一种提高N50铠甲焊缝强度的焊接方法
一种提高n50铠甲焊缝强度的焊接方法
技术领域
1.本发明涉及聚变堆超导磁体用铠甲焊接领域,具体是一种提高n50铠甲焊缝强度的焊接方法。
背景技术:
2.未来聚变堆用高场超导磁体具有强磁场、大电流、高负载等特点。铠装电缆导体(cicc)是建造聚变堆磁体的首选导体,由外不锈钢铠甲和内超导电缆构成。铠甲是整个磁体运行过程中的主要承载部件,在4.2k超低温的磁体运行条件下,要求其具有高强度和高韧性。由于单根铠甲长度限制,必须对铠甲进行对接焊接,因此铠甲焊接接头的性能至关重要,一般要求接头的抗拉强度达铠甲母材的90%以上。
3.目前,优化的新型含高氮元素的奥氏体不锈钢n50铠甲材料,在4.2k下其抗拉强度可达1800mpa,满足未来聚变用高场磁体铠甲材料的应用需求。然而,对于此类添加高氮元素的不锈钢铠甲而言,传统的钨极全氩气保护铠甲焊接方法不能使其焊缝满足强度要求。这是因为传统焊接方法在焊接过程中会造成焊缝区域氮元素损失问题,从而导致焊缝强度大幅度下降。
4.为实现n50铠甲在聚变领域应用,必须保证其焊接接头的强度满足要求。如何调控焊缝区域氮元素的固溶度,保证氮元素的焊接固溶强化作用,成为迫切需要解决的难题。因此,急需发明一种提高n50铠甲焊缝强度的焊接方法来实现n50铠甲的实际应用,确保铠甲接头的稳定连接。
技术实现要素:
5.本发明目的是提供一种提高n50铠甲焊缝强度的焊接方法。所述焊接方法为一种提高n50铠甲焊接接头强度的焊接方法,解决传统铠甲焊接方法造成n50铠甲焊缝强度性能不足的缺点。
6.本发明的焊接方法实现的原理是将含高氮元素的奥氏体不锈钢n50铠甲在氮气和氩气的混合保护气氛中实现对接连接,通过调控氮气分压来弥补n50铠甲焊缝氮元素损失问题,在高温下加强金属原子的运动即原子间的扩散能力,从而获得在4.2k及室温下具有高强度及高韧性的焊接接头。
7.本发明是通过以下技术方案实现的:
8.一种提高n50铠甲焊缝强度的焊接方法,所述的n50铠甲材料中c的质量百分含量<0.01%,si的质量百分含量<0.4%,mn的质量百分含量控制在4%~6%,p的质量百分含量<0.005%,s的质量百分含量<0.0015%,cr的质量百分含量控制在21%~25%,ni的质量百分含量控制在7.5%~15.5%,mo的质量百分含量控制在1%~3%,n的质量百分含量控制在0.3%~0.5%,v的质量百分含量《0.3%,nb的质量百分比控制在0.03%-0.1%,al的质量百分比《0.01%,sb、pb、bi、sn、as的质量百分比总和《0.015。
9.一种提高n50铠甲焊缝强度的焊接方法,包括以下步骤:
10.(1)首先对n50铠甲端部进行开坡口处理,所开坡口为i型;
11.(2)清理n50铠甲的坡口端面,得到洁净、无毛刺的连接表面;
12.(3)将两段n50铠甲的坡口端面对接,并用夹具固定进行焊接;
13.(4)焊接前将n50铠甲内预先输送保护气,并于焊接后保持保护气输送,其中,保护气氛成分为n
2-ar混合气;
14.(5)焊接开始电流设置为75a-90a,熄弧电流为10a-20a,钨极行走延迟2.5s,电流缓降延迟10s。
15.步骤(1)中,所述的坡口为i型,且坡口端面位置与铠甲的轴向垂直。
16.步骤(2)中,通过使用丙酮/酒精对n50铠甲表面进行表面清洗后,使用半圆锉对毛刺部位进行修磨,再使用丙酮/酒精清洗。
17.步骤(3)中,n50铠甲不要夹紧,要保证其可以自由转动,对接的n50铠甲端部间隙小于0.1mm,且钨极尖端距离n50铠甲1.1-1.3mm。
18.步骤(4)中,混合气为10%-15%(体积百分比)氮气配90%-85%(体积百分比)氩气,预输送及滞后输送保护气时间为20-30s。
