球阀自动化装配流水线及其装配方法与流程
本发明涉及阀门,尤其是一球阀自动化装配流水线及其装配方法。
背景技术:
1、阀门是一种流体运输系统中的重要控制部件,它常被连接于管道,通过操作阀门的开合度可以控制管道内流质的流动及控制流质的流动速度。并且,阀门也存在各种各样的类型和功能,按用途分,阀门可以分为关断阀、止回阀、调节阀、真空阀等。关断阀根据其结构的不同又可以分为闸阀、截止阀、隔膜阀、球阀、旋塞阀、蝶阀等等,其中尤以球阀最适合做为开关来控制管道中的流体流动或截断,并且球阀被广泛应用于石油炼制、长运输管线、化工、造纸等行业,以及日常生活之中。
2、球阀,因其阀芯为球形而得名,阀芯即启闭件,球阀的球形阀芯是具有圆柱形通道的球体,球阀的球形阀芯绕垂直于通道的轴线旋转,球形阀芯随阀杆的转动而达到启闭通道的目的。球阀只需以较小的力矩旋转阀杆90°,就能带动阀芯旋转并将其关闭严密,还可以根据需求,装配不同的外部驱动装置来控制其启闭。
3、当球阀旋转90°时,其内部的圆柱形通道与阀体的通道隔离,截断阀体内部的介质流动,当球阀回旋90°时,其内部的圆柱形通道与阀体的通道再次连通,使内部介质恢复流动形成通路。
4、在传统的球阀组装工艺中,大多采用人工的方式来组装球阀的各个部件,在人工组装时,常会因为组装人员的熟练程度而影响生产速度,而不同的组装人员也会有不同的组装速度,使得不同环接的组装速度形成一定的速度差,在经过一定时间后,可能使得某一环节的组装速度无法消耗前一环节产生的半成品,从而形成瓶颈影响生产效率,使得必须再增加组装人员来消除瓶颈,使人员成本上升;同时,不够熟练的组件人员也可能会出现组装错误导致良品率下降,增加返工成本和工时,再进一步,人体不可能全天24小时都进行持续生产,而采用倒班制度维持24小时生产的话,也会损害生产人员的身体健康。
5、另一方面,在传统的球阀组装工艺中往往会用到胶水来粘合密封,而人工进行涂抹胶水几乎无法做到每次都涂抹合适的胶水量,并且涂抹胶水后的球阀半成品也采用等待24小时使其自然凝固,自然凝固需要消耗大量时间,延长了整个生产周期,同时胶水自然凝固时间会因为季节和气温的不同变得不同,使其凝固过程变得不稳定,并且由于涂抹的胶水量未能准确定量,也较难确定胶水是否完全凝固,使后续的步骤存在不确定性。
6、在球阀半成品组装完成后,往往需要检测其密封性是否达到要求,传统方法是将高压气体封入球阀之中,然后将球阀丢入水中,看其是否漏气冒泡,这种方法虽然直观方便,但是在检测后需要额外消耗人力物力进行烘干步骤。
技术实现思路
1、本发明提供了一球阀自动化装配流水线用于装配一球阀,所述球阀自动化装配流水线的优点在于能够全自动或半自动地进行标准化组装所述球阀,使工厂的人工成本能够大大地降低。
2、本发明提供了一球阀自动化装配流水线,所述球阀自动化装配流水线的另一个优点在于其可以进行标准化地进料,以提高其组装速度和准确度。
3、本发明提供了一球阀自动化装配流水线,所述球阀自动化装配流水线的另一个优点在于其可以多工位同时进行流转组装,可以提高组装效率。
4、本发明提供了一球阀自动化装配流水线,所述球阀自动化装配流水线的另一个优点在于其可以不分配人员或只分配较少的人员就可以进行自动化组装生产。
