一种有效降低170方12m连铸坯双高棒直轧能耗的方法与流程
1.本发明属于钢铁生产技术领域,涉及一种有效降低170方12m连铸坯双高棒直轧能耗的方法。
背景技术:
2.目前国内外已有的长材产线无加热炉连铸直轧,一般都是棒材、线材产线,连铸方坯断面一般都是165mm
×
165mm
×
10m以内,在直轧辊道上安装电磁感应加热装置,通过均温补热的工艺,通常将钢坯加热到所需的加热温度,然后通过输送辊道送至轧钢厂,进行轧制。其工艺流程一般为铸机—电磁感应—输送辊道—高压水除鳞—轧制。存在占地大、能耗高、效率低等问题,尤其是目前限电双控的大背景下,电耗成本过高、产量低而难以量产的问题更加突出。因断面170方12m连铸坯的断面大、长度长,易出现头、尾温差差异较大,不利于轧制,且容易产生弯钢,也无法轧制。
3.现有技术中,如公开号为cn114669598a的中国专利,公开了一种连铸16m方坯直轧棒材的方法,切后传送阶段中,在直轧辊道上安装电磁感应加热装置,将钢坯加热到920℃~940℃,控制电磁感应加热装置的升温速率为7℃/s~10℃/s,且钢坯的通条温差控制在35℃以下;提高直轧辊道的传送速度至4m/s~5m/s,在直轧辊道上设置保温罩,采用保温罩包裹覆盖钢坯,对钢坯进行保温隔热;将钢坯在辊道上的等待位置设置在保温罩内部;本申请通过优化生产工艺,优化工艺步骤与工艺参数等,实现了连铸16m方坯直轧棒材,氧化烧损降低到0.3%,直轧后煤气消耗降为0m3,16米钢坯每吨钢节省的煤气可发电58kw
·
h,加热炉停止运行后吨钢节省电量大约3kw
·
h。但其仍采用的是电磁感应加热装置,电耗成本较高。
技术实现要素:
4.有鉴于此,本发明的目的在于解决170方12m连铸坯双高棒直轧能耗问题,提供一种有效降低170方12m连铸坯双高棒直轧能耗的方法。
5.为达到上述目的,本发明提供如下技术方案:
6.一种有效降低170方12m连铸坯双高棒直轧能耗的方法,连铸坯尺寸规格为170mm
×
170mm
×
12m,连铸坯在火切机和定尺之间未切断前,利用天然气、氧气进行补热处理,将连铸坯加热到1000℃~1030℃,且方坯的头尾温差控制在25℃以下。
7.进一步,天然气用量要求为:480nm3/h,压力﹥0.2mpa,氧气用量要求:960nm3/h,压力﹥0.2mpa,根据补热效果调整每流的流量大小。
8.进一步,连铸采用6机6流方坯连铸机,每流间距1.25m,连铸拉速控制2.4~3.2m/min。
9.进一步,在定尺后设置切后保温辊道,6流连铸坯被切断后,由控制系统自动确定发钢次序,按轧钢需要的时间间隔每5s逐一进入翻钢机辊道,钢坯经过翻钢机后汇集保温辊道,传送至直轧辊道,控制直轧辊道速度为4.0~5.5m/s。
10.进一步,对于弯钢,经直轧辊道进入矫直机进行矫直处理,控制方坯总弯曲度≤100mm,然后进入加热炉出炉悬臂辊,后经加热炉出炉辊道送入轧机进行轧制,入轧前钢坯温度≥950℃。
11.本发明的有益效果在于:
12.本发明实现了170mm
×
170mm
×
12m方坯低能耗,双高棒直轧稳定生产,减少加热炉氧化烧损0.5%,直轧后煤气消耗降为0m3,可以降低能耗约0.8gj/t。
13.本发明的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可以从本发明的实践中得到教导。本发明的目标和其他优点可以通过下面的说明书来实现和获得。
附图说明
14.为了使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作优选的详细描述,其中:
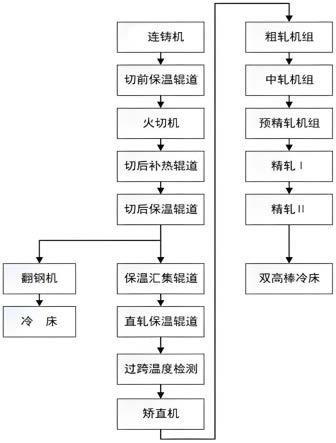
15.图1为本发明实施例中的工艺流程图。
具体实施方式
16.以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。需要说明的是,以下实施例中所提供的图示仅以示意方式说明本发明的基本构想,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。
