一种主销铣豁口夹具的制作方法
1.本发明涉及机床夹具技术领域,更具体地,涉及一种主销铣豁口夹具。
背景技术:
2.主销装配到前桥总成上不能转动,因此需要铣一个豁口。现有的主销 铣豁口采用液压式夹具,单次只能铣1件,操作和维护不方便。
3.因此,如何提供一种主销铣豁口夹具成为本领域亟需解决的技术难题。
技术实现要素:
4.本发明的目的是提供一种主销铣豁口夹具。
5.根据本发明,提供了一种主销铣豁口夹具,包括,拉杆、压杆、端定 位、主定位、支撑块、复位弹簧,球形螺母、球形螺钉、夹具体、左衬套、 导向键、后衬套、斜楔、推杆滚子、推杆、中间衬套、右衬套和气缸;
6.所述夹具体安装在铣床上,为整个夹具的承载部分;所述端定位、主 定位和支撑块通过螺钉安装在所述夹具体的顶部;所述拉杆从所述夹具体 的两侧圆孔穿过,一对所述压杆套装在所述拉杆上,一对所述复位弹簧也 套装在所述拉杆上,所述球形螺母通过螺纹与拉杆连接;
7.所述左衬套、后衬套、中间衬套和右衬套通过螺钉或卡簧安装在所述 夹具体上;
8.所述球形螺钉为一对;一个所述球形螺钉通过螺纹安装在所述左衬套 上,所述推杆与左衬套和右衬套同轴心,另一个所述球形螺钉通过螺纹安 装在所述推杆上,所述导向键通过螺钉安装在所述推杆上,所述导向键的
ꢀ“
键”部分与斜楔的“导向槽”配合,所述推杆滚子装配在所述推杆上, 所述气缸固定在夹具体上。
9.可选地,所述夹具还包括:销;
10.所述推杆滚子通过所述销装配在所述推杆上。
11.可选地,所述夹具还包括:气缸接头;
12.所述气缸固定在所述夹具体上,通过所述气缸接头使所述斜楔前后运 动。
13.可选地,左侧所述压杆的上部圆孔的左侧与所述拉杆的球形面接触, 左侧所述压杆的上部圆孔的右侧与一个复位弹簧接触。
14.可选地,右侧所述拉杆的上部圆孔的左侧与所述复位弹簧接触,右侧 与所述球形螺母的球形面接触。
15.可选地,在夹紧状态时一个所述球形螺钉的球形面与所述压杆下部的 锥形孔接触;
16.另一个所述球形螺钉的球面部分与右侧所述压杆的下部锥孔保持接触。
17.可选地,所述推杆相对所述左衬套和右衬套里移动。
18.可选地,所述斜楔在所述后衬套与中间衬套中移动,所述斜楔从推杆 中部穿过,所述斜楔的“斜面”与推杆滚子线接触,使推杆向右运动。
19.根据本发明公开的技术内容,具有如下有益效果:夹具能同时铣4件 主销,装夹便利,并且工件装夹后能实现自锁,在动力(气动)中断后, 工件依旧保持夹紧状态。
20.通过以下参照附图对本发明的示例性实施例的详细描述,本发明的其 它特征及其优点将会变得清楚。
附图说明
21.被结合在说明书中并构成说明书的一部分的附图示出了本发明的实施 例,并且连同其说明一起用于解释本发明的原理。
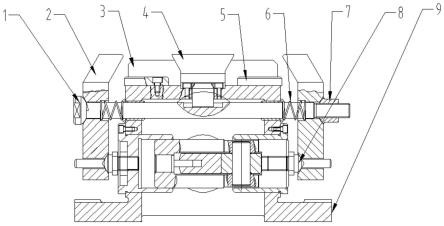
22.图1a为根据实施例提供的一种主销铣豁口夹具结构主视图;
23.图1b为根据实施例提供的一种主销铣豁口夹具结构仰视图;
24.图2a为夹具上工件的主视图的示意图;
25.图2b为夹具上工件的仰视图的示意图;
26.图3a为手工将工件预紧图的主视图;
27.图3b为手工将工件预紧图的仰视图;
28.图4a为气动夹紧状态的自锁图的主视图;
29.图4b为气动夹紧状态的自锁图的仰视图;
30.图5为气动夹紧状态的自锁图受力分析示意图;
31.图6为斜楔工作原理图一;
32.图7为斜楔工作原理图二。
33.附图标记说明:1-拉杆,2-压杆,3-端定位,4-主定位,5-支撑块,6
‑ꢀ
复位弹簧,7-球形螺母,8-球形螺钉,9-夹具体,10-左衬套,11-导向键, 12-后衬套,13-斜楔,14-推杆滚子,15-销,16-推杆,17-中间衬套,18-右 衬套,19-气缸接头,20-气缸。
具体实施方式
34.现在将参照附图来详细描述本发明的各种示例性实施例。应注意到: 除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、 数字表达式和数值不限制本发明的范围。
35.以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作 为对本发明及其应用或使用的任何限制。
36.对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨 论,但在适当情况下,所述技术、方法和设备应当被视为说明书的一部分。
37.在这里示出和讨论的所有例子中,任何具体值应被解释为仅仅是示例 性的,而不是作为限制。因此,示例性实施例的其它例子可以具有不同的 值。