5、本发明提供了一球阀自动化装配流水线,所述球阀自动化装配流水线的另一个优点在于其可以全天24小时持续运行生产。
6、本发明提供了一球阀自动化装配流水线,所述球阀自动化装配流水线的另一个优点在于其具有精准的胶水涂抹装置,减少出现因胶水过多或过少而导致的密封性问题出现。
7、本发明提供了一球阀自动化装配流水线,所述球阀自动化装配流水线的另一个优点在于其具有一烘干设备可以提前烘干被涂抹于球阀的胶水,可以大幅缩短胶水的干燥固化时间,进而缩短生产周期。
8、本发明提供了一球阀自动化装配流水线,所述球阀自动化装配流水线的另一个优点在于其可以自动化地检测所述球阀的半成品,可以精准高效地筛选掉不良半成品,避免不良品售出。
9、本发明提供了一球阀自动化装配流水线,所述球阀自动化装配流水线的另一个优点在于当某个环节出现故障时,所述球阀自动化装配流水线会发出警报通知维护人员,以尽快修复并恢复生产。
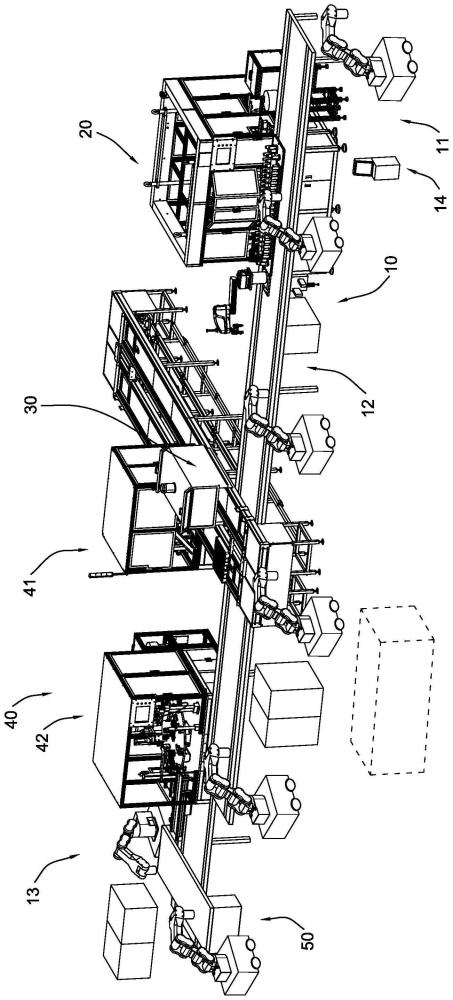
10、本发明提供了一球阀自动化装配流水线用于自动化装配所述球阀,为了实现前述的及其他目的与优点,所述球阀自动化装配流水线包括:
11、一流转设备,所述流转设备供传递物料;
12、一装配设备,所述组装设备供自动化地装配所述球阀的各零部件;
13、一烘干设备,所述流转设备可传输地连接所述组装设备和所述烘干设备;
14、一检测设备,所述流转设备可传输地连接所述烘干设备和所述检测设备;和
15、一包装设备,所述流转设备可传输地连接所述检测设备和所述包装设备。
技术特征:
1.一球阀自动化装配流水线用于自动化地装配一球阀,其特征在于,所述球阀自动化装配流水线包括:
2.根据权利要求1所述的球阀自动化装配流水线,其中,所述球阀自动化装配流水线进一步包括一包装设备,所述流转设备可传输地连接所述检测设备和所述包装设备,所述流转设备可传输地连通所述装配设备、所述烘干设备、所述检测设备和所述包装设备,所述包装设备供自动化地包装所述球阀。
3.根据权利要求1所述的球阀自动化装配流水线,其中,所述流转设备包括一进料单元、一传递单元、一出料单元和一流转控制单元,所述传递单元被可自动化传输地连通于所述装配设备、所述烘干系统、所述检测系统和所述包装设备之间,同时,所述进料单元、所述传递单元和所述出料单元被可自动化控制地连接于所述流转控制单元。
4.根据权利要求1所述的球阀自动化装配流水线,其中,所述装配设备包括一上料单元、一感应单元、一组装单元、一下料单元和一装配控制单元,所述上料单元、所述感应单元、所述组装单元和所述下料单元分别被可自动化控制地连接于所述装配控制单元,同时,所述上料单元、所述感应单元、所述组装单元和所述下料单元分别被可通信地电气连接于所述装配控制单元,且所述装配控制单元被连接至外部的电源和气源。
5.根据权利要求1所述的球阀自动装配流水线,其中,所述烘干系统包括一烘干单元和一烘干控制单元,所述烘干单元被可自动化传输地连接于所述流转设备,同时,所述烘干单元被可自动化控制地连接于所述烘干控制单元。
6.根据权利要求1所述的球阀自动装配流水线,其中,所述检测系统包括一扭矩检测单元和一密封性检测单元,所述扭矩检测单元和所述密封性检测单元分别被可自动化传输地连接于所述流转设备。