17.其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本发明的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
18.本发明实施例的附图中相同或相似的标号对应相同或相似的部件;在本发明的描述中,需要理解的是,若有术语“上”、“下”、“左”、“右”、“前”、“后”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此附图中描述位置关系的用语仅用于示例性说明,不能理解为对本发明的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
19.请参阅图1,为生产公称直径为φ12~φ22mm的hrb400e双高棒产线的工艺流程图,其采用本发明降低能耗的方法,具体实施如下:
20.(1)采用6机6流方坯连铸机,每流间距1.25m,连铸拉速控制在2.6m/min,连铸坯规格170mm
×
170mm
×
12m。
21.(2)连铸坯在火切机和定尺之间未切断前,利用天然气、氧气进行补热处理,天然气用量要求:480nm3/h,压力﹥0.2mpa,氧气用量要求:960nm3/h,压力﹥0.2mpa,根据补热效
果可调整每流的流量大小,将连铸坯加热到1000℃~1030℃,且方坯的头尾温差控制在25℃以下。
22.(3)并在定尺后设置切后保温辊道,6流连铸坯被切断后,由计算机自动确定发钢次序,按轧钢需要的时间间隔每5s逐一进入翻钢机辊道,钢坯经过翻钢机后汇集保温辊道,传送至直轧辊道,控制直轧辊道速度4.5m/s。
23.(5)对于弯钢,经直轧辊道进入矫直机进行矫直处理,要求方坯总弯曲度≤100mm,然后进入加热炉出炉悬臂辊,后经加热炉出炉辊道送入轧机进行轧制,入轧前钢坯温度960℃~980℃。
24.通过本发明中的方法实现了170mm
×
170mm
×
12m方坯低能耗,双高棒直轧稳定生产,减少加热炉氧化烧损0.5%,直轧后煤气消耗降为0m3,可以降低能耗约0.8gj/t。
25.最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
技术特征:
1.一种有效降低170方12m连铸坯双高棒直轧能耗的方法,其特征在于:连铸坯尺寸规格为170mm
×
170mm
×
12m,连铸坯在火切机和定尺之间未切断前,利用天然气、氧气进行补热处理,将连铸坯加热到1000℃~1030℃,且方坯的头尾温差控制在25℃以下。2.根据权利要求1所述的有效降低170方12m连铸坯双高棒直轧能耗的方法,其特征在于:天然气用量要求为:480nm3/h,压力﹥0.2mpa,氧气用量要求:960nm3/h,压力﹥0.2mpa,根据补热效果调整每流的流量大小。3.根据权利要求1所述的有效降低170方12m连铸坯双高棒直轧能耗的方法,其特征在于:连铸采用6机6流方坯连铸机,每流间距1.25m,连铸拉速控制2.4~3.2m/min。4.根据权利要求3所述的有效降低170方12m连铸坯双高棒直轧能耗的方法,其特征在于:在定尺后设置切后保温辊道,6流连铸坯被切断后,由控制系统自动确定发钢次序,按轧钢需要的时间间隔每5s逐一进入翻钢机辊道,钢坯经过翻钢机后汇集保温辊道,传送至直轧辊道,控制直轧辊道速度为4.0~5.5m/s。5.根据权利要求4所述的有效降低170方12m连铸坯双高棒直轧能耗的方法,其特征在于:对于弯钢,经直轧辊道进入矫直机进行矫直处理,控制方坯总弯曲度≤100mm,然后进入加热炉出炉悬臂辊,后经加热炉出炉辊道送入轧机进行轧制,入轧前钢坯温度≥950℃。
技术总结
本发明属于钢铁生产技术领域,涉及一种有效降低170方12m连铸坯双高棒直轧能耗的方法,连铸坯尺寸规格为170mm
技术研发人员:刘金花 罗军 杨华 向浪涛 张修宁 张贺 舒可 徐跃 王田 姜颖 杜大松
受保护的技术使用者:重庆钢铁股份有限公司
技术研发日:2022.07.27
技术公布日:2022/10/27
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1