38.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一 旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步 讨论。
39.根据图1a和图1b所示,本发明提供了一种主销铣豁口夹具,包括, 拉杆1、压杆2、端定位3、主定位4、支撑块5、复位弹簧6,球形螺母7、 球形螺钉8、夹具体9、左衬套10、导向键11、后衬套12、斜楔13、推杆 滚子14、推杆16、中间衬套17、右衬套18和气缸20;
40.所述夹具体9安装在铣床上,为整个夹具的承载部分;所述端定位3、 主定位4和支
撑块5通过螺钉安装在所述夹具体9的顶部;所述拉杆1从 所述夹具体9的两侧圆孔穿过,一对所述压杆2套装在所述拉杆1上,一 对所述复位弹簧6也套装在所述拉杆1上,所述球形螺母7通过螺纹与拉 杆1连接;
41.所述左衬套10、后衬套12、中间衬套17和右衬套18通过螺钉或卡簧 安装在所述夹具体9上;
42.所述球形螺钉8为一对;一个所述球形螺钉8通过螺纹安装在所述左 衬套10上,所述推杆16与左衬套10和右衬套18同轴心,另一个所述球 形螺钉8通过螺纹安装在所述推杆16上,所述导向键11通过螺钉安装在 所述推杆16上,所述导向键11的“键”部分与斜楔13的“导向槽”配合, 确保斜楔13只能前后移动不发生转动,所述推杆滚子14装配在所述推杆 16上,所述气缸20固定在夹具体9上。
43.在一些实施例中,所述夹具还包括:销15;
44.所述推杆滚子14通过所述销15装配在所述推杆16上。
45.在一些实施例中,所述夹具还包括:气缸接头19;
46.所述气缸20固定在所述夹具体9上,通过所述气缸接头19使所述斜 楔13前后运动。
47.在一些实施例中,左侧所述压杆2的上部圆孔的左侧与所述拉杆1的 球形面接触,左侧所述压杆2的上部圆孔的右侧与一个复位弹簧6接触。
48.右侧所述拉杆1的上部圆孔的左侧与所述复位弹簧6接触,右侧与所 述球形螺母7的球形面接触。
49.在一些实施例中,在夹紧状态时一个所述球形螺钉8的球形面与所述 压杆2下部的锥形孔接触;
50.另一个所述球形螺钉8的球面部分与右侧所述压杆2的下部锥孔保持 接触。
51.在一些实施例中,所述推杆16相对所述左衬套10和右衬套18里移动。
52.在一些实施例中,所述斜楔13在所述后衬套12与中间衬套17中移动, 所述斜楔13从推杆16中部穿过,斜楔13向后运动时,所述斜楔13的“斜 面”与推杆滚子14线接触,使推杆16向右运动。
53.具体使用过程:
54.夹具处于松开状态,如图2a-图2b所示。工人将4件主销摆放到支撑 块5上,然后通过扳手旋转球形螺母7,将主销进行初步夹紧,如图3a-图 3b所示。工人将气控开关打开,气缸20活塞推出,推进斜楔13向后运动, 由于斜楔13的“斜面”与推杆滚子14始终保持线接触,会使推杆16向右 运动。右侧球形螺钉8随着推杆16向右运动,球形螺钉8的球形面接触到 右侧压杆2下部的锥孔后,会推动右侧压杆2会朝右边移动,同时推动右 侧压杆2绕球形螺钉8球面的球心微量转动,将右侧2主销夹紧;右侧压 杆2朝右边移动时,会牵引拉杆1朝右侧运动,拉杆1的球形面会推动左 侧压杆2绕着左侧球形螺钉8的球心微量转动,将左侧2主销夹紧,如图 4a-图4b和图5。然后铣床开始铣4主销豁口。
55.其中,斜楔13与推杆16、推杆滚子14、导向键11等零部件,组成一 套斜楔自锁机构,如图6、7。斜楔13在气缸20的作用下,向后运动;斜 楔13驱动推杆16、向右运动。斜楔13和推杆16,在导向键11的作用下, 都不能绕着各自的轴线转动,只能移动,结构巧妙。斜楔自锁机构,即便 气缸断气,依然能使整套机构保持夹紧状态。
56.豁口铣削完成后,工人将气控开关关闭,气缸20的活塞缩回,拉动斜 楔13向前运动。右侧压杆2在复位弹簧6的弹力作用下,绕着右侧球形螺 钉8的球心复位旋转,同时向左侧移动,回到初始位置;拉杆1在一对复 位弹簧6的作用下,也回复到初始位置;左侧压杆2在复位弹簧6的弹力 作用下,绕着左侧球形螺钉8的球心复位旋转,回到初始位置。此时,工 人用扳手将球形螺母7松开,将加工好的主销取下。
57.综上,夹具能同时铣4件主销,装夹便利,并且工件装夹后能实现自 锁,在动力(气动)中断后,工件依旧保持夹紧状态。
58.虽然已经通过例子对本发明的一些特定实施例进行了详细说明,但是 本领域的技术人员应该理解,以上例子仅是为了进行说明,而不是为了限 制本发明的范围。本领域的技术人员应该理解,可在不脱离本发明的范围 和精神的情况下,对以上实施例进行修改。本发明的范围由所附权利要求 来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1