650MPa级超超临界高温钢焊接的焊条及药皮、熔敷金属的制作方法
本申请涉及焊材,尤其涉及一种650mpa级超超临界高温钢焊接的焊条及药皮、熔敷金属。
背景技术:
1、650mpa级超超临界高温钢焊条主要应用于火力发电设备中汽轮机高温气缸的zg12cr9mo1co1nivnbnb铸钢件补焊及结构件的焊接。
2、铸钢件在铸造过程中易出现气孔缺陷,为保证后续使用的安全性,需要将缺陷位置打磨后使用匹配的焊接材料进行补焊。工厂建造施工焊接工作量大,工期紧张,工件结构复杂壁厚最大达到100mm以上,焊缝应力极大。用于铸钢件补焊的焊接材料需要提高焊接效率,并且可以适应大电流焊接;另一方面需要考虑焊条熔覆金属的抗裂性能。因此,如何在保证熔覆金属的抗裂性能的基础上提高大电流焊接时的电弧稳定性和集中性,是目前亟需解决的技术问题。
技术实现思路
1、本申请提供了一种650mpa级超超临界高温钢焊接的焊条及药皮、熔敷金属,以解决现有铸钢件补焊用的焊条在保证熔覆金属的抗裂性能的基础上难以提高大电流焊接时的电弧稳定性和集中性的技术问题。
2、第一方面,本申请提供了一种650mpa级超超临界高温钢焊接的药皮,所述药皮的原料以重量份计包括:
3、菱苦土:39份~43份,萤石:30份~35份,白云石:3份~5份,硅铁:5份~10份,钛酸钠:2份~5份,金属铬粉:10份~15份,氧化铬绿:0.1份~0.4份,铝镁合金:0.1份~0.3份,海藻酸钠:1.5份~2.5份。
4、可选的,所述药皮的原料以重量份计为:
5、菱苦土:40份,萤石:32份,白云石:3.5份,硅铁:7份,钛酸钠:3份,金属铬粉:10份,氧化铬绿:0.3份,铝镁合金:0.2份,海藻酸钠:2份;或,
6、菱苦土:41份,萤石:33份,白云石:4份,硅铁:6份,钛酸钠:4份,金属铬粉:11份,氧化铬绿:0.3份,铝镁合金:0.2份,海藻酸钠:2份。
7、可选的,所述菱苦土中,mgco3的质量占比≥95%、s的质量占比≤0.01%、p的质量占比≤0.02%;和/或,
8、所述萤石中,caf2的质量占比≥98%、sio2的质量占比≤1.0%、c的质量占比≤0.05%、s的质量占比≤0.01%、p的质量占比≤0.02%;和/或,
9、所述白云石中,caco3的质量占比≥50%、mgco3的质量占比≥40%、s的质量占比≤0.03%、p的质量占比≤0.03%;和/或,
10、所述硅铁中,si的质量占比为42%~47%、s的质量占比≤0.02%、p的质量占比≤0.03%、c的质量占比≤0.05%;和/或,
11、所述钛酸钠中,tio2的质量占比≥72%、na2o的质量占比≥16%、s的质量占比≤0.02%、p的质量占比≤0.03%;和/或,
12、所述金属铬粉中,cr的质量占比≥99.9%;和/或,
13、所述铝镁合金中,al和mg的质量占比之和≥97.5%、al的质量占比为47%~53%。