19.与现有技术相比,本发明的优点是:在焊接的全氩气保护气氛中添加氮气可以有效的防止n50铠甲焊缝氮元素损失问题。本焊接方法不需要添加其他焊丝,不用考虑异种材料相融合的问题;本焊接方法得到的焊接接头强度高,室温及4.2k超低温下接头强度均可达母材强度的95%以上。本发明的焊接方法易于实现,可为n50铠甲焊接接头处强度不足问题提供解决方案。
附图说明
20.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
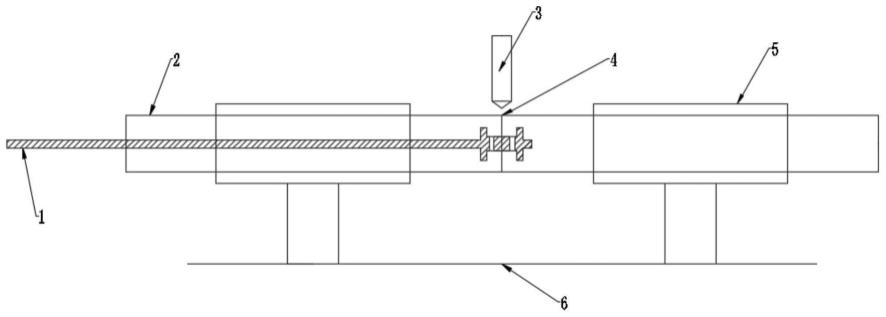
21.图1是n50铠甲焊接示意图。
22.图中,1-混合气通道管;2-n50铠甲;3-钨极;4-间隙;5-夹具;6-工作台基面。
具体实施方式
23.为使本发明的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本发明进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本发明的概念。
24.图1是n50铠甲焊接示意图。如图1所示,一段n50铠甲端面与另一段n50铠甲端面对接,对接间隙4应≤0.1mm,并分别由夹具5固定在工作台基面6上。在n50铠甲2的中心孔内伸入直径为20mm的混合气通道管1,管道的气体出口对准两个铠甲对接处。焊接使用的钨极3尖端部位位于铠甲对接处正上方,与铠甲的距离保持在1.1-1.3mm范围内。
25.在本技术的实施例中,提供了一种提高n50铠甲焊缝强度的焊接方法。将两根由浙江久立特材科技股份有限公司提供的直径为42mm壁厚为2.5mm的n50型不锈钢铠甲(简称
n50铠甲),利用n
2-ar混合气作为焊接保护气的钨极3自动氩弧焊连接方法,以得到高强度的n50铠甲2焊缝,所述n50型不锈钢铠甲具有n50铠甲管,所述铠甲管为混合气通道管1,所述方法包含如下具体步骤:
26.(1)将两根直径为42mm,壁厚为2.5mm的n50型不锈钢铠甲固定在坡口机中,对其端部进行沿径向完全切割,即开i型坡口处理;
27.(2)待n50铠甲的坡口端面切割光滑后,对端面进行清理,用半圆锉/砂纸进行修磨,并用直角尺检查断面坡口处是否垂直,从而得到洁净、无毛刺的连接表面;
28.(3)用蘸取丙酮/酒精的干净纱布对n50铠甲的内外壁进行清洁,直至纱布上未见油污及颗粒物,并用热风枪对端面进行烘干,防止液体残留;
29.(4)用丝绸布将焊接机头擦拭干净,将两根n50铠甲2开过坡口的端面对接,并用夹具5固定在工作台基面6上,保证铠甲可以自由转动,两个n50铠甲2的端部对接间隙4小于0.1mm;
30.(5)将钨极3对准铠甲端面的对接处,并保证钨极3的尖端部位距离n50铠甲2外表面1.1-1.3mm;
31.(6)对n50铠甲2进行焊接,焊接前将n50铠甲管(所述铠甲管为混合气通道管1)内预先20-30s输送10%-15%氮气配90%-85%氩气的保护气,并于焊接后保持20-30s的保护气输送,焊接开始电流设置为75a-90a,熄弧电流为10a-20a,钨极行走延迟2.5s,电流缓降延迟10s,在焊接过程中禁止触碰焊接件及工作台;
32.(7)焊接结束后对焊接接头进行目视检测、通规检测、x射线检测、真空氦捡漏、渗透检测,均合格,室温及4.2k拉伸测试结果显示,接头强度达母材强度的95%以上。
33.本发明未详细阐述部分属于本领域技术人员的公知技术。以上所述的实施例仅是对本发明的优选实施方式进行描述,优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1