7.根据权利要求2所述的球阀自动装配流水线,其中,所述包装设备包括一包装单元和一包装控制单元,所述包装单元被可自动化传输地连接于所述流转设备,同时,所述包装单元被可自动化控制地连接于所述包装控制单元。
8.根据权利要求3所述的球阀自动装配流水线,其中,所述流转设备的所述进料单元包括至少一取料装置和至少一进料装置,所述进料装置被可传输地连接至所述传递单元,所述取料装置被可活动地设置于所述进料装置的附近,同时,所述取料装置与所述进料装置被可通信地连接至所述流转控制单元。
9.根据权利要求3所述的球阀自动装配流水线,其中,所述传递单元进一步包括多个固定框架、多个传递装置和多个承载装置,各所述传递装置分别被可连通地设置于所述固定框架,各所述物料承载装置分别被可移动地设置于各所述传递装置,同时各所述传递装置被可通信地电气连接至所述流转控制单元。
10.根据权利要求3所述的球阀自动装配流水线,其中,所述出料单元进一步包括至少一出料装置和至少一出料平台,所述出料平台被可传输地连接于所述传递单元,所述出料装置被可活动地设置于所述出料平台附近。
11.根据权利要求3所述的球阀自动装配流水线,其中,所述流转控制单元进一步包括多个流转传感器和至少一流转控制器,各所述流转传感器分别被设置于所述进料单元、所述传递单元和所述出料单元的各处,并且各所述流转传感器被可通信地连接至所述流转控制器。
12.根据权利要求4所述的球阀自动装配流水线,其中,所述上料单元进一步包括多个储料装置和多个标准化供料装置,各所述储料装置分别被可存储地设置于所述组装单元周边,各所述标准化供料装置分别被可传输物料地连接于各所述储料装置和所述组装单元之间,且各所述标准化供料装置被可控制地电气连接至所述装配控制单元。
13.根据权利要求4所述的球阀自动装配流水线,其中,所述感应单元进一步包括多个上料传感器和多个组装传感器,各所述上料传感器分别被设置于所述上料单元,各所述组装传感器分别被设置于所述组装单元,同时,各所述上料传感器和各所述组装传感器被可通信地电气连接至所述装配控制单元。
14.根据权利要求4所述的球阀自动装配流水线,其中,所述组装单元包括至少一组装平台、至少一组装装置和至少一供胶装置,所述组装平台、所述组装装置和所述供胶装置分别被可控驱动地连接至所述装配控制单元,所述组装装置被可自动装配地设置于所述组装平台,所述供胶装置被导通地连接于所述组装装置。
15.根据权利要求4所述的球阀自动装配流水线,其中,所述下料单元进一步包括一下料平台和一下料装置,所述下料平台被相邻地设置于所述组装单元附近,所述下料装置被相邻地设置于所述下料平台附近,同时,所述下料平台被可传输地连接于所述流转设备,所述下料装置被可控驱动地连接于所述装配控制单元。
16.根据权利要求4所述的球阀自动装配流水线,其中,所述装配控制单元进一步包括一动作控制模块和一动力模块,所述动作控制模块被可通信地连接至所述感应单元和所述组装单元,且所述上料单元、所述组装单元和所述下料单元分别被可控驱动地连接至所述动作控制模块和所述动力模块。