14、可选的,所述菱苦土的颗粒度要求为:-40目的质量占比为100%、-150目的质量占比≤60%;和/或,
15、所述萤石的颗粒度要求为:-40目的质量占比为100%、-150目的质量占比≤60%;和/或,
16、所述白云石的颗粒度要求为:-40目的质量占比为100%、-150目的质量占比≤60%;和/或,
17、所述硅铁的颗粒度要求为:-40目的质量占比为100%;和/或,
18、所述钛酸钠的颗粒度要求为:-80目的质量占比≥95%;和/或,
19、所述金属铬粉的颗粒度要求为:-60目的质量占比为100%;和/或,
20、所述铝镁合金颗的粒度要求为:-80目的质量占比≥95%。
21、第二方面,本申请提供了一种650mpa级超超临界高温钢焊接的焊条,所述焊条包括焊芯以及药皮,所述药皮包覆于所述焊芯,所述药皮为第一方面中任意一项实施例所述的药皮;其中,若所述焊条的直径规格为4.0mm,则所述焊条的最大工作电流为200a;若所述焊条的直径规格为5.0mm,则所述焊条的最大工作电流为240a。
22、可选的,所述焊芯的化学成分以质量分数计包括:
23、c:0.13%~0.16%,mn:0.70%~1.40%,si:0.10%~0.30%,cr:7.0%~8.0%,mo:1.50%~1.70%,v:0.30%~0.40%,nb:0.05%~0.07%,n:0.005%~0.01%,b:0.007%~0.015%,co:0.90%~1.50%以及fe。
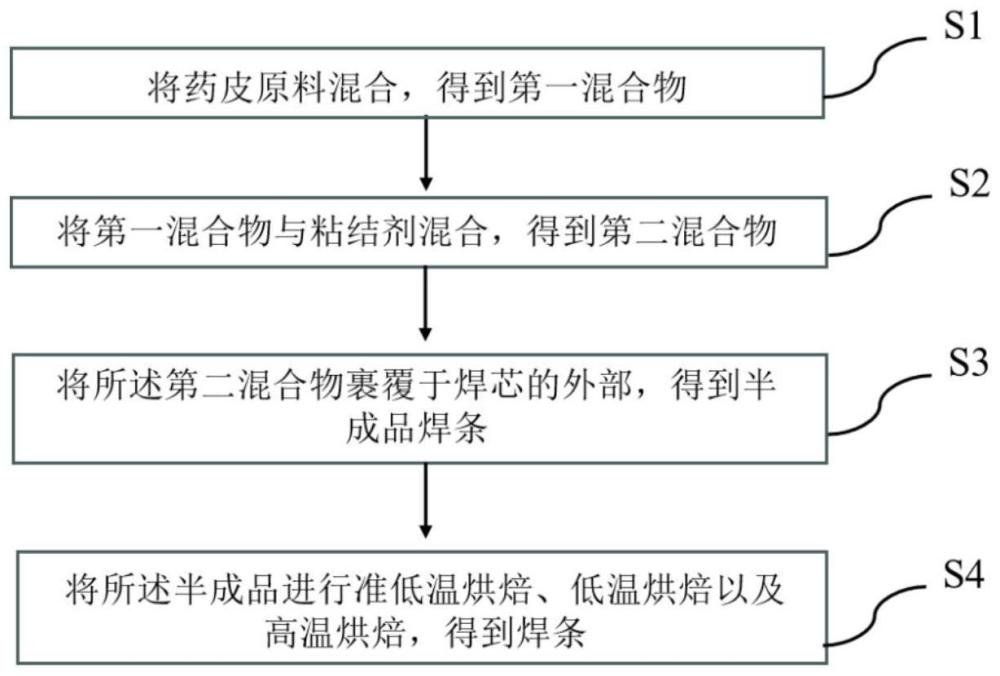
24、第三方面,本申请提供了一种第二方面中实施例所述的焊条的制备方法,所述方法包括:
25、将药皮原料混合,得到第一混合物;
26、将第一混合物与粘结剂混合,得到第二混合物;
27、将所述第二混合物裹覆于焊芯的外部,得到半成品焊条;
28、将所述半成品进行准低温烘焙、低温烘焙以及高温烘焙,得到焊条。
29、第四方面,本申请提供了一种650mpa级超超临界高温钢焊接的的熔覆金属,所述熔覆金属由第二方面中实施例所述的焊条在焊接过程中制得。
30、可选的,所述熔敷金属的化学成分以质量分数计包括:
31、c:0.12%~0.16%,mn:0.60%~1.40%,si:0.01%~0.50%,cr:9.0%~11.0%,mo:1.40%~1.70%,v:0.30%~0.40%,nb:0.04%~0.07%,n:0.005%~0.02%,b:0.005~0.015%,co:0.80%~1.50%,al:0.0001%~0.005%,ca:0.0001%~0.005%以及fe。
32、可选的,所述熔敷金属满足如下至少一种性能:室温抗拉强度为650mpa~800mpa、室温屈服强度为530mpa~700mpa,室温断后伸长率为15%~30%,20℃冲击单值为41j~120j,hb硬度为180~350。
