,通过焊接螺柱连接配重工装,焊接螺柱与配重工装通过紧固螺栓拧紧;笼式固定座将配重工装与接线盒整体固定。理想状态配重工装与接线盒通过笼式固定座紧固形成一个整体,当端盖和工装一起装卡在车床上,工件旋转时分力平衡,加工后工件未发现出现轴承室及对接止口椭圆现象。
26.车削加工步骤如下:
27.(1)在端盖上焊接接线盒;
28.(2)在端盖上另外一侧与接线盒对应的位置焊接3个端盖焊柱,端盖焊柱位于和端盖同心的圆弧上,端盖焊柱的上端设置螺孔,将配重工装通过螺钉固定在端盖焊柱上;
29.(3)将笼式固定座套装在接线盒及配重工装上,扭紧紧固螺栓;
30.(4)车床夹头夹持在轴承室外圆柱上,开始车削加工油封孔内径、与基座对接止口外径及轴承室内径。
31.本使用车胎的优点:1.克服了端盖高接线盒带来的偏心问题。通过在反向装配重
工装得以解决2.利用笼式固定座将工件在加工时旋转造成的离心力抵消。3.结构简单,当投入生产后,适合多次使用,易于装配。4.降低操作者劳动强度及废品率,提高产品质量,缩短生产生产周期。
技术特征:
1.一种电机端盖的车削加工方法,其特征在于:利用特制的车削胎具进行加工,步骤如下:(1)在端盖上焊接接线盒;(2)在端盖上另外一侧与接线盒对应的位置焊接3个端盖焊柱,端盖焊柱位于和端盖同心的圆弧上,端盖焊柱的上端设置螺孔,将配重工装通过螺钉固定在端盖焊柱上;(3)将笼式固定座套装在接线盒及配重工装上,扭紧紧固螺栓;(4)车床夹头夹持在轴承室外圆柱上,开始车削加工油封孔内径、与基座对接止口外径及轴承室内径。所述特制的车削胎具,包括端盖焊柱、配重工装及笼式固定座;所述端盖焊柱对称设置在与接线盒对称方向的同心圆上,焊柱上端设置螺纹孔,配重工装为圆弧形,配重工装下端设置与端盖焊柱对应的通孔,螺栓穿过所述通孔将配重工装和端盖焊柱固定成一体;笼式固定座包括环形体,环形体的内侧与配重工装和接线盒抵接;环形体设置对称的凹槽,凹槽的两端侧壁上设置横向连板,横向连板的末端设置纵向连板,紧固螺栓将两个纵向连板固定成一体。2.根据权利要求1所述的电机端盖的车削加工方法,其特征在于:所述环形体的上端设置加工通孔,所述加工通孔的直径大于油封的直径。3.根据权利要求1所述的电机端盖的车削加工方法,其特征在于:所述环形体的内侧深度与接线盒高度一致。4.根据权利要求1所述的电机端盖的车削加工方法,其特征在于:紧固螺栓的轴线和过接线盒对称轴、配重工装对称轴、端盖圆心的直线平行。
技术总结
本发明公开一种电机端盖的车削加工方法,利用特制的车削胎具进行加工,步骤如下:(1)在端盖上焊接接线盒;(2)在端盖上另外一侧与接线盒对应的位置焊接3个端盖焊柱,端盖焊柱位于和端盖同心的圆弧上,端盖焊柱的上端设置螺孔,将配重工装通过螺钉固定在端盖焊柱上;(3)将笼式固定座套装在接线盒及配重工装上,扭紧紧固螺栓;(4)车床夹头夹持在轴承室外圆柱上,开始车削加工油封孔内径、与基座对接止口外径及轴承室内径;所述特制的车削胎具,包括端盖焊柱、配重工装及笼式固定座;本发明的优点是:克服了车削加工时由于接线盒所产生的偏心力,同时克服了旋转所产生的离心力所造成的接线盒向外翻转的趋势,保证了加工精度。保证了加工精度。保证了加工精度。
技术研发人员:翟广 张思思 夏青 王成伟
受保护的技术使用者:抚顺煤矿电机制造有限责任公司
技术研发日:2022.07.27
技术公布日:2022/9/20
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1