17.根据权利要求5所述的球阀自动装配流水线,其中,所述烘干单元进一步包括至少一烘干容器和至少一加热装置,所述烘干容器被可通过地连接于所述传递单元的所述传递装置,所述加热装置被可发热地设置于所述烘干容器的内部,且所述加热装置被可控地电气连接至所述烘干控制单元。
18.根据权利要求5所述的球阀自动装配流水线,其中,所述烘干控制单元进一步包括一烘干控制模块和一供能模块,所述烘干控制模块被电气连接至所述烘干单元,所述供能模块被电气连接至所述烘干控制模块和所述烘干单元。
19.根据权利要求6所述的球阀自动装配流水线,其中,所述扭矩检测单元包括至少一扭矩检测平台和至少一扭矩检测装置,所述扭矩检测装置被相邻地设置于所述扭矩检测平台附近。
20.根据权利要求6所述的球阀自动装配流水线,其中,所述密封性检测单元进一步包括至少一预处理装置和一密封性检测装置,所述预处理装置和所述密封性检测装置分别被可传输地连接于所述流转设备。
21.根据权利要求7所述的球阀自动装配流水线,其中,所述包装单元进一步包括一包装平台、至少一包装装置和至少一包装供料装置,所述包装装置被相邻地设置于所述包装平台的附近,所述包装供料装置被可供料地设置于所述包装平台附近,且所述包装装置和所述包装供料装置分别被可控驱动地连接至所述包装控制单元。
22.根据权利要求7所述的球阀自动装配流水线,其中,所述包装控制单元进一步包括多个视觉传感器和一包装控制模块,所述视觉传感器分别被设置于所述包装单元51的周围,且所述视觉传感器被可通信地连接于所述包装控制模块,同时,所述包装单元被可驱动地连接于所述包装控制模块。
23.一球阀自动化装配方法用于一球阀自动化装配流水线供自动化地装配一球阀,其特征在于,所述球阀自动化装配方法包括以下步骤:
24.根据权利要求23所述的球阀自动化装配方法,其中,所述步骤a进一步包括以下步骤:
25.根据权利要求23所述的球阀自动化装配方法,其中,所述步骤b进一步包括以下步骤:
26.根据权利要求23所述的球阀自动化装配方法,其中,所述步骤c进一步包括以下步骤:
27.根据权利要求23所述的球阀自动化装配方法,其中,所述步骤d进一步包括以下步骤:
28.根据权利要求23所述的球阀自动化装配方法,其中,所述步骤e进一步包括以下步骤:
29.根据权利要求26所述的球阀自动化装配方法,其中,所述步骤c2中的静置持续时间为约15分钟。
30.根据权利要求27所述的球阀自动化装配方法,其中,所述步骤c3中的烘干持续时间为约2小时。
31.根据权利要求28所述的球阀自动化装配方法,其中,所述步骤d3中所述密封性检测单元对所述球阀进行两次密封性检测。
技术总结
本发明提供了一球阀自动化装配流水线用于组装一球阀,球阀自动化装配流水线包括一流转设备、一装配设备、一烘干系统、一检测系统和一包装设备,所述流转设备供在各个系统之间传递物料,所述装配设备供自动化地装配所述球阀的各所述零部件;所述烘干系统用于烘干所述球阀半成品,所述检测系统用于检测所述球阀半成品是否符合预期性能并筛选出不良品,所述包装设备用于将合格产品进行打包并储存。
技术研发人员:冯振华
受保护的技术使用者:宁波钰印智能科技有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!