33、本申请实施例提供的上述技术方案与现有技术相比具有如下优点:
34、本申请提供了一种适用于650mpa级超超临界高温钢焊接的药皮,通过对药皮组成研究,添加钛酸钠及铝镁合金稳定电弧,在大电流焊接时,电弧具有稳定性和集中性,同时焊缝熔池温度适中,铁水流动性适中,电弧吹力稳定集中,焊接操作性能良好。
技术特征:
1.一种650mpa级超超临界高温钢焊接的药皮,其特征在于,所述药皮的原料以重量份计包括:
2.根据权利要求1所述的药皮,其特征在于,所述药皮的原料以重量份计为:
3.根据权利要求2所述的药皮,其特征在于,所述菱苦土中,mgco3的质量占比≥95%、s的质量占比≤0.01%、p的质量占比≤0.02%;和/或,
4.根据权利要求3所述的药皮,其特征在于,所述菱苦土的颗粒度要求为:-40目的质量占比为100%、-150目的质量占比≤60%;和/或,
5.一种650mpa级超超临界高温钢焊接的焊条,其特征在于,所述焊条包括焊芯以及药皮,所述药皮包覆于所述焊芯,所述药皮为权利要求1~4中任意一项所述的药皮;其中,若所述焊条的直径规格为4.0mm,则所述焊条的最大工作电流为200a;若所述焊条的直径规格为5.0mm,则所述焊条的最大工作电流为240a。
6.根据权利要求5所述的焊条,其特征在于,所述焊芯的化学成分以质量分数计包括:
7.一种权利要求5或6中所述焊条的制备方法,其特征在于,所述方法包括:
8.一种650mpa级超超临界高温钢焊接的的熔覆金属,其特征在于,所述熔覆金属由权利要求5或6中所述的焊条在焊接过程中制得。
9.根据权利要求8所述的熔敷金属,其特征在于,所述熔敷金属的化学成分以质量分数计包括:
10.根据权利要求9所述的熔敷金属,其特征在于,所述熔敷金属满足如下至少一种性能:室温抗拉强度为650mpa~800mpa,室温屈服强度为530mpa~700mpa,室温断后伸长率为15%~30%,20℃冲击单值为41j~120j,hb硬度为180~350。
技术总结
本发明提供了一种650MPa级超超临界高温钢焊接的焊条及药皮、熔敷金属,属于焊材领域。所述药皮的原料以重量份计包括:菱苦土:39份~43份,萤石:30份~35份,白云石:3份~5份,硅铁:5份~10份,钛酸钠:2份~5份,金属铬粉:10份~15份,氧化铬绿:0.1份~0.4份,铝镁合金:0.1份~0.3份,海藻酸钠:1.5份~2.5份。通过对药皮组成研究,添加钛酸钠及铝镁合金稳定电弧,在大电流焊接时,电弧具有稳定性和集中性,同时焊缝熔池温度适中,铁水流动性适中,电弧吹力稳定集中,焊接操作性能良好。
技术研发人员:黄义芳,蒋勇,文艳,张克静,杨飞,徐晓龙,张晓柏,宋君杨
受保护的技术使用者:四川大西洋焊接材料股